
Сварка горизонтального шва на трубе
Как варить вертикальный и горизонтальный швы электросваркой: пошаговые инструкции

Электросварка – технология объединения структуры металлов нагревом и расплавлением электрической дугой. Она получила широкое распространение в самых разных сферах народного хозяйства, включая частный сектор.
По сути, таким методом можно выполнять сваривание между собой любых металлов, учитывая температуру электрической дуги (7000-8000 градусов). Но прежде чем обратиться к этой технологии, придётся изучить, как варить вертикальный шов электросваркой, и разобраться с техникой получения горизонтального шва.
Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
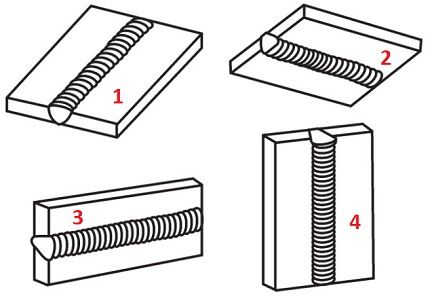
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.

Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
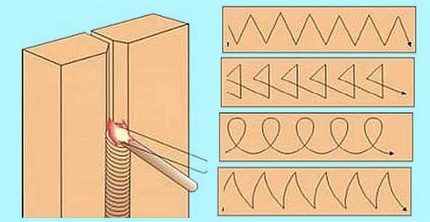
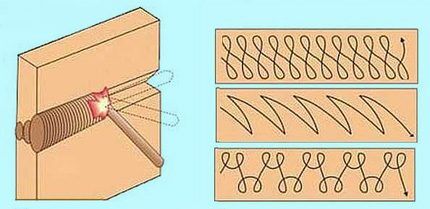
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
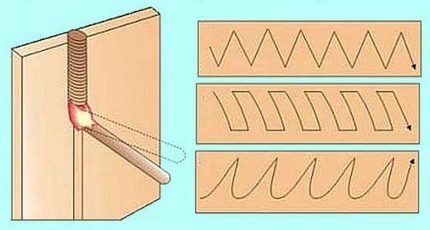
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
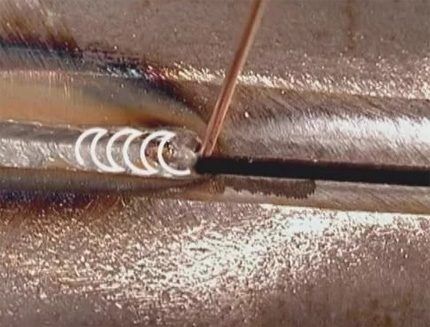
Технология варки горизонтального шва
Специфика сварки горизонтального шва практически та же, что и для вертикального. Технические нюансы – опять же манипулирование углами установки электрода.
Направление движения в процессе сваривания деталей на стыке может выбираться от его крайней левой точки до крайней правой точки или наоборот. Конкретный выбор направления определяется сварщиком, исходя из степени личного удобства.
Но как правильно варить горизонтальный шов электросваркой, чтобы исключить вытекание расплава из колеи по причине действующей силы тяжести?
Здесь сварщику нужно подобрать такое положение электрода, при котором сила горения электрической дуги была бы равноценна силе тяжести капель металла. Возможно, потребуется настроить силу тока и опытным путём подобрать оптимальную скорость перемещения электрода.
Обычно сварку горизонтального шва ведут непрерывно до полного завершения. Однако если не удаётся держать под контролем расплав (сварочную ванну), можно попытаться изменить технику – перейти на ход с периодическим гашением дуги.
Все эти тонкости нарабатываются с приходом опыта выполнения сварочных работ. Поэтому не стоит отчаиваться, если с первых попыток ничего не получается.

