
Проволока для аргонной сварки нержавейки
Присадочная проволока для сварки нержавейки в Москве
- Прутки для сварки металла
- Проволока для сварки

Пруток присад.нерж.308LSi 4.0мм (5 кг)
Проволока сварочная 0,8 мм 1 кг нержавейка ER308LSi PLASMATEC
Blueweld Сварочная проволока из нержавеющей стали 802061
Проволока сварочная DEKA 1,0мм 1кг нержавеющая ER308LSi
Проволока сварочная, d=0,8мм, нержавеющая (0,45кг) Без тм, 172865
Проволока из нержавеющей стали 0,5 мм, длина 200м Сибртех
Проволока из металлического сплава Fubag Св-08Г2С-О 0.8мм 5кг
Проволока сварочная 3мм (10кг) (Пруток СФ-08A)
Проволока сварочная PLASMATEC 0,8 мм 5 кг из нержавеющей стали ER308LSi
Проволока сварочная DEKA 0,8мм 0,5кг с флюсом E71TGS
Проволока из нержавеющей стали Deka ER308Lsi 0.8мм 1кг
Пруток сварочной СВ08А Ф3.0мм(10кг)
Пруток присадочный свар. проволоки СВ-08А ф 3мм (тубус 5 кг) TM Monolith (ООО «СЗСЭ») (4820130192200)
Проволока сварочная флюсовая BLUE WELD 0,8мм 0,8кг 802975 (802208)
Проволока сварочная для нержавеющих сталей AG ER 308LSi d=0,8*5кг
Пруток нержавеющий Сварог TIG ER308LSI 1.6 мм 5 кг
Проволока сварочная флюсовая BLUE WELD 0,8мм 3,0кг 802181
Пруток присадочный TIG ER308LSI ( Св-04х19н9) д=2,4мм туба 5кг [ELKRAFT]
Прутки присад. СВ-08А ф 3,0 мм (для газовой сварки , L=900 мм)
Проволока из нержавеющей стали FoxWeld ER-308 LSi 0.8мм 5кг
Пруток нержавеющий MTL TIG 308LSi 4 мм 5 кг
Сварочная проволока ER-308LSi 1кг
Пруток сварочный нержавеющий DEKA ER-308LSi 4,0мм 5кг
Проволока алюминиевая Wester ALW 08045 0.8мм 0.45кг



Пруток нержавеющий ELKRAFT TIG ER308LSI 2 мм 5 кг
Проволока из нержавеющей стали Solaris ER 304 0.8мм 1кг
Проволока сварочная DEKA 1.0мм 0,5кг алюминий ER4043
Проволока из металлического сплава Fubag Св-08Г2С-О 1мм 5кг
Проволока нержавеющая DT-1.4316 Ф1.0 (1кг)
Проволока сварочная DEKA 1,0мм 5кг с флюсом E71TGS
Проволока Ф3.0мм (10 кг)
Проволока сварочная для нержавейки Русэлком Проволока сварочная нержавейка ER-308LSI/Св-04Х19Н9 ф 0,8мм ( 5кг)
Пруток нержавеющий ELKRAFT TIG ER316LSI 1.2 мм 5 кг
Сварочная проволока STEINEL 73411
Проволока сварочная из нержавеющей стали BlueWeld 802051 (0,8 мм, 0,5 кг)
Проволока из металлического сплава Fubag Св-08Г2С-О 1.2мм 15кг
Проволока из нержавеющей стали Quattro Elementi 770-407 0.8мм 0.45кг
Проволока нержавеющая DT-1.4316 Ф1.0 (1кг)
Пруток нержавеющий ELKRAFT TIG ER308LSI 2.4 мм 5 кг
Проволока сварочная для нержавейки Русэлком Проволока сварочная нержавейка ER-308LSI/Св-04Х19Н9 ф 0,8мм ( 1,0кг) CN
Уроки сварки: Как выбрать газ, электрод и сварочную проволоку для TIG-сварки?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
Для сварки TIG аппаратом понадобятся:
- Сварочный газ
- Электроды
- Присадочный пруток
Рассмотрим каждый из расходных материалов в отдельности, чтобы разобраться в нюансах выбора.
Суть сварочного процесса TIG-оборудованием

Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки .
Сварочный газ – аргон или смеси?

Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки

Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.

Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
Также встречаются электроды tig с другими добавками – циркония, церия, оксидом иттрия – их достаточно много.
Цвет / Состав
Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси.
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия.
Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание.
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки.
Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях.
Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3
Используются для сварки особо ответственных соединений.

С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
Все о проволоке для сварки аргоном

- Особенности
- Виды
- Выбор
- Инструкция по применению
Знать все о проволоке для сварки аргоном — такой же обязательный момент для любого сварщика, как и умение подбирать электроды, виды и характеристики тока. Выбор этой проволоки тоже не так прост, как кажется. Да и ее применение может грозить целым рядом подводных камней, если работать неправильно.

Особенности
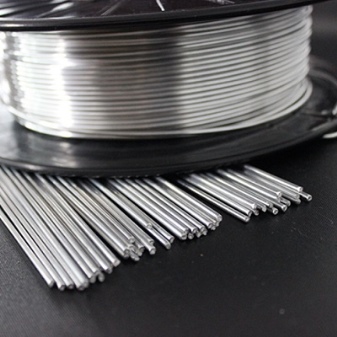
Главная черта проволоки для аргоновой сварки — это ее внешний вид. В большинстве случаев подобные компоненты представляют собой скрученные в бобины металлические прутки. Вставлять подобные бобины нужно в механизм подачи. Сама поступающая проволока может иметь цельную либо полую структуру. Также встречаются изделия с вкраплениями. Материал присадки должен быть строго тот же, что и материал обрабатываемого изделия.
Все попытки нарушать это правило ни к чему хорошему не приводят. Отгрузка в бобинах удобна для индустриального использования. В ручном режиме подают проволоку в рабочую зону преимущественно при кустарных работах. Каких-то других особых требований в общем случае технология не предъявляет.


Сплошной тип проволоки получают из чистого металла. В составе таких приспособлений не может быть каких-либо примесей, присадки также использоваться не должны. Несмотря на простоту, такие типы проволоки применяются сварщиками наиболее широко. Именно их в основном и берут для сварки в газовой среде. Порошковая проволока для аргонной сварки практически не подходит, потому что она предназначается именно для замены внешней газовой защиты выделяющимися при плавлении порошка веществами.
Наиболее интересно активированное изделие. Оно сочетает достоинства сплошного и порошкового решений без их недостатков. Различия касаются и типа свариваемых материалов. Присадочная проволока для аргонодуговой обработки черного металла — один из самых частых вариантов. Основное распределение таково:
- порошковая проволока вынужденно применяется для манипуляций с углеродистыми сталями, позднее подвергаемыми термообработке (хотя обычно это и не самый хороший выбор);
- алюминиевая нужна для работы с алюминием (в ее составе могут быть марганцевые, кремниевые, магниевые и иные включения);
- нержавеющая сварочная проволока — применяемая в работе со сталью, легированной хромом либо никелем;
- омедненная (в основном применяется при сварке интенсивно легированной или умеренно-легированной заготовки);
- простая стальная (предпочтительна для работ со слабо легированным металлом).



Нержавеющей проволокой активно пользуются, чтобы варить сталь, содержащую хром либо никель. На выходе должен получаться очень качественный шов.
Появление трещин почти исключено, как и возникновение коррозионных процессов. При использовании нержавеющей проволоки количество брызг сводится к минимуму. Дуга будет работать очень активно и стабильно, а срок службы шва заметно вырастает.
Омедненная проволока имеет те же положительные свойства, что и ее нержавеющая разновидность. К тому же она еще и помогает экономить наконечники вне зависимости от используемого сварочного аппарата. Поставки омедненной проволоки подразумевают обычно ее наматывание на пластмассовую кассету. Типовая толщина варьируется от 0,6 до 1 мм. Омедненная проволока (к примеру, СВ-08Г2С) облегчает повторный запуск сварочной дуги и помогает стабилизировать ее горение в любом режиме. Альтернативный продукт ESAB предназначен для работы с:
- инструментальной сталью;
- стальными сплавами, используемыми в судостроении;
- штампованным металлом;
- алюминием;
- чугуном.

