
Самые тонкие электроды для дуговой сварки
Какие электроды подходят для сварки тонкого металла? Подробный обзор
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
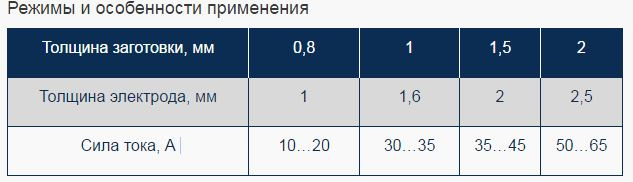
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
 электроды для тонкого металла
электроды для тонкого металла
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой. Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С, ОЗС 12, МР-3;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
- для меди — ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-3.
 электроды для разных видов металлов
электроды для разных видов металлов
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании. При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
 сварка тонкого металла электродом
сварка тонкого металла электродом
Подготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
При сварке тонкого металла инвертором применяется обратная полярность. Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно.
 сварка инвертором
сварка инвертором
Отметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
- Прожоги. Возникают в результате того, что свариваемый материал имеет малую толщину. Чтобы избежать, необходимо тщательно выбрать силу тока и вести шов с оптимальной скоростью. Также можно варить, отрывая электрод на несколько секунд и возвращая его на место: кратковременный отрыв дуги позволит металлу немного остыть.
 прожог в сварном шве
прожог в сварном шве
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить, чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы. Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки. При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
Самые тонкие сварочные электроды
Автор: Игорь
Дата: 10.08.2016
- Статья
- Фото
- Видео
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.

Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.

Электроды для сварки
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У сварочного трансформатора должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.

Самые тонкие электроды для дуговой сварки
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.

Сварка металла тонким электродом
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов 

- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для сварки инвертором тонкого металла имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | Читайте также: Технические характеристики электродов ОК-46 |
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
ortodox69 › Блог › сварка тонких листов инвертором(конспектная запись)

Тонколистовым называют материал с толщиной до 5 мм
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги.
Электрод должен иметь малую толщину
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
PS: тока что попробвал варить МР-3С 3 мм с рутиловым покрытием, сразу скажу что «+» на массе-прожёгов значительно меньше чем когда «+» на электроде! Варил тонкое железо.



Комментарии 413

а что будет, если горизонтальный шов варить движениями 1?

Среда инертного газа позволяет держать дугу более стабильной, у простой сварки это достигается составом обмазки электрода. Меньший диаметр электрода в инертном газе уменьшает тепловую нагрузку на деталь вне зоны сварного шва (а ещё лучше с этим обстоит в контактной сварке). Гнить будет и там и там если после сварки не обработать.
Я сам как то варил порог 0,8мм, касаниями, электроды были Esab, 3мм, ток 35-40А (иногда менял). Эти электроды на маленьких токах не гаснут, как карандашь вести можно и горит, но не брызгает. Горение да же не похоже на сварку электродом… ОЗС-2 и АНО-21 такого результата мне достичь не дали.
почему все мастера варят кузова полуавтоматом, а не электро- или газосваркой?
Электродом метал прогорает, его коробит, шов кривой, шлакует и т.д., а полуавтоматом хоть фольгу вари — шов ровный, полностью проваривает, не ведет метал и т.п. А если что то потолще проварить надо так тут дуговая сварка самое то!
Металл не ведёт если прихватить много точек грамотно.
Напомню, кузова машины в самом лучшем случае 1мм (это буквально танкообразный зил), типовой случай 0,6-0,8 мм, а в рядовом случае, когда варится уже кузов не первой ржавости — этот слой после зачисток от ржавчины снижается до 0,4 мм. Так что варить кузов электродом не то чтобы нельзя — это почти нереально.
Не знаю, родственник год варил машины, пока на полуавтомат ему транс мотали… При чём так варил пороги, что все фигели…