Формирование горизонтального шва нужной ширины и глубины провара, как правило, достигается за счёт аккуратного поперечного перемещения горящего конца электрода от края одной стыкуемой детали до края другой.
На сварке металлов толщиной до 4 мм применяют разные варианты «рисунка» поперечного хода электрода. Каких-то конкретных рекомендаций на этот счёт нет. Главное – получить требуемую ширину шва и глубину провара.
Электрическая дуга: контроль оптимальной длины
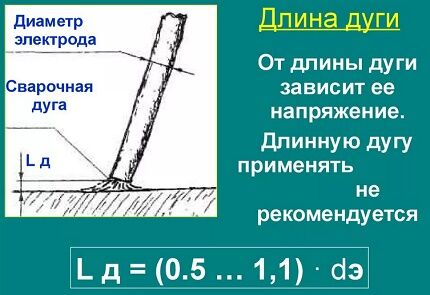
Величину зазора между горячим концом электрода и плоскостью металла, достаточную для образования электрического разряда, называют длиной дуги. Одна из главных основ инструкции сварщика – это контроль оптимальной длины дуги.
Теоретически в режиме сварки можно получить три дуговых промежутка:
- короткий (1 – 1,5 мм);
- длинный (3,5 – 6 мм);
- нормальный (2 – 3 мм).
Для режима горения короткой дуги характерным является недостаточный прогрев металла по ширине. По краям шва, в таких случаях, отмечается так называемый «подрез» – небольшое углубление. Наличие подобного дефекта свидетельствует о низких качественных показателях сварного шва.
Режим сварки длинной дугой, как правило, сопровождается её периодическим гашением. Здесь отмечается малый прогрев металла по глубине. О хорошем качестве шва говорить тоже не приходится.
Таким образом, остаётся единственный вариант, на который следует ориентироваться начинающему сварщику – нормальная длина дуги, которая должна составлять не более Ld = 0,5-1,1 * Dэ (Ld – длина дуги; Dэ – диаметр электрода).
Управление положением электрода
Сварочный процесс может выполняться при положении электрода углом вперёд, углом назад, прямым углом. Применяя любой из этих трёх технологических приёмов, сварщик способен создавать швы в разных условиях производства работ.
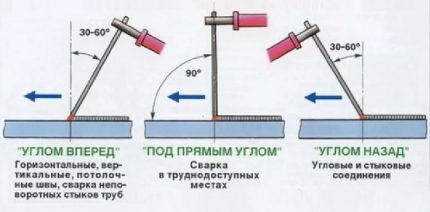
Так, способ «углом вперёд» традиционно применяется для соединения элементов горизонтальным и вертикальным швами в условиях верхнего расположения деталей в пространстве (потолочная сварка). Эта же техника успешно используется для сварки неповоротных стыков труб или при сооружении самодельной печки из газового баллона.
Удерживая электрод строго под прямым углом (90º), сварщик обеспечивает исполнение работ в местах труднодоступных. Наконец, техника «угла назад» позволяет качественно выполнять сварочные работы на угловых стыках.
Устанавливая электрод «углом вперёд», обычно работают с тонкостенными металлами. В таком положении электрода получают широкий шов малой глубины. На толстостенных металлах, напротив, стараются применять технику «углом назад», обеспечивая прогрев металла на достаточную глубину.
Параметры тока и перемещение электрода
Значение силы тока и скорость перемещения электрода – значимые факторы, оказывающие влияние на качество шва. Сварка большими токами сопровождается прогревом металла до большой глубины, что позволяет наращивать скорость перемещения электрода. При условии оптимального соотношения тока и скорости движения электрода получают ровный качественный шов.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Перемещая электрод с определенной скоростью, следует учитывать величину мощности дуги. Чрезмерно быстрая подача электрода при малой мощности не сможет обеспечить достаточной температуры прогрева.
Как результат – не удастся проварить металл до нужной глубины. Шов просто «ляжет» на поверхности, едва «прихватив» границы кромок.

Напротив, в условиях чрезмерно медленного продвижения электрода создастся атмосфера перегрева, что грозит деформацией металла на линии сваривания. Если металлические элементы имеют тонкую структуру, мощная дуга попросту прожжёт металл.
Успешно попрактиковаться на поприще начинающего сварщика и отточить навыки выполнения швов можно при изготовлении печки на отработке, основой корпуса которой является металлическая труба. Рекомендуем ознакомиться с полезной информацией.
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Выводы и полезное видео по теме
Предлагаем посмотреть видеопрактикум сварки: как варят горизонтальный и вертикальный швы:
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.
Хотите рассказать о собственном опыте в выполнении сварных швов? Знаете тонкости процесса, не приведенные в статье? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Как сварить горизонтальный шов
 Процесс сварки изделий может осуществляться: в потолочном, вертикальном, горизонтальном и других пространственных положениях. Каждая из сварочных работ предполагает внимательность и высокий профессионализм человека, выполняющего этот процесс. Сварка горизонтальных швов характеризуется специфическими особенностями и рядом трудностей, возникающих во время работы. О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
Процесс сварки изделий может осуществляться: в потолочном, вертикальном, горизонтальном и других пространственных положениях. Каждая из сварочных работ предполагает внимательность и высокий профессионализм человека, выполняющего этот процесс. Сварка горизонтальных швов характеризуется специфическими особенностями и рядом трудностей, возникающих во время работы. О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
Особенности сварки соединений по горизонтали
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.
 рис. 1
рис. 1
Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому как уже отмечалось, надо наклонять электрод под большим углом, чтобы этого не произошло.

