
Сварка нержавейки полуавтоматом в среде аргона
Сварка нержавейки полуавтоматом в среде аргона и углекислым газом
 Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Если в составе металлического сплава находится от 12% хрома, то он уже относится к категории нержавеющих и обладает устойчивостью к коррозии. В то же время работа с этим материалом требует определенной подготовки металла перед проведением сварочных работ. На качество сварочных работ влияет выбор рабочего сварочного режима и правильный подбор расходных материалов.
- Свойства нержавеющего сплава
- Сварка полуавтоматом
- В среде аргона
- В среде углекислого газа
Поверхностный антикоррозийный слой металла обладает устойчивостью к восстановлению. В составе современных антикоррозийных сплавов могут присутствовать в незначительных количествах: углерод, титан, никель, молибден, ниобий. Все эти элементы также повышают стойкость к коррозии и улучшают качество стали.
В зависимости от микроструктуры нержавеющая сталь может иметь различные свойства и применяться в разной среде:
- Сталь с содержанием хрома и никеля относится к классу аустенитной. Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
- Сплав с содержанием хрома и железа называется ферритным. Он устойчив к термической закалке и может использоваться в агрессивной среде.
- Сплав с содержанием углерода и хрома называется мартенситным и используется в слабоагрессивной среде. Объясняется такое применение высокой твердостью и одновременно хрупкостью сплава.
Свойства нержавеющего сплава
Начинающему сварщику рекомендуется учитывать некоторые свойства химического состава стального сплава, чтобы выполнить работу качественно. Среди основных параметров обычно выделяют:
- Низкую теплопроводность. Теплопроводность нержавеющей стали ниже в два раза по сравнению с другими металлами. В процессе сварочных работ металл может расплавиться больше, чем это необходимо. Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
- Минимальный уровень температуры плавления. Для сохранности устойчивости к ржавлению в процессе работ сохраняют оптимальный режим температуры.
- Межкристаллитную коррозию. Является результатом образования карбидного соединения хрома и железа. Растекание, приводящее к коррозии металла, происходит при повышении температуры более 500 градусов. Для устранения нежелательных эффектов применяются различные способы охлаждения свариваемых конструкций.
- Высокий уровень линейного расширения стали. Литейная усадка стали происходит благодаря высоким температурам. Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение.
- Высокий показатель электрического сопротивления. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
Сварка полуавтоматом

При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
 Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
 Применение обратной полярности.
Применение обратной полярности.- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
 Применение обратной полярности.
Применение обратной полярности.Как выполняется сварка нержавейки полуавтоматом?
Время чтения: 6 минут
Нержавеющая сталь применяется во многих сферах: от производства кастрюль до сборки космических кораблей. Такая популярность нержавейки связана с ее эксплуатационными свойствами: металл практически не подвержен коррозии и надолго сохраняет свой привлекательный внешний вид. Именно по этой причине сейчас так востребованы сварщики, которые могут качественно сварить детали из нержавеющей стали.

А сварить нержавейку не так уж просто. Здесь не получится применить ручную дуговую сварку и обойтись покрытыми электродами. Вам понадобится профессиональный или полупрофессиональный полуавтомат, а также защитный газ и присадочная проволока. Эта технология сварки нержавейки одна из самых эффективных. Она применяется как в быту, так и на производстве.
В этой статье мы подробно расскажем, как использовать полуавтомат для сварки нержавеющей стали и какова технология сварки нержавейки полуавтоматом. Вы узнаете все, что необходимо для качественного выполнения работ.
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.

Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.

Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.

Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Особенности сварки
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.

Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным. Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл.
Вместо заключения
Как видите, сварка нержавеющей стали с применением полуавтомата — не такая уж сложная задача, как может показаться на первый взгляд. Конечно, применение MIG/MAG технологии требует от сварщика опыта и навыков. Не ждите, что с первого раза сформируете идеально ровный и эстетичный шов. Но и не стоит отчаиваться, если проделанная вами работа неудовлетворительного качества. Проверьте, правильно ли вы настраиваете режим сварки. Также проверьте, какие расходники вы используете. Возможно, состав проволоки не совпадает с составом металла. Практикуйтесь как можно больше, и так вы достигнете высот в сварочном деле. Желаем удачи в работе!
Сварка нержавейки полуавтоматом в среде аргона
Как варить нержавеющую сталь полуавтоматом
Как происходит сварка нержавейки полуавтоматом в среде углекислого газа — тема нашей публикации.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
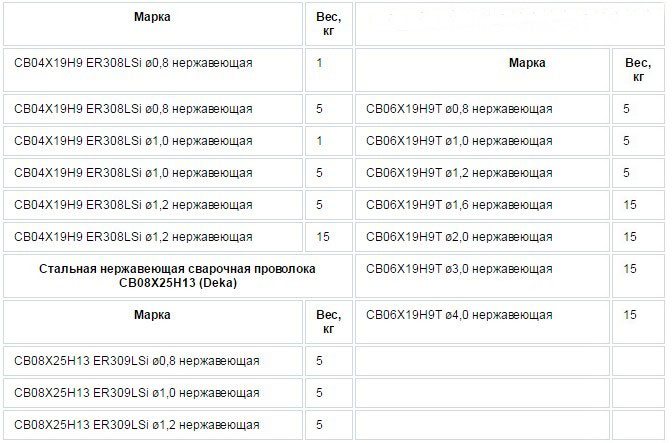
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
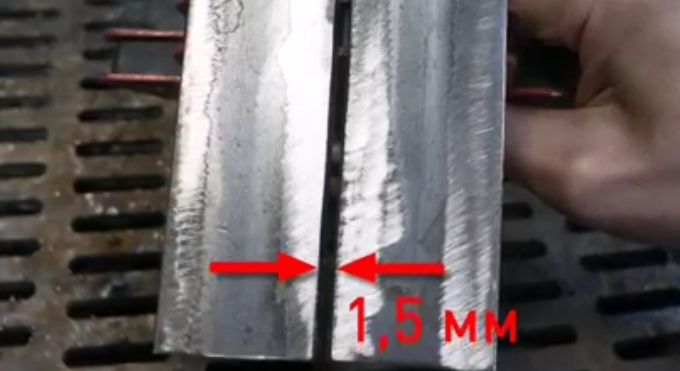
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
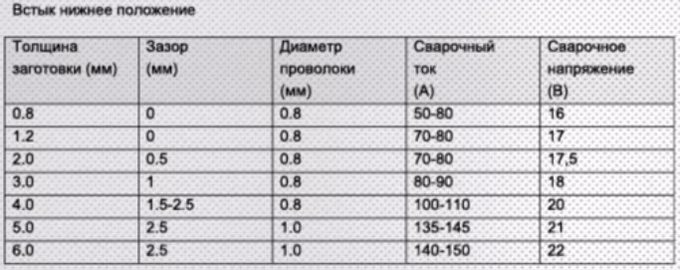
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
Как варить нержавейку полуавтоматом
В отличие от обычной стали качественную сварку нержавейки полуавтоматом проведет не каждый мастер. Для получения надежного соединения необходимо учитывать ее особенности, правильно устанавливать параметры рабочего режима и выбирать расходные материалы. Успешность выполнения работ во многом зависит и от качества оборудования.