Работы сделаны мастерски, хотя конечно сваривать автомобильную сталь электродом любой марки и диаметра это неправильно)), трудоемко, менее качественно, и далеко не все даже мастера смогут.Все же полуавтомат нужен, а иногда и аргоно-дуговая.
У меня на работе Ребель ЭСАБ, у него вообще 3 вида сварки, п/а, аргон и штучная электродами. Но пользуемся в основном па…
Если интересно, сфотографирую и на работе.
elektrod.ru/esab/?page=eq…&name=Rebel%20EMP%20215iс


а какую порошковую(для сварки без газа) проволоку бы посоветовали?
А то в деревню тащить баллон, даже от огнетушителя нет сил, там по распутице пару км пешком, на машине не вариант
просто скажите марку проволоки, если таковая есть спасибо
так что бы не брызгала не плевалась и давала красивый шов.спасибо
Здравствуйте!
Жаль, что нет возможности взять обычную проволоку и баллон. Это просто и швы хорошего качества.
Но опять же у моего любимого ЭСАБа есть порошковая самозащитная проволока Coreshield 15,
elektrod.ru/esab/?page=wi…mild&name=Coreshield%2015
вот действительно швы от этой проволоки как с газом. И не сильно брызгает.
Важно запомнить, сварку производить лучше углом назад, ка бы сдувая шлак, и укладывая металл под него, и поменять полярность, пустив на проволоку (-).
Успешной работы Вам!
а как можно вставлять в порог гипрочную цинкованную направляющую?

LB лучше электроды
клёпочником делают и ничего



элетроды рутиловые Ergus 2.0
не ошибся. Элекроды Ergus оказались гораздо интереснее — поджиг дуги происходит быстрее и дырок практически не делали:
Сплошным швом не варил — гасил дугу через секунду и сразу, не давая электроду остыть, снова поджигал. Через некоторое время научился заделывать небольшие дырки тем же электродом.


просто «тыкал» или за секунду ещё и движения какие-нибудь делал? Я пробывал 1,6мм, 2мм, и 3мм- пришел к тому, что на токе 37А электродом 3мм на обратной полярности «сёркаю».
в зависимости от металла, я умудрился сварить цинкованную secc сталь, тонкий прокат из которого сделали боковую крышку системного блока
по факту они не варятся никак…
Я сварил 2 таких боковины кривыми недошвом, что было в принципе невозможно
так что это вопрос веры в себя, дури и отстутстивия денег и опыта
Кстати оказалось что почти все кто говорит что дугой варит тонкий лист нельзя не в курсе какие сейчас инверторы.они привыкли варить трансами и очень удивлялись когда им показывали что может современный умный китаец…
что впрочем не конкурирует с проволокой


1) Вообще то правильный шаг 5-6 диаметров. Т.е. если заклепка 3,2 мм то шаг должен быть 16-19 мм.
2) Правильно установленная клепка прочнее сварки
3) Но это все фигня, так как порог клепать вытяжными заклепками, тем более алюминиевыми нельзя — только полнотелыми.
Заклепки — ну и наконец способ, который я избрал в качестве рабочего для своего случая, это заклепки. Дешево (заклепочник 1500 + сами клепки по 1-2 рубля за штуку + сверла в среднем 60-70 руб за штуку на сотню отверстий). Из минусов только высокие трудо/время затраты,
прочность соизмеримая со сваркой
Минусы вытяжных заклепок:
1. очень высокие трудозатраты
2. очень высокие временные затраты
3. негерметичное соединение, то есть между деталей надо предусмотреть нержавеющую прокладку, сами клепки надо промазывать герметиком или мастикой чтобы стали герметичными
4. трудно клепать сложные формы, клепки лучше всего применять для крепления деталей внахлест, и это не всегда удобно, особенно в современных машинах, для крепления деталей встых подойдет только полуавтомат, для уаз еще можно подклепать, но для современных машин можно клепать только то, что не видно глазу.
3. стальные — заклепки сделаны из обычной стали, сердечник стальной, выдерживают бОльшие нагрузки, чуть дороже чем люминиевые, требуют усиленного заклепочника, который стоит пару касарей.
4. нержавейка — заклепки не ржавеют, гальванических пар не образуют, выдерживают нагрузки сравнимые со сваркой, требуют хорошего заклепочника, и стоят как космический корабль :-))) шутка, примерно по 4-5 рублей за штуку, но они того стоят
Перед сборкой для клепания, надо обязательно промазать все места стыков щелевым герметиком или битумной мастикой
Сварочные работы с тонкостенным металлом (до 2х мм) — выбор электродов, технология процесса

В своей профессиональной деятельности любой сварщик рано или поздно встретится с тонколистовым металлом. Это может быть любой металлический лист с толщиной до 2 мм.
Встречается он достаточно часто, например, из него изготавливаются профилированные трубы.
Работа такого типа не является самой сложной из сварочных работ, она не требует большой мощности аппарата и электродов большого диаметра, однако есть нюансы, которые необходимо учитывать, иначе сварной шов не получится качественным.
В этой статье мы расскажем об тонкостях работы с тонколистовыми металлами.
- Особенности сварки
- Виды дуговой сварки
- Электроды для сваривания
- Подготовка к сварке
- Инверторы
- Техника сварки
- Работа с оцинкованной сталью
- В заключение
Особенности сварки
Главная неприятность, с которой вы можете столкнуться при этом виде сварки – тонкий металлический лист при нагреве может прогореть.
При длительном нагреве в нем могут образовываться отверстия, поэтому варить надо быстро. Силу тока выставляйте небольшую, дугу лучше использовать короткую.
Неудобством будет то, что такая дуга может погаснуть при отрыве от поверхности, поэтому производить сварку следует при помощи аппаратов с высокими вольт-амперными данными.
Также высокая температура может вызвать волнообразную деформацию листа, поэтому старайтесь не перегревать его.
Как мы уже сказали, производить такую сварку необходимо с использованием короткой дуги. Выбирая электродные стержни для сваривания надо учитывать тип свариваемого металла, его толщину.
Например, для сваривания листа толщиной 1 -1,5 мм берем электродные стержни с диаметром 2 мм.
Варить надо стараться быстро и непрерывно, не отрывая электрод от металла, в то же время, не допуская перегревания листа и его прожига. Рекомендованный ток для при таких работах – 40-60 А.
Виды дуговой сварки

Первый вариант мы уже описали, это непрерывное сваривание, при котором электрод ведется с постоянной скоростью. Однако этот способ подходит скорее для опытных сварщиков, так как правильную скорость выбрать не так уж и просто.
Будете варить слишком быстро – шов не проварится по всей длине, слишком медленно – лист перегреется, деформируется, либо образуется дыра.
Поэтому более популярным является следующий способ, при котором электрод периодически отрывается от поверхности. Третий способ – точечный.
При этом способе варят при помощи легких касаний. При каждом из этих способов надо обязательно следить за температурой в сварочной зоне и избегать перегрева металла.
Электроды для сваривания

Выбор электродных стержней зависит от характеристик и свойств свариваемого металла, таких как толщина, температура плавления.
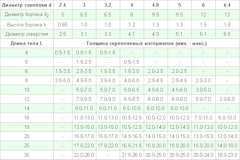
Важно чтобы температура плавления свариваемого материала была близка к температуре плавления электродного стержня. Выше мы представляем вам несколько таблиц, которые помогут вам правильно подобрать электрод.
Если нам необходимо варить низколегированные или углеродистые стали, тут нам помогут электроды марок МТГ-01К, МТГ-03. Еще они могут маркироваться как ЛЭЗ-МР.
Они нетребовательны к чистоте металла и могут сваривать загрязненные, окисленные, влажные поверхности.
Чаще всего их применяют для монтажных работ, например, сваривают стыки труб. Но не забывайте – результат при сваривании неподготовленного материала будет всегда хуже.
Значение силы тока устанавливаем, отталкиваясь от толщины листа. Зависимость тут прямая – чем толще лист мы варим, тем выше силу тока мы должны установить, чтобы его расплавить.
Ниже вы можете увидеть, как сила тока и диаметр электродного стержня зависит от толщины свариваемого листа.

Подготовка к сварке

Поверхность тонкостенного металла необходимо предварительно обработать до блеска, с помощью наждачной бумаги либо шлифовальной машины.
Для получения лучшего результата поверхности необходимо обезжирить с помощью растворителя. Чем лучше мы подготовим поверхность, тем качественнее шов мы получим.
После зачистки располагаем листы на ровной поверхности, избегая зазоров между ними, фиксируем их в таком положении.
Для этого применяют струбцины всех типов. Затем с помощью небольших швов через каждые 10 см соедините детали.
Это будет препятствовать смещению или изгибу тонкостенных поверхностей. Теперь можно проводить окончательную сварку.
Инверторы
Для сваривания тонколистовых металлов лучше всего подходят аппараты инверторного типа. Правильно настроенный инвертор поможет вам добиться хороших результатов.
Преимущество таких аппаратов в том, что мы можем работать, установив на них обратную полярность. При этом электрод нагревается сильнее, а металл слабее, что уменьшает риск его прожига.
Для качественной инверторной сварки рекомендуется использовать электродные стержни с диаметром 1,5 — 2мм, с достаточным коэффициентом плавления.
Ток необходимо установить 30-45 А для 1,5 мм и 40-60 А для 2мм. Для уменьшения нагрева свариваемых поверхностей, их необходимо установить вертикально, под углом 30-40 градусов, варить необходимо сверху вниз.
Техника сварки

Для каждого отдельного случая техника сварки используется разная, выбираете ее вы сами, руководствуясь своим опытом. Вот несколько методов.
Отбортировка. При этом методе кромки листа отгибаются и металл скрепляют поперечными швами с интервалом в 5-10 см. Затем свариваем детали непрерывным движением сверху вниз.
Этот метод требует достаточного опыта, при наложении непрерывного шва возможен прожиг листа.
Чтобы избежать его, рекомендуется дугу ненадолго отрывать, давая детали остыть, затем опускать, продвигая на несколько миллиметров. Главное при этом – чтобы металл не успел слишком остыть.
Сварка стыковая. Это достаточно сложный метод, легче сваривать внахлест. Однако, если вы решили сваривать этим методом, облегчить задачу может проволока, проложенная между свариваемыми листами.
Сварочную дугу надо вести по проволоке, она будет принимать всю температурную нагрузку на себя, и листы не будут перегреваться. Заменой проволоке могут быть пластины из меди.
Их необходимо уложить под свариваемые поверхности. Медь обладает высокой теплопроводностью, нагреваясь быстрее металла, она не даст ему перегреться.
Работа с оцинкованной сталью

Сварка тонкостенной оцинкованной стали, или, как ее называют, оцинковки, вызывает трудности при сваривании. Что такое оцинкованная сталь? Обычная сталь, как правило, листовая, с цинковым покрытием, которое и создает трудности при сваривании.
Цинковое покрытие не позволяет сделать качественный шов, поэтому его необходимо предварительно удалить с кромок.
Делается это при помощи наждачной бумаги, шлифовальной машины, болгарки, металлической щетки.
Важное условие при таких работах — зачистку надо производить на открытом воздухе либо в хорошо вентилируемом помещении. При зачистке цинк может испаряться, а его пары ядовиты.
Выполнение всех перечисленных условий – правильный подбор оборудования и компонентов, оптимально настроенный аппарат, удачный выбор способа сваривания, соблюдение правил безопасной сварки – все это поможет вам добиться желаемого результата.
В заключение
Сварка тонких металлических листов широко распространена, и любой сварщик, рано или поздно, с ней столкнется.
Опыт и навыки важны в таких работах, однако не менее важны теоретические знания.
Используйте данные из наших таблиц, прислушайтесь к нашим советам, и у вас все получится. Желаем вам успехов в работе!
Сварка инвертором тонкого металла
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
 Электроды для сварки тонкого металла инвертором
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
- Метод отбортовки.
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.

- Прерывистый способ.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.