Сварка горизонтальных швов включает в себя следующие этапы:
- Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
Первый валик обычно создается на средней или высокой силе тока.
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).
- Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
- Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
- Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
- Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.


Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны.
Сложности, возникающие в процессе сварки
Как уже отмечалось, сваривание горизонтальных швов – достаточно непростой вид соединения, в котором много нюансов. Поэтому выполняя сварочные работы нужно быть готовым к сложностям, с которыми придется столкнуться.
- Расплавленный металл может вытекать из сварочной ванны.
- Материал, который уже подвергся плавлению может стекать на нижнюю кромку, в результате чего на верхней кромке может образоваться подрез.

Совет! Чтобы не столкнуться с такой неприятной ситуацией, на верхней кромке надо сделать склон.
3. Есть решение и остальных недочетов. Для получения качественного и прочного соединения, дуга должна быть короткой, а перемещение электрода должно осуществляться плавно и равномерно.

Инструменты
Выполнить сварку горизонтального соединения можно с помощью различных устройств. Рассмотрим наиболее часто используемые приборы:
- Трансформатор. Основное предназначение аппарата заключается в получении постоянного тока. Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
 Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.- Выпрямитель – прибор, основное предназначение которого заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
 заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.- Инвертор – агрегат нового поколения, появившийся на рынке относительно недавно, но в сварочных работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
 работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.Параметры тока и перемещение электрода
Сила тока и то, с какой скоростью движется электрод – показатели, которые оказывают самое непосредственное влияние на качество образуемого шва. Чем выше будут показатели силы тока, тем большая глубина прогрева будет образовываться в металле, а это значит, что электроды будут двигаться с более высокой скоростью.
Для того, чтобы шов получился максимально ровным и качественным, должно соблюдаться соотношение тока и скорости перемещения электродов.

В процессе перемещения электрода с заданной скоростью, надо не забывать учитывать показатели мощности дуги. Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным.
 некачественный шов
некачественный шов
Если же перемещение электрода будет осуществляться с недостаточной скоростью, то изделие может перегреться и привести к дефектам на линии сваривания. Если вы свариваете деталь, толщина которой слишком маленькая, то используя мощную дугу, вы просто прожжете металл.
Техника безопасности
Выполнять сварку горизонтальных швов, как и любых других соединений необходимо в условиях строгого соблюдения правил техники безопасности.
Сварщик должен надеть на себя одежду и обувь из огнеупорных материалов, обязательно нужно покрыть голову, надеть перчатки и защитную маску для лица. Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора.
Сварка неповоротных стыков труб при горизонтальном расположении трубы
Сварка этих сварных швов является самым сложным по выполнению и требует особых навыков и высокого мастерства сварщика. Только при твердых навыках в сварке в нижнем положении, сварке вертикальных швов и сварке потолочных швов можно добиться качественной сварки трубы неповоротной в горизонтальном положении. При постоянном поступательном движении электрода необходимо постоянно изменять угол наклона электрода по отношению к поверхности периметра трубы (рис. 1а и 1б, поз. 1-11). Труба делится вертикальной осевой на два участка. По положению сварного шва в пространстве каждый участок можно разбить на три положения:
Другие страницы по теме Сварка неповоротных стыков труб при горизонтальном расположении трубы :
- I-ое — потолочное (поз. электрода с 1 по 3).
- II-ое — вертикальное (поз. электрода с 3 по 8).
- III-e — нижнее (поз. электрода с 8 по 11).
При сварке труб диаметром более 150 мм и толщиной стенки более 6 мм рекомендуется величину сварочного тока подбирать для каждого положения. Сварочный ток на потолочном положении должен быть на 10% выше, чем на вертикальном положении.
Сварка начинается с потолочного положения и заканчивается на нижнем положении.
При оптимальном подборе сварочного тока для каждого положения реко.мендуется сварку производить непрерывно. Сварка ведется только ко роткой дугой. Сварка любого участка начинается с другого участка на 10 20 мм от вертикальной осевой. Длина «замка» (20-40 мм) зависит от диаметра трубы. Чем больше диаметр, тем больше перехлест в «замке», наоборот. При начале сварки с потолочного положения сварку производить «углом назад» (рис. 1а, поз. 1-2), После перехода за осевую сварку производить «углом вперед» (поз. 3-7). При переходе за горизонтальную осевую электрод выравнивать до перпендикулярного положения (поз. 8), Сварку нижнего положения (верхняя часть трубы) выполнять «углом назад» (поз. 9-11).
Заканчивать первую половинку шва на 10-15 мм за вертикальной осевой на другом участке.
| а ) |  |
| б ) |  |
Перед сваркой второй половины (второго участка рис. 1б) — при необходимости зачистить (подрубить) начало сварки в потолочном положении и окончание в нижнем положении до плавного перехода к зазору или предыдущему валику. Сварку второго участка выполнить с той же техникой, что и первый участок.
Сварка корневого валика .
Сварка корневого валика выполняется электродом диаметром 3 мм. Величина сварочного тока в потолочном положении в зависимости от толщины стенки 80-95 А. В зависимости от технических условий рекомендуется выполнить корневой валик по двум вариантам.