Особенности сварки нержавеющей стали
Легирующие добавки делают нержавейку стойкой к коррозии и кислотам, но одновременно она приобретает свойства затрудняющие сварку. По сравнению с обычной сталью теплопроводность снижается в два раза. Это затрудняет отвод тепла с места сварки, что приводит к перегреву металла, прожогу и выгоранию хрома. Для предотвращения этого явления сварку выполняют током на 15 — 20% меньше стандартного с дополнительным охлаждением заготовок.
У нержавейки высокий коэффициент теплового расширения, что приводит к растрескиванию шва и металла рядом с ним. Для его нейтрализации между заготовками оставляют большой зазор. Из-за высокого электрического сопротивления материала электроды для сварки нержавейки перегреваются, что не лучшим образом сказывается на качестве шва. Поэтому их обрезают до минимально возможного размера, чтобы не успевали раскалиться.
Узнав о сложностях, новички задаются вопросом: «Можно ли сваривать нержавейку полуавтоматом в домашних условиях?». Ответ, конечно, положительный. Для соединения заготовок используется три способа:
- короткая дуга;
- импульсный метод;
- струйный перенос.
Короткой дугой сваривают тонкую нержавейку, так как она снижает вероятность прожига. Методом струйного переноса соединяются толстостенные детали из нержавеющих сплавов на производстве. Сварка проводится с применением порошковой проволоки и специальных головок.
Для создания защитной среды при сварке импульсным методом используется смесь аргона с углекислотой. К преимуществам способа относятся:
- возможность соединения как тонких, так и толстых заготовок;
- подача проволоки короткими импульсами предотвращает разбрызгивание расплавленного металла;
- экономия присадочного материала;
- отличное качество соединения;
- высокая производительность.
Выбор материалов для сварки
Чтобы получить качественный шов, состав присадочной проволоки должен быть таким же, как у свариваемого металла. Лучше если содержание легирующих элементов будет немного больше. При использовании обычных марок соединение быстро заржавеет. Для сварки нержавейки легированной хромом выпускается порошковая и проволока с высоким содержанием никеля.
В первом варианте проволока покрыта защитным слоем, который при нагреве образует барьер, перекрывающий доступ воздуха в зону сварки. Поэтому можно работать полуавтоматом без газа. Однако из-за высокой стоимости материала и низкой стойкости к коррозии предпочтение чаще отдается сварке полуавтоматом в защитной среде никелевой проволокой. Она выпускается диаметром 0,13 — 6 мм. Для работы в домашних условиях достаточно 1 мм.
Сварку полуавтоматом нержавеющей стали можно проводить в среде углекислого газа, аргона и их смеси. Первый вариант наиболее дешевый, но из-за сильного разбрызгивания швы получаются грубыми. Аргон обходится значительно дороже, но зато эстетика соединения идеальна. При смешивании их достоинства складываются. В стандартном составе содержится 98% аргона и 2% углекислоты. Если к внешнему виду шва не предъявляется высоких требований, в среду аргона добавляют до 30% углекислого газа.
Диаметр неплавящегося электрода из металла выбирается в зависимости от толщины соединяемых заготовок. Если она не более 1 мм диаметр тоже 1 мм. При толщине до 4 мм — 1,6 мм. Более 4 мм — 2,5 мм.
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.
| Сварка нержавейки с использованием присадочного материала и защитного газа (в сравнении с MMA и TIG) | |
| Достоинства: | |
Материалы и оборудование, необходимые для сварки
- Сварочный полуавтомат в качестве источника тока
- Редуктор
Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Для исключения п. 4 необходимо выбрать порошковую проволоку, при этом необходимо помнить про снижение качества шва.
Средства защиты:
- Cварочная маска — обязательное средство защиты глаз и лица во время проведения сварочных работ
Сварочные маски выпускают нескольких типов: с небольшой площадью покрытия лица и головы, с большим защитным покрытием включая шею и волосы, а также с поднимающимся светофильтром.
Краги — необходимый атрибут для защиты рук сварщика
Их изготавливают из спилка или брезента. Помимо этого, они различаются по количеству отделений под пальцы.
Выбор сварочной проволоки
Cплошная проволока
Дает хорошее качество шва, несмотря на то, что имеет невысокую стоимость.
Порошковая проволока
Дает более низкое качество шва, зато позволяет проводить сварочные работы без использования газовых баллонов.
Применяется по большей части при сварке в среде углекислого газа и его смесей. Использование этого типа проволоки ведет к увеличению устойчивости горения дуги.
Присадочная проволока производится от 0,13 до 6 мм в диаметре.
Предварительные работы до начала сварки
Непосредственно до начала процесса сварки необходимо выполнить следующие действия:
- Зачистить до блеска абразивным материалом поверхность, по которой будет проходить сварка
- Снять фаски, если толщина стенок свариваемых заготовок более 4 мм
- Произвести обезжиривание поверхности спиртом, ацетоном, бензином или растворителем
- Удалить влагу путем прогревания кромок горелкой до 100⁰C
- Чтобы устранить внутреннее напряжение перед сваркой металл нагревают до 200⁰
Предварительные работы до начала сварки
В независимости от типа газа, обеспечивающего защитную среду (аргон или углекислый газ) правила проведения сварки полуавтоматом одни и те же:
- Ток должен быть обратной полярности
- Наклонять горелку нужно так, чтобы обеспечить провар достаточной глубины и правильную ширину шва
- Вылет проволоки достаточно сделать до 12 мм
- Расход газа настраивают от 6 до 12 мᶾ/час
- Защитный газ пропускают через осушитель (чаще всего на основе медного купороса) для удаления влаги. Перед применением его необходимо прокалить при 200 ⁰С при длительности около 20 мин
- Для защиты от раскаленных брызг поверхности, прилегающие к стыку, необходимо обработать растворенным в воде мелом
- Во избежание образования водородных трещин сварку нужно начинать, отступив примерно 5 мм от края заготовки
- Сварку нужно выполнять плавным движением полуавтоматической горелки вдоль шва. Если производить поперечные движения, то расплавленный металл может выйти за пределы защитной среды
Сварка нержавейки полуавтоматом с другими типами металлов
Сегодняшние технологии сварки полуавтоматом позволяют соединять нержавеющий металл с алюминием, металлы высокой и низкой легированности, а также и другие сплавы.
Отличительные черты сварки полуавтоматом нержавейки с другими металлами:
- во время сварки черного металла с нержавейкой понижается предел текучести металла, образуется защита поверхности от действия окружающей среды
- когда мы привариваем Ст40 к нержавейке, то применяем проволоку 08Г2С, которая помогает избежать разрыва шва в месте соединения двух типов металла после остывания
- чтобы сварить нержавейку с медью необходимо использовать легкоплавкие припои и флюс
- импульсный режим применяется для сварки нержавейки с алюминием и другими металлам, за счет чего появляется повышенная устойчивость к коррозии и улучшается качество провара
- аргон используют для сварки алюминия с нержавейкой с включением импульсного режима. При этом рекомендована медно-порошковая проволока
Таблицы с настройками полуавтомата для сварки
Встык нижнее положение
| Толщина заготовки, мм | Зазор, мм | Диаметр проволоки, мм | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | 50-80 | 16 | |
| 1,2 | 0,8 | 70-80 | 17 | |
| 2,0 | 0,5 | 0,8 | 70-80 | 17,5 |
| 3,0 | 1 | 0,8 | 80-90 | 18 |
| 4,0 | 1,5-2,5 | 0,8 | 100-110 | 20 |
| 5,0 | 2,5 | 1,0 | 135-145 | 21 |
| 6,0 | 2,5 | 1,0 | 140-150 | 22 |
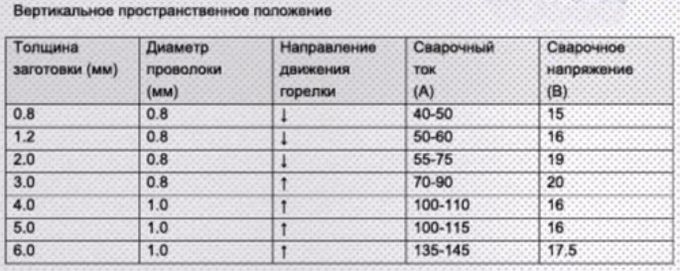
Вертикальное пространственное положение
| Толщина заготовки, мм | Диаметр проволоки, мм | Направление движения горелки | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | вниз | 50-80 | 16 |
| 1,2 | 0,8 | вниз | 70-80 | 17 |
| 2,0 | 0,8 | вниз | 70-80 | 17,5 |
| 3,0 | 0,8 | вверх | 80-90 | 18 |
| 4,0 | 1,0 | вверх | 100-110 | 20 |
| 5,0 | 1,0 | вверх | 135-145 | 21 |
| 6,0 | 1,0 | вверх | 140-150 | 22 |
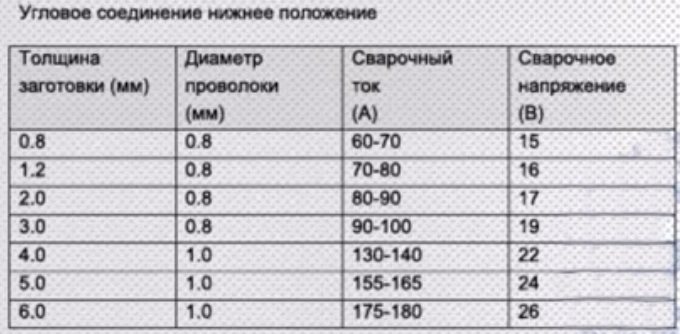
Угловое соединение нижнее положение
| Толщина заготовки, мм | Диаметр проволоки, мм | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | 60-70 | 15 |
| 1,2 | 0,8 | 70-80 | 16 |
| 2,0 | 0,8 | 80-90 | 17 |
| 3,0 | 0,8 | 90-100 | 19 |
| 4,0 | 1,0 | 130-140 | 22 |
| 5,0 | 1,0 | 155-165 | 24 |
| 6,0 | 1,0 | 175-180 | 26 |
Заключительные работы по окончании сварки
- Механическая обработка — удаление пузырей путем простукивания их тяжелым предметом через гладилку и брызг, полученных при плавке металла
- Травление — удаление специальным составом со швов окалины, вызывающей коррозию
- Пассивация — нанесение на сварной шов средств для образования на нем оксидной пленки хрома, что защищает от появления коррозии
Полезные советы
В конце статьи хотелось бы поделиться несколькими полезными советами по сварке нержавейки, которые помогут повысить качество итогового шва:
- в процессе сварки в защитной среде (смеси аргона и углекислого газа) устанавливают обратную полярность, а с использованием флюса — прямую
- для расстояния между проволокой и стыком рекомендуется принимать значение, не превышающее 12 мм
- двигать горелкой нужно слева направо с наклоном от себя, чтобы она не закрывала от нас шов
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав, а также прочный и надежный шов
- при сварке тонкой нержавейки горелку наклоняют вперед, уменьшая таким образом глубину провара и снижая к минимуму риск прожога
Технология сварки нержавейки аргоном – важные особенности и тонкости
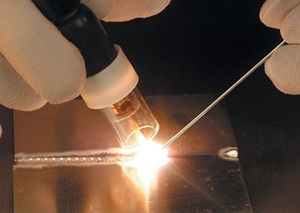
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.

Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.