Простая стальная проволока для аргонной сварки применима практически в любой сфере индустриального производства. Классифицируют этот расходный материал по большому количеству показателей. Очень важную роль, наряду с сечением, имеет механическая прочность материала. Также важен его точный химический состав — как всегда, чем ближе к обрабатываемому изделию, тем лучше и эффективнее работа. Может применяться только проволока, маркированная сокращением «Св», ее сечения колеблются от 0,03 до 1,2 см.
Алюминиевый материал востребован при манипуляциях со сплавами алюминия, где доля кремния ограничена 3%. Предельное содержание меди при этом колеблется от 3 до 5%. Подобный присадочный материал:
- гарантирует повышенную прочность;
- дает тот же окрас, что и сами заготовки;
- не уступает в коррозионной устойчивости алюминиевым конструкциям.
Алюминиевые присадки востребованы в производстве автомобилей, речных и морских судов. Достаточно массово применяют такую проволоку при сварке контактирующих с водой конструкций. Но важно понимать, что чистый алюминий на практике не используется, он всегда смешан с другими веществами — иначе достаточной прочности не обеспечить.
Этот момент характерен и для сварочных присадок. Однако там доля добавок не превосходит 1%.
Проволока для аргонной сварки нержавейки
Добро пожаловать к нам в магазин Сварной66. является официальным представителем GROVERS в Екатеринбурге и Свердловской области. Гроверс- это надежные сварочные аппараты , качественная сборка и серьёзный контроль качества от ГРОВЕРС. Будь вы начинающий сварщик, любитель или профессионал саврочного дела, команда Сварной66 поможет вам с выбором сварочного оборудования и расходными материалами. В магазине Сварной66 всегда иемеется широкий выбор сварочных и расходных материалов для MMA MIG TIG сварки и CUT плазменной резки. Сварочные электроды, прутки для TIG сварки, сварочная проволока для полуавтоматической сварки и и многое другое вы сможете найти у нас на сайте..

Один из распространённых прутков для аргонодуговой сварки нержавеющих сталей 308L Коррозионностойкий хромоникелевый пруток для сварки нержавеющих сталей c содержанием хрома
8% типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т, 304, 308, 347 и им подобных в среде чистого АРГОНА. Oбеспечивает высокую стойкость против межкристаллической коррозии. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, энергетике и др. Ток = (-) ПОСТОЯННЫЙ. Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 308L/ AWS
Пожалуй самый ходовой пруток для аргонодуговой сварки 308LSi Коррозионностойкий хромоникелевый пруток для сварки аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. в среде АРГОНА. Наплавленный металл 308 L Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток =ПОСТОЯННЫЙ (-). Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм

Присадочный пруток 347Si Коррозионностойкий хромоникелевый пруток для сварки нержавеющих сталей c содержанием хрома
8% типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т, 304, 308, 347 и им подобных в среде АРГОНА. Легирование ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, энергетике и др. Ток = ПОСТОЯННЫЙ(-). Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм
Присадочный пруток 318Si Коррозионностойкий пруток для сварки аустенитных нержавеющих сталей c содержанием хрома
3% в среде АРГОНА. Наплавленный металл 318 Si обладает высокой коррозионностойкостью. Легирование прутка ниобием обеспечивает высокую стойкость против межкристалличекой коррозии; а кремнием — высокое качество шва. Проволока применяется в пищевой промышлености, нефтехиммашиностроении для сварки изделий, работающих при температурах до 400 °С. Ток =ПОСТОЯННЫЙ (-). Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм

Присадочный пруток 316 L Si Предназначен для сварки аустенитных нержавеющих сталей c содержанием хрома
3% таких, как: 03Х17Н14М2, 10Х17Н13М3Т, 316 и др. в среде ЧИСТОГО АРГОНА. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде. Легирование кремнием обеспечивает высокое качество шва. Применяется в химической и пищевой промышлености, нефтехиммашиностроении. Ток = ПОСТОЯННЫЙ(-). Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм
Присадочный пруток 309 LSi Пруток коррозионностойкий хромоникелевый для сварки разнородных сталей (нержавеющих сталей c не- и низколегированными), а также для сварки аустенитных нержавеющих сталей, содержащих хрома
13% и незначительный % углерода в среде АРГОНА. Применяется в химической и пищевой промышлености, нефтехиммашиностроении. Ток = ПОСТОЯННЫЙ(-). Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм
Присадочный пруток 309 L Пруток коррозионностойкий для сварки разнородных сталей (нержавеющих сталей c не- и низколегированными), подслоев при плакировании, а также для сварки аустенитных нержавеющих сталей, содержащих: хрома
13% и незначительный % углерода (10Х23Н18, 20Х23Н13, 20Х23Н18) с аналогичными в среде АРГОНА. Обеспечивает высокую коррозионную стойкость шва. Применяется в химической и пищевой промышлености, нефтехиммашиностроении и судостроении. Ток =ПОСТОЯННЫЙ (-). Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм

Присадочный пруток 385 Применяется для сварки аустенитных нержавеющих сталей, содержащих: Cr
1,5% и незначительный % углерода в среде защитных газов: АРГОН, смеси Ar / He, He. Наплавленный металл обладает высокой коррозионной стойкостью, стойкостью к межкристаллической коррозии и стойкостью к воздействию агрессивных сред, значительно превышающую стойкость нержавеющих сталей типа 316L, 318. Применяется в химической и пищевой промсти, нефтехиммашиностроении. Ток =ПОСТОЯННЫЙ (-). Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм
Пруток присадочный 310 Пруток коррозионностойкий для сварки аустенитных жаропрочных сталей, содержащих: хрома
20% (10Х23Н18, 10Х25Н20, 20Х25Н20С2 ) в среде защитных газов: АРГОН, смеси Ar / He, He. Кроме того, применяется при сварке закаливающихся на воздухе сталей типа броневых. Сварной шов обладает высокой стойкостью к воздействию высоких температур. Применяется в тяжелом машиностроении, энергетике. Ток =ПОСТОЯННЫЙ (-). Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм
Пруток присадочный 312 Коррозионностойкий пруток для сварки аустенитных нержавеющих сталей, содержащих Cr
9%, в среде защитных газов: АРГОН, смеси Ar / He, He. Благодаря высокому содержанию Cr, наплавленный металл обладает хорошей стойкостью к окислению при высоких температурах, но склонен к охрупчиванию при их длительном воздействии. Широко применяется при сварке разнородных сталей, особенно если один из компонентов полностью аустенитная сталь, а другой — инструментальные, трудно свариваемые, аустенитно-марганцовистые и т.п. Ток =ПОСТОЯННЫЙ (-). Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм
Присадочная проволока для сварки аргоном
Содержание:
- Что такое присадочная проволока
- Выбор проволоки
- Применение
- Интересное видео
При сварке с помощью аргона сварщик одной рукой держит горелку, двигаясь вдоль линии соединения изделий, а во второй руке находится материал, который необходимо добавлять в сварочную ванну по мере того, как происходит ее расплавление.
Этот материал носит название присадочная проволока для сварки аргоном, и от правильного ее выбора будет зависеть качество сварки. Для того, чтобы механические свойства образуемого шва были высокими, необходимо, чтобы проволока для аргонной сварки имела такой же химический состав, как и основной материал соединяемых изделий.

Что такое присадочная проволока
Присадочная проволока — это пруток из специального материала, имеющий сечение небольшого диаметра. Материалом для ее изготовления могут служить различные металлы. Отдельный вид — это присадочная проволока для аргонодуговой сварки. Она может применяться при использовании автоматических и полуавтоматических аппаратов. Прутки для аргонодуговой сварки играют роль проводников между током и дугой. Они обеспечивают легкое зажигание дуги и стабильность ее горения.