Рисунок 2. Сварка корневого валика .
1-й вариант — при сварке труб малого диаметра, когда невозможна подварка обратной стороны корня шва, а по техническим требованиям необходимо обратное формирование валика, то при сварке корневого валика следует добиться качественного формирования обратного валика. Достичь проплавления, особенно в потолочном положении, можно путем постоянной подачи электрода в зазор. Добиваясь проплава внутрь трубы, формирование валика с наружной стороны может получиться «горбатым», что потребует после заварки 1-го участка зачистки «горбатости» шва в потолочном положении.
При сварке вертикальной зоны сварочный ток рекомендуется уменьшить до 75-90 А. Валик выполнять малого сечения, избегая чрезмерного проплавления внутрь трубы. При сварке верхней части трубы (нижнее положение) увеличение сварочного тока до 85-100 А произвести в каждом конкретном случае, не допуская прожога или непровара.
После заварки второй половины трубы второй валик также выполняется электродом диаметром 3 мм, но на повышенном сварочном токе.
2-й вариант — при сварке труб большого диаметра, где доступна и заложена подварка обратного корня шва, в целях производительности не следует обращать такого тщательного внимания на формирование обратного валика. Рекомендуется корневой валик сформировать «нормальным» во всех положениях и с более полным сечением. Это позволит избежать зачистки по наружному шву и применить при сварке второго валика электрод диаметром 4 мм.
Здесь необходимо применить все методы и технику сварки заполнения разделки, описанную в предыдущих разделах. Сварку труб диаметром менее 150 мм рекомендуется выполнять электродом диаметром 3 мм.
Заполнение разделки труб толщиной стенки более 8 мм происходит неравномерно. Как обычно, отстает нижнее положение. Для выравнивания заполнения разделки необходимо проложить в каждом конкретном случае дополнительные слои в верхней части трубы. Предпоследний слой выполнить так, чтобы глубина незаполненной разделки была не более 2-х мм.
Сварка лицевого слоя .

Рисунок 3. Сварка лицевого слоя .
В зависимости от ширины разделки лицевой слой выполняется за один или несколько проходов. Техника сварки описана в начале раздела и в предыдущих разделах. Особое внимание обратить на поступательное движение электрода, задержку на кромках и шаг манипулирования.
Сварка труб диаметром менее 150 мм и толщиной стенок менее 6 мм, а также в сложных монтажных условиях при отдаленности источника питания от места сварки, в основном, выполняется при одной величине сварочного тока. Рекомендуется сварочный ток подбирать по потолочному положению, величина которого достаточна и для нижнего положения. Во избежание чрезмерного проплавления на подъеме с потолочного положения и в вертикальном положении сварку необходимо вести прерывистым способом. Дугу прерывать на одной из кромок. В зависимости от толщины стенки, зазора и притупления кромок, рекомендуется выполнять прерывистую сварку «мазками» следующим способом:
Рис. 4а — перегрев кромок не допускает длительной задержки электрода. Зажигание рекомендуется производить постоянно на одной из кромок, обрыв дуги (после соединения кромок металлом шва) на другой кромке. Время между обрывом и новым зажиганием дуги должно быть таким, чтобы в месте начала зажигания дуги металл шва не успел полностью закристаллизоваться, а шлак — остыть. После обрыва дуги, описав как бы полукруг в обратном направлении, снова произвести зажигание чуть выше места предыдущего зажигания. Если проследить за торцом электрода, то получается манипулирование по спирали. Слева направо дуга горит, обрыв вправо и на себя, переход справа налево, дуга не горит, затем слева направо, одновременно приближая электрод к месту зажигания, и, пока шлак еще красный, происходит легкое возбуждение дуги и т.д;

Рисунок 4 : точка — зажигание дуги, стрелка — обрыв дуги .
Рис. 4б — когда толщина металла позволяет сделать два и более колебательных движений, затем прервать дугу и возобновить снова.
1) зажигание производить на месте, где только что был обрыв дуги;
2) не обрывая до конца дугу, уходить электродом вперед по разделке и затем возвращаться на валик.
Такие методы приводят к большому перегреву и прожогу, к неровности валика по бокам, частому залипанию электрода во время нового зажигания.
Лекция № 21. Сварка трубных конструкций дуговой сваркой



Сварные стыки при сооружении трубопроводов могут быть горизонтальными, поворотными и неповоротными.
Прежде чем осуществить соединение труб и их сварку, трубы проверяют на соответствие проектным требованиям, по которым сооружают трубопровод, а также техническим условиям.
Правила техники безопасности
Приступая к соединению поворотных стыков труб или неповоротных аналогов, нужно знать, что работы такого типа имеют высокий уровень опасности. Поэтому необходимо выполнять определенные требования.
Соединение трубных изделий встык посредством газовой или электрической сварки необходимо выполнять на специально оборудованных площадках, которые имеют специальное оснащение, включая различные средства защиты от электрической дуги. Эти элементы распределяются так, чтобы присутствующие поблизости люди были полностью изолированы.

Для соединения трубных изделий, имеющих большое диаметральное сечение и вес свыше 20 кг, рекомендуется использовать специальные подъемники. Вход на площадку требуется освободить, его ширина не может быть менее 1 м. Рабочие температурные значения в помещении должны поддерживаться в пределах +160С. Обязательным условием считается наличие вентиляционной системы и свободное пространство.
Согласно технологии осуществления работ, предполагающих использование сварочного оборудования, все металлические детали и элементы должны быть заземленными (про
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:

Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Вертикальное сваривание неповоротных стыков
Наложение швов по вертикали на не поворачивающиеся торцы свариваемых труб выполняется аналогично горизонтальному свариванию с одним различием: постоянная смена наклона электрода по отношению к периметру шва.
Процесс сварки предполагает выполнение таких шагов:
- Создается стык, получаемый в процессе сварки трубы, который относится к корневому валику.
- Формируется три валика, которые должны заполнить разделку.
- Создается замок, соединяющий начало и конец валика.
- Выполняется декоративный шов.

Первый шаг считается самым важным, так как в это время создается соединение, формирующее основу шва. Диапазон сварочного тока определяется толщиной металла и зазором между стыкующимися деталями. На первом этапе создается два основных валика.
Для создания стыка на трубе захватывают основание каждой соединяемой кромки, в это же время формируется второй корневой слой и поправляется первый слой.
Формирование обратного валика с использованием электродов диаметром 3 мм выполняется только в тех случаях, если свариваемый стык должен быть высокого качества.
Для выполнения работы выбирают средний или минимальный диапазон тока, учитывая при этом следующее:
- Толщина металлической заготовки.
- Расстояние между кромками изделий.
- Толщина притупления.

Наклон электрода определяется направлением сварных проведений и зависит от проплавления первого слоя шва.
Длина дуги также зависит от степени проплавления:
- Короткая дуга используется в том случае, когда коренной валик недостаточно проплавлен.
- Средняя дуга — при хорошем проплавлении.
Скоростные показатели сварки во многом зависят от объема сварочной ванны. Валик большой высоты на стыках металлических деталей приводит к тому, что он на протяжении долгого времени не застывает. Это может стать причиной образования различных дефектов. Подбирая скорость сварки необходимо помнить, что только качественный сплав кромок обеспечивает нормальное состояние валика.
Обработку металла определенной толщины, а также выборку и подварку, рекомендуется выполнять электродами диаметром 4 мм. При этом наклон электрода должен быть отличным от угла наклона при работе с корневым валиком. Здесь следует применить метод, который называется «угол назад». Скорость в этом случае должна быть такой, чтобы валик оставался в норме.
Как варить неповоротные (несгибаемые) стыки на трубах — техника и необходимое оборудование
Подготовительный этап зачастую является более важным, чем сама работа. Подготовка к свариванию несгибаемых (неповоротных) швов не является исключением.
Возьмите подходящий инструмент и очистите сварочное место от всего лишнего – мусора, ржавчины, остатков краски. Затем нарежьте заготовки, используя электроинструмент или термический метод, при этом их необходимо держать объединенными.
Исходя из габаритов наших труб, используются прихватки для фиксирования заготовок, которые походят на сварочный шов.
Правила заполнения заделки труб
Начинать заполнение заделки нужно с низа кромки, которая является площадкой. Это необходимо для выбора оптимального способа сварки. Валик горизонтального расположения следует выполнять в повышенном режиме. Также метод сварки определяется расположением шлака, «угол назад» или « под прямой угол».
Для получения валика необходимо усиление или «горбинка», образующаяся при сварке в положении снизу для создания полки, благодаря которой выполняется сварка следующего валика при повышенном режиме. Вторая обработка должна проводиться аккуратными движениями, придерживаясь нижнего края.

Перед началом сварки третьего валика определяют уровень его полноты. При этом важно, чтобы разделка, незаполненная между соединительным швом и верхней кромкой, была не очень большой для четвертого валика и не очень узкой для двух валиков. Третий валик по верхнему краю должен иметь наименьшее значение ширины до верхней кромки. Оптимальный размер может совпадать с диаметром электрода.
Заполнение разделки проводится при формировании еще 3 валиков, которые позволяют заполнить основу сварного шва и укрепить стык. При проведении работ важно держать прямой угол, а разделку заполнять при высокой скорости сварки. Только так можно добиться прочного скрепления слоев между собой.
Выполнение замков
Этап выполнения замков предполагает окончательные работы по формированию валиков. При этом сварка каждого валика сопровождается заступом на основной шов величиной 2 мм. Готовый замок представляет исходную точку валика, со смещением по отношению к предыдущему слою на 5 мм.
Декоративный шов завершает сварку труб в неповоротном положении. Выполняя наплавку в горизонтальном положении, формируют узкие валики. Последний из них должен быть абсолютно плоским. Сваривание выполняется в высокоскоростном режиме.

При полном сваривании стыка должен учитываться весь периметр без обрыва. Допускается смещение замков относительно друг друга не больше, чем на 50 мм.
Многопроходной вид сварки поворотных и неповоротных труб, имеющих толстые стенки, предполагает спиралевидное ведение. В этом случае сокращается количество замков и, как следствие, уменьшается число дефектов. Сварку следует прекращать на расстоянии около 20 мм от начала валика, чтобы выровнять сварные швы по высоте. Больший валик можно подрубить, а также сточить.
Подрубить валик можно практическим способом, позволяющим снизить количество замков и выполнить более качественное соединение. Такой способ берет начало от кромки валика, которая подплавляется задержкой дуги. Затем делают заход на валик с действующей электродугой и переходят на следующий слой, учитывая предыдущий. В результате окончание одного слоя становится продолжение другого валика.
Горизонтальная наплавка
Сварка неповоротных стыковых труб горизонтального расположения считается достаточно сложной технологией. Выполнить такую работу может только профессиональный сварщик, имеющий определенные навыки и опыт. Наиболее трудным можно назвать постоянное регулирование электрода для изменения угла наклона.
Сварка выполняется в трех последовательных позициях:
- Потолочная.
- Вертикальная.
- Нижняя.
Каждый шов выполняется с индивидуальным значением величины тока. Потолочная позиция предусматривает сварку на высоком уровне мощности. Все этапы предполагают безотрывную сварку, в ее начале лучше всего использовать метод «углом назад», а завершать работу — «углом вперед».
Сварка труб под углом 45 градусов
Выполнение сварки трубных изделий, располагающихся под углом 450, имеет некоторые особенности. В частности речь идет о пространственном положении шва, учитывая определенный угол. Выполнять работы такого типа могут универсальные мастера, выполняющие различными навыками сварки. Первый валик создается посредством электрода под прямым углом.

Шов формируется при непрерывном заполнении второго слоя. После этого сразу переходят к проплавке первого слоя. Выполнив сварку с постоянным применением электрода, требуется провести фиксацию трубы для создания горизонтально и вертикально расположенных швов. В этом случае сварочный слой с лицевой стороны не является плоским, если сравнивать с остальными валиками.
Вертикальное соединение металлических труб посредством дуговой ручной сварки осуществляется аналогично сварке в горизонтальном положении. Отличительной особенность первого способа можно назвать использование метода, осуществление которого подразумевает применение поступательного движения электродов. Следовательно, требуется постоянно регулировать угол наклона электродов относительно шва, который проходит вдоль всего периметра свариваемого трубного изделия.
Как варить горизонтальный стык
В отличие от других технологий, в этой нет необходимости полностью разделывать сварочные кромки неповоротных стыков. Все действия выполняются с помощью дуговой сварки.
Есть смысл оставить незначительную десятиградусную разделку, что позволит не потерять качество сварки швов и упростить процесс совмещения труб. Горизонтальный шов можно производить как справа-налево, так и слева-направо, выбирайте как вам удобней.
Рекомендуем послойно накладывать неширокие швы на горизонтальные трубы. Сначала сварочным валиком провариваете основание шва, диаметр проводника берется 4 мм.
Согласно закону Ома ток выставляется в пределах 170-190 А. Выполняйте проводником повторяющиеся возвратно-поступательные движения, пока на месте совмещения труб формируется нитевидный сварочный валик высотой 1.5 мм.
В этот момент проделываются два покрытия прослойки сварного соединения неповоротного стыка, первая аккуратно очищается, а вторая наносится на первую, при этом проводник производит незначительные колебания между нижней и верхней кромками.
Второй слой делать в том же направлении, что и первый. Третий слой выполнять в режиме повышенного тока (до 300 А), его направление должно быть противоположно направлениям предыдущих слоев.
Угол наклона электрода выбирается достаточно большой, чтобы сварочная ванна не стремилась вниз. Также рекомендуется задействовать электрод с диаметром 5 мм, что позволит значительно ускорить процесс сварки.
Сварщики используют в работе три положения электрода при сварке неповоротных труб: «углом назад», «под прямым углом», «углом вперед». В описанном методе рекомендуется применять первые два. Третий сварной валик заполняется на 75% от второго.
Четвертый по счету валик выполняется на режимах, аналогичных третьему, а его направление не меняется. Проводник прикладывайте к вертикальной трубе под углом 80-90 градусов.
Как варить неповоротные (несгибаемые) стыки на трубах — техника и необходимое оборудование

Подготовительный этап зачастую является более важным, чем сама работа. Подготовка к свариванию несгибаемых (неповоротных) швов не является исключением.
Возьмите подходящий инструмент и очистите сварочное место от всего лишнего – мусора, ржавчины, остатков краски. Затем нарежьте заготовки, используя электроинструмент или термический метод, при этом их необходимо держать объединенными.
Исходя из габаритов наших труб, используются прихватки для фиксирования заготовок, которые походят на сварочный шов.
- Введение
- Как варить горизонтальный стык
- Как варить вертикальный стык
- Как варить стык под углом в 45 градусов
Введение
Обязательно заземлите металлические части, такие как сварочный стол, трансформаторное основание и прочие неизолированные устройства.
Используйте электропровода и кабели с изолированным покрытием. После окончания сварки неповоротных стыков труб возьмите молоток и зубило и уберите весь оставшийся шлак. Затем, при необходимости, шов можно сгладить болгаркой.
На данный момент применяются 3 основных метода сваривания металлических неповоротных фрагментов, принципиально определяющих концепцию работы каждого из них:
- При горизонтальном положении;
- При вертикальном положении;
- Под углом в 45 градусов.
Выбирать конкретный метод сварки неповоротных стыков труб надо исходя из:
- толщины стенки;
- расположения трубопровода;
- угла размещения во время сварки.
Совмещение труб с помощью трехслойного шва применяется, если толщина составляет 12 мм. Каждый шов должен быть высотой не более 4 мм, а ширина валика шва – не более трёх диаметров проводника.
Как можно судить из названия, поворотные трубы можно провернуть в нужную сторону, благодаря чему сварочный процесс неповоротных стыков труб облегчается и не будет необходимости создавать комплексные швы (например, потолочные).
Как варить горизонтальный стык
В отличие от других технологий, в этой нет необходимости полностью разделывать сварочные кромки неповоротных стыков. Все действия выполняются с помощью дуговой сварки.
Есть смысл оставить незначительную десятиградусную разделку, что позволит не потерять качество сварки швов и упростить процесс совмещения труб. Горизонтальный шов можно производить как справа-налево, так и слева-направо, выбирайте как вам удобней.
Рекомендуем послойно накладывать неширокие швы на горизонтальные трубы. Сначала сварочным валиком провариваете основание шва, диаметр проводника берется 4 мм.
Согласно закону Ома ток выставляется в пределах 170-190 А. Выполняйте проводником повторяющиеся возвратно-поступательные движения, пока на месте совмещения труб формируется нитевидный сварочный валик высотой 1.5 мм.
В этот момент проделываются два покрытия прослойки сварного соединения неповоротного стыка, первая аккуратно очищается, а вторая наносится на первую, при этом проводник производит незначительные колебания между нижней и верхней кромками.
Второй слой делать в том же направлении, что и первый. Третий слой выполнять в режиме повышенного тока (до 300 А), его направление должно быть противоположно направлениям предыдущих слоев.
Угол наклона электрода выбирается достаточно большой, чтобы сварочная ванна не стремилась вниз. Также рекомендуется задействовать электрод с диаметром 5 мм, что позволит значительно ускорить процесс сварки.
Сварщики используют в работе три положения электрода при сварке неповоротных труб: «углом назад», «под прямым углом», «углом вперед». В описанном методе рекомендуется применять первые два. Третий сварной валик заполняется на 75% от второго.
Четвертый по счету валик выполняется на режимах, аналогичных третьему, а его направление не меняется. Проводник прикладывайте к вертикальной трубе под углом 80-90 градусов.
Если металл стекает вниз, то рекомендуем немного уменьшить силу тока, быстрее делать проход электродом. Также можно отрывать сварочную дугу на короткое время, чтобы поверхность успевала немного остыть.
Итак, при сваривании горизонтальных швов неповоротных стыков с помощью трёх или более сварочных прослоек, каждый слой, начиная с третьего, выполняйте в противоположных друг другу направлениях.
Для конструкций диаметром менее 200 мм применяется метод сварки сплошными швами. Для изделий диаметром более 200 мм используйте так называемый обратноступенчатый метод. Длину каждого готового участка трубы советуем делать не более 300 мм.
Как варить вертикальный стык

Сварка неповоротных вертикальных швов схожа с вышеописанной методикой сваривания горизонтальных стыков. Отличие состоит в том, что во время выполнения сварки нужно осматривать сварочную ванну и периодически менять угол проводника.
Выполнять сварку надо короткой дуговой сваркой. Основные принципы технологии сваривания неповоротных вертикальных стыков следующие:
- Положение электрода должно быть «под прямым углом» или «под углом назад». Сварочные кромки неповоротных стыков требуется заполнять очень быстро.
- Границы соседних сварных прослоек выполняется со сдвигом в 5-10 мм друг от друга, и зависят от диаметра изделия.
- Основной шов неповоротного стыка сваривается в несколько слоев (зачастую два). В зависимости от толщины стенки трубы и расстояния между совмещаемыми трубами, изменяется токовый режим и общая скорость сварочного процесса. Хорошее качество шва обеспечивается поддержанием сварочной прослойки в жидком состоянии, во время наварки на нее сварного валика.
- Фронтальный слой наплавляется узкими валиками. В случае, когда электрод двигается без отрыва «вверх-вниз» шов будет получаться плоским.
Как варить стык под углом в 45 градусов
При использовании этой технологии для неповоротных стыков сварной шов будет получаться под углом. Шов должен получаться с равномерным заполнением.
Угол наклона электрода и направление сварки в этом случае постоянно меняются, что значительно увеличивает сложность работ, и, следовательно, выполняется профессиональными сварщиками.
А если необходимо сварной шов неповоротного стыка сделать полностью герметичным, условия работы усложняются еще больше.
Диаметр угловой трубы, которую вы варите, напрямую влияет на выбор конкретного способа сварки:
- Если диаметр трубы составляет 200 мм или менее, применяется способ сварки в несколько слоев. Чтобы каждый слой наносился корректно и равномерно, в процессе сварки трубу понемногу проворачивают вдоль своей оси.
- Для работ с трубами диаметром более 200 мм их делят на несколько одинаковых сегментов по окружности и с каждым сегментом работают отдельно. Когда первые два сегмента будут готовы, трубу проворачивают на пол оборота и сварка продолжается на оставшихся двух.
- В случае, когда диаметр превышает 50 см, трубу также разделяют на сегменты, но их количество гораздо больше. В целом габарит одного сегмента не должен превышать 300 мм.

