Сварка круглых труб под 90 градусов
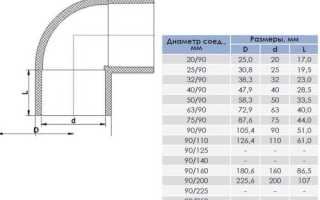
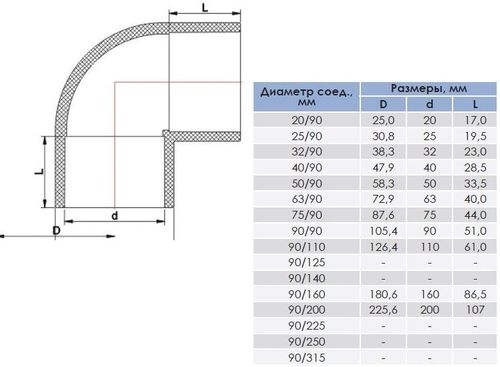
Характеристики и применение отвода трубы 90 градусов
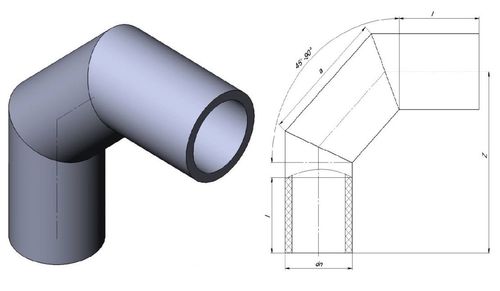
Металлические трубы различного назначения используются повсеместно. А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180 О . Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.

Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Как сделать отвод 90 градусов из трубы
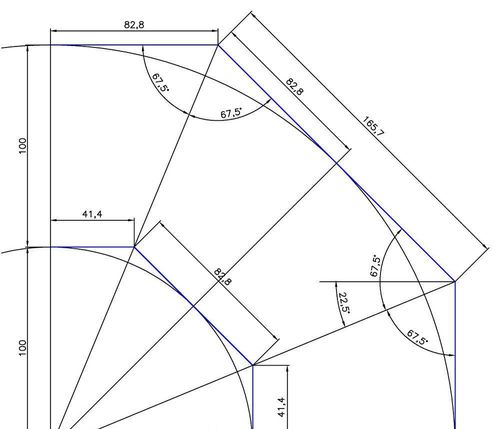
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.

Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45 О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.

Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Способы сварки труб под углом

Сварка труб под углом позволяет сэкономить не только на отводах (угловых сопряжениях), но и на тройниках (тавровых сопряжениях) или крестовинах. Поэтому подобной техникой должен владеть каждый опытный сварщик или сантехник. И в данной статье мы разберем типовые способы «угловой» стыковки круглых и профильных труб, реализуемые с помощью сварки или пайки.
Какие трубы можно соединять на сварку
В большинстве случаев на сварку монтируют стальные трубы. Причем, подобный способ соединения участков трубопровода практикуется и в случае производства арматуры из конструкционных сталей, и в случае изготовления труб из высоколегированных сплавов. Для разных металлов нужны разные техники сварки и разные электроды.

Сварка стальных труб под углом
Кроме того, с помощью сварки или пайки можно стыковать еще медные или алюминиевые трубы. Правда, в данном случае нужен особый аргонодуговой аппарат, генерирующий электрическую дугу в среде инертного газа (аргона). А вот в качестве электрода можно использовать обычную медную или алюминиевую проволоку.
А еще можно «сваривать» полимерные трубы, используя технику термической сварки давлением. Эта технология даже используется при изготовлении сегментарных фитингов, собираемых «на сварку» из вырезанных из труб участков.
Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:

Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
В данном случае используют следующие типы сварочных швов:

Секторная сборка отвода
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.
Показания к применению

Газовая сварка труб
Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра. Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров. Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов. Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Угловое сопряжение со скосом кромок и разделом предполагает стыковку труб с толщиной стенок от 6 до 60 миллиметров. При этом ширина раздела колеблется в пределах от 18 до 48 миллиметров. Разумеется, такие габариты предполагают особую технику заполнения сварочной ванны.
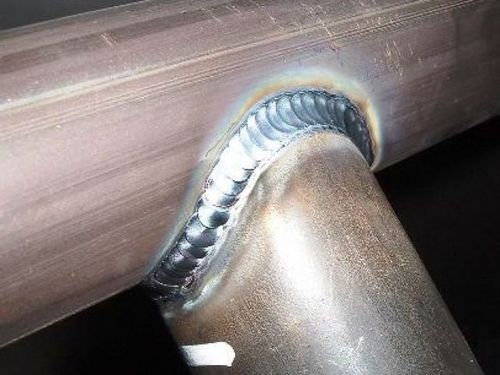
Врезка трубы в трубу под 90 градусов. Покажу 2 гаражных способа.