Во время сварки происходит постепенное расплавление материала проволоки и смешивание ее с основным изделием. При смешивании характеристики шва улучшаются. Поскольку присадка для аргонной сварки должна иметь тот же состав, что и основной материал, то проволока может выполняться из различных видов металла. Присадочный материал для аргонодуговой сварки не имеет дополнительного покрытия или обмазки, поскольку их функции выполняет аргон.
Выбор проволоки
Прежде, чем приступить к аргоновой сварке, необходимо точно выяснить состав материала, из которого изготовлены свариваемые детали. Узнать желательно не только тип металла, но и его конкретную марку. Так, например, сталь может иметь много разновидностей. При правильном выборе будет достигнута однородность шва соединения, что при больших различиях между составами основного материала и проволоки является труднодостижимым.
Средний уровень легирования материала проволоки является самым распространенным, поскольку многие используемые металлы обладают именно таким уровнем. Это позволяет получить удовлетворительное соединение. Если же основной металл обладает плохими качествами для сварочного процесса, то необходимо использовать высоколегированную проволоку. Это позволит компенсировать утрату части элементов. Низколегированная проволока лучше подойдет чистых металлов, а не их сплавов.
Затем встает вопрос о диаметре проволоки. Он находится в прямой зависимости от толщины заготовок. Чем больше толщина свариваемых изделий, тем большее значение должно быть у диаметра проволоки. В специализированных магазинах имеется большой выбор этих расходных материалов, поэтому выбрать подходящий вариант не составит труда.
Проволока может быть цельной, полой внутри и с вкраплениями. Порошковая проволока для этого вида сварки является неподходящей. Наиболее часто проволока продается в виде накрученных на бобины металлических прутков. Такие бобины при сварке вставляют в механизм подачи. Если сварка производится в домашних условиях, то ее подают в рабочую зону в ручном режиме, и удобно приобретать ее уже нарезанную на прутки.
При возможности следует узнать, соблюдались ли правила хранения проволоки, иначе ее качество может быть ухудшено по сравнению с заявленным. Рекомендуется приобретать этот расходной элемент у производителей, которые уже хорошо себя зарекомендовали. У них имеется широкий выбор, и будет нетрудно подобрать проволоку необходимого химического состава, что обеспечит эффективность работы.
Следует учитывать, что проволока, предназначенная для аргоновой сварки, не подойдет для резки этим же методом. В присадочных проволоках допустимы небольшие добавки, улучшающие работу с ними. Особое внимание следует уделить маркировке этого расходного материала. В ней должны присутствовать цифры, указывающая на количество содержания различных элементов, если оно является значительным, например, хрома и никеля. Небольшое содержание углерода снизит риск межкристаллической коррозии.
Для нержавеющей стали
Если предстоит сварка деталей из нержавеющих материалов, то и проволока должна быть выполнена из антикоррозийной стали. Присадочная проволока для сварки аргоном нержавейки должна в обязательном порядке содержать хром.

Помимо хрома, в состав материала проволоки должны входить такие металлы, как никель, титан и молибден. Сохранение антикоррозийной стойкости обеспечивает аргон. Он является отличной защитой, позволяющей не растрачивать во время сварки необходимое количество легирующих элементов.
Для алюминия
Присадочные прутки для аргонодуговой сварки алюминия и его сплавов востребованы при сварке соответствующих изделий подобным методом. Это актуально при производстве автомобилей, морских и речных судов, строительстве, а также при различных других вариантах, поскольку трудно переоценить широту применения этого легкого металла.

Присадка для сварки алюминия аргоном часто используется при соединении конструкций, которые при эксплуатации будут контактировать с водой. Однако алюминий в чистом виде используется не часто, поэтому при выборе присадочной проволоки, следует учитывать имеющиеся примеси. Это обеспечит дополнительную прочность. Однако доля добавок должна быть ограничена.
При сварке алюминиевых деталей рекомендуется выбирать проволоку с дополнительным легированием, поскольку этот металл обладает недостаточно хорошими свойствами для соединения.
Применение
Правильно выбрав присадочный материал, необходимо соблюдать технологию сварки в аргоновой среде. Могут быть использованы автоматический и полуавтоматический режимы. Подача присадочной проволоки должна быть синхронной с поступлением аргона. Как правило, используется постоянное напряжение, что предполагает использование выпрямителя.