Приветствую своих подписчиков и гостей канала. Наш блог создан для начинающих самоучек в ручной дуговой сварке, здесь мы делимся практическими советами по сварке и слесарными подготовительными работами перед сваркой, где будет нужна болгарка и другой инструмент.

Когда-нибудь любому человеку, который решил осваивать сварку и болгарку, придётся иметь дело с круглыми трубами. Сваривать их, стыковать, делать врезки. Поэтому сегодня я вам покажу 2 способа сделать врезку трубу в трубу под 90 градусов одного диаметра. Это простые гаражные способы, где нужно минимум расчётов. Знание-сила, а незнание столько силы забирает, пока догонишь как надо делать!

Чтобы сделать врезку трубы в трубу нужно сделать в торце трубы запилы болгаркой.


Эти запилы будут иметь вот такую форму. В этом случае трубы будут соединяться в Т образную форму не имея больших зазоров, а значит заварить это соединение будет намного проще и быстрее. Начнём разметку.

Сначала нам нужно разбить торец трубы на 4 ровные части. Некоторые опытные сварщики и слесаря это делают на глаз, но мы будем размечать более точно, чтобы потом не заваривать большие зазоры.


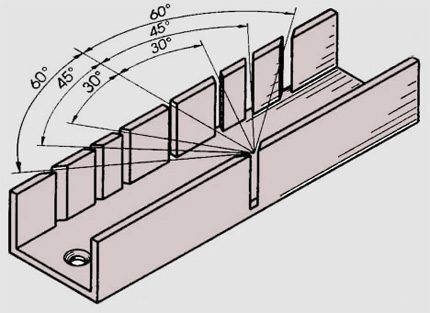
На листе бумаги, или на любой поверхности начертим две пересечённые под прямым углом линии. Место пересечения будем считать нулём. От нуля во все стороны отложим по 30 мм, это размер радиуса трубы, диаметр наших труб составляет 60 мм.
Ставим торец трубы в границах наших отмеченных радиусов и наносим 4 метки на саму трубу, вот так мы точно разбили торец на 4 ровные части.



Теперь мы отложим на двух противоположных отметках размер равный трети диаметра трубы-получаем 20 мм. Теперь осталось плавно, а не по прямой, соединить эти отметки, чтобы получить фигуры в форме полукруга. Можно это сделать от руки, если диаметр трубы небольшой.

А можно взять гибкую пластмассовую вещь, например вот такой одноразовый хомутик.


И по такому хомуту отмечаем плавный полукруг.

Вот такая разметка у нас должна получиться. Теперь берём болгарку и аккуратно делаем эти 2 полукруглых выреза.


Вот такое чёткое сопряжение труб должно получиться если всё сделать точно как было описано.
Друзья, есть ещё один простой гаражный способ разметки, но давайте посмотрим его в подробном видео, где я показываю все тонкости этого процесса.
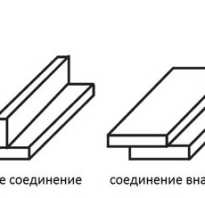
Стыковые сварные соединения (сварка встык)
Как правильно сварить уголок под 90 градусов
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение. Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:






.. | Соединение металлических труб,
Соединение металлических труб , имеющих разный диаметр или форму. Как соединить трубы .
Водогазопроводные трубы и электросварные трубы используют для газоснабжения, разводки отопления, обустройства канализации, изготовления разнообразных конструкций в машиностроении, авиастроении, сельском хозяйстве. При этом необходимо соединение двух или нескольких труб между собой.
Преимущества использования стальных труб — трубы легко сгибаются, свариваются газом, конструкция герметична, и работа занимает небольшое время, конструкция служит не менеее 20 лет и не нуждается в частом ремонте. Однако металлические трубы подвергаются коррозии и имеют большой вес. Существуют оцинкованные металлические трубы, а также трубы с полиэтиленовым покрытием или нанесением эпоксидного состава на них. При закапывании в землю трубопроводов используют битумное покрытие на трубы.
На сегодняшнее время возможны следующие варианты соединения стальных труб :
соединение стальных труб сваркой,
соединение труб с помощью фитингов,
стыковка труб , используя фланцы.
Сварка стальных труб
В зависимости от необходимого качества и используемого материала, сваривать металлические трубы можно: электродами, применяя электродугу, аппаратами для газовой сварки, аппаратами MIG/MAG (плавящимся электродом в среде газа) и TIG (неплавящимся электродом в среде газа, чаще всего аргона).
Перед сваркой кромки труб обязательно очищаются от ржавчины, окислов,снимается фаска. Сварочный шов заполняется расплавленным металлом, в результате чего шов становится более ровным и герметичным. Если выполняется сварка газовых труб встык, то шов должен быть выпуклым и ровным по всей его длине.
При сварке газовой горелкой окончание шва происходит с небольшим напряжением,чтобы исключить непровар. Используется газовая горелка с двумя ниппелями. К одному ниппелю присоединяется баллон с кислородом, ко второму — баллон с горючим газом или газогенератор. Кислород смешивается с горючим газом в горелке, образуя на выходе из сопла пламя,нагревающее трубы. Газовую сварку стальных труб используют в основном для труб с толщиной стенки не более 4 мм, т. к. есть риск перегрева области шва,что делает его менее прочным.
Сварка труб стальных водопроводных или электросварных труб , труб из чёрного металла или стальных оцинкованных производится с помощью полуавтомата или используется ручная дуговая сварка. Такая сварка применима для труб с небольшим диаметром и тонкими стенками, толщиной 1,5 — 5 мм. Для сварки водопроводных труб чаще всего используют дуговую сварку,а также автоматическую или полуавтоматическую. Используется листовая горячекатаная сталь. Для соединения профильной чёрной и нержавеющей трубы также применяют дуговую сварку. При сварке профильной трубы с толщиной 0,8 мм стык сваривается короткой дугой, при толщине 0,8 — 3,0 мм — обычной дуговой сваркой, более 3 мм — применяют дуговую сварку с плавящимися в газе электродами. При сварке профильной трубы приваривают корень шва трубы,но сам металл не должен прижигаться.
Перед дуговой сваркой труб отопления очищают торцы, снимают фаску, трубы центрируют между собой, прихватывая в 3-4 точках по всей окружности трубы, затем обваривают шов, заполняя фаску сварочным материалом на 2/3 высоты фаски. Сначала используют меньший электрод, диаметром 3мм, затем — если необходимо более высокое качество — наклыдвают сверху второй шов с электродом большего диаметра. Поверхность стыка вычищают,удаляют остатки шлака. При ручной сварке отопления с помощью полуавтомата используют смесь газов, которые состоят из аргона, углекислого газа, кислорода. При такой сварке диаметр сварочной проволоки должен соответствовать трубе. Обычно используют проволоку, диаметром 1 — 1,2 мм, чтобы сварить трубы,толщиной стенки до 5мм. Между удалением электрода и соединением поверхности не должно пройти много времени, т.к. это грозит застыванием поверхности и ухудшением качества шва.
Если в конструкции одна труба большего диаметра другой, то такие трубы соединяют при помощи фланцев — специальных плоских колец с отверстиями для шпилек и болтов. Фланцы стальные широко применяют для трубопроводного транспорта и коммунального хозяйства. Фланцевые соединения состоят из фланцев, прокладки, крепёжных изделий. В зависимости от параметров фланцевые конструкции разделяют на цельные и свободные. Цельные претерпевают одинаковые нагрузки вместе с корпусом. Цельные фланцы различают:
1) литые — производят как одно целое с корпусом,
2) стальные, которые имеют резьбу на шейке, исползуется для трубопроводов с низким давлением,
3) воротниковые — изделие, сваренное впритык,
Резка труб под углом: преимущества и недостатки разных способов + пример выполнения работ

Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.

Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.

Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он “закрывается” сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
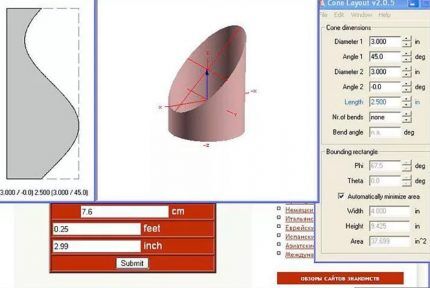
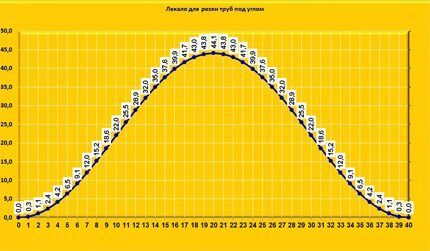
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
Всё, что необходимо сделать пользователю, – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения. По этим параметрам сформируется лекало, которое можно отправить на печать.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла – инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.

Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма – маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются особые труборезы, с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.

Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку: