
Преимущества и недостатки полуавтоматической сварки
Сравнение двух сварочных решений: ручная дуговая или полуавтомат? Какая сварка лучше подойдет для определенных задач
Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного. Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода. Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.
Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.
- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.
- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
Сварка металлов полуавтоматом — преимущества и недостатки
Сварочные полуавтоматы широко используются в промышленности и быту. Это оборудование удобно в применении, позволяет без особых усилий получать качественные аккуратные швы в местах соединения металлических элементов. Поэтому его выбирают для работы как опытные мастера, так и новички.
Что такое сварочный полуавтомат
Оборудование для сварки полуавтоматическим способом представляет собой устройство, работающее от электрической сети. Выпускаются различные модификации — от габаритных промышленных до мобильных бытовых. Принцип работы сварочного полуавтомата похож на ручную сварку — с помощью тепловой энергии электрической дуги. Только, в отличие от используемых в ручной сварке электродов, в полуавтоматической сварке используется плавящийся подвижный электрод в виде специальной проволоки и газ, выполняющий защитную функцию. Полуавтоматы бытового, профессионального и промышленного класса Вы можете выбрать в магазине Технология Сварки.
Устройство сварочного полуавтомата
Полуавтоматическая сварка проводится в ручном режиме, с использованием таких приспособлений:
источника электроэнергии, с различной мощностью (адаптированного для промышленного аппарата трехфазным, а для бытового двухфазным трансформатором), выпускаются также с инверторными источниками питания;
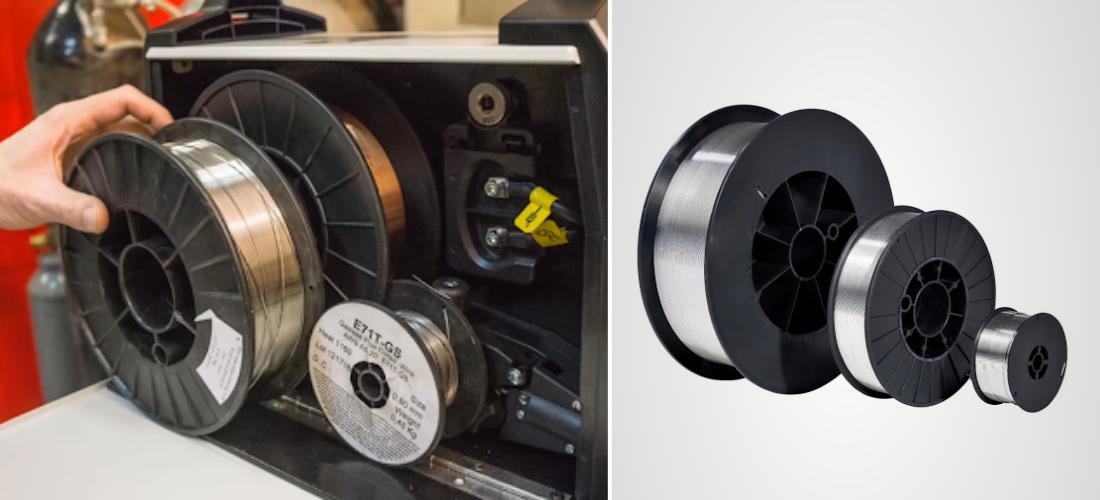
механизма подачи электрода — установленной катушки со специальной проволокой, автоматически подающейся к месту сварки;
гибких шлангов для подачи защитного газа из баллона к пистолету;
пистолета для выполнения сварочного шва.
Принцип работы с газом и без газа
Сварочные полуавтоматические аппараты работают в двух разных режимах защиты шва:
с применением газов (используется углекислота, гелий, аргон или их смеси, хранящиеся в баллонах под высоким давлением);
без газа, под флюсом (или с применением порошковой проволоки).
Детали могут свариваться стыковочным способом, внахлест, непрерывным швом или точечно. Применяемая технология зависит от нескольких факторов:
возможности доступа к месту соединения;
вида металла свариваемых изделий;
применением газового баллона или без него.
Особенности сварки с применением газа и без него:
Сварка с газовым баллоном используется чаще, потому что такие швы получаются наиболее прочные и аккуратные. Производительность увеличивается в несколько раз. Легко сваривать даже вертикальные швы — расплавленный металл не стекает вниз.
Сварка без газа применяется в тех случаях, когда такие работы производятся редко и нет смысла приобретать газовый баллон. Тогда используется порошковая или флюсовая проволока. Внутри такой проволоки содержится вещество, которое при ее расплавлении создает над швом слой защитного газа. При сварке вертикально расположенных швов, чтобы избежать стекания расплавленного металла, необходимо начинать работу снизу вверх.
Преимущества и недостатки сварочного полуавтомата
Этот способ сварки самый высокопроизводительный, потому что:
полуавтоматы удобны в управлении и обслуживании;
розжиг дуги быстрый и легкий;
скорость выполнения работ возрастает троекратно по сравнению с ручной сваркой;
не требуется постоянно менять электроды, потому что проволока-электрод подается постоянно автоматически;
не нужно освобождать швы от шлака, потому что он не образуется при такой сварке;
не требуется ощутимых затрат на расходные материалы;
работать можно даже с металлами, подвергшимися незначительной коррозии;
соединения создаются быстрее, чем при ручном способе, без окиси, шлаков;
можно качественно сваривать заготовки разной толщины;
малый нагрев свариваемых деталей позволяет сохранять их без повреждений;
получаются аккуратные соединения даже в тонких материалах толщиной менее 0,5 мм;
при сварке изделий с антикоррозийными и другими покрытиями покрытиями, эти защитные пленки не повреждаются;
отсутствие задымленности при выполнении сварки;
с использованием защитного газа брызги металла при сварке незначительны;
полуавтомат с применением газа позволяет соединять материалы, для которых обычная атмосферная сварка не подходит или когда требуются специальные электроды.
Недостатков у такого оборудования немного:
при сварке без газового баллона увеличивается разбрызгивание расплавленного металла;
излучение электрической дуги намного выше, чем при ручной сварке, поэтому надо приобретать качественные, надежные защитные средства.
Даже имеющиеся недочеты не мешают широко применять сварочные полуавтоматы в промышленности и быту. Потому что преимуществ у этого способа намного больше, чем у остальных видов сварки.
Сферы применения
Более мощные и габаритные аппараты широко используются в различных производственных и строительных отраслях:
на больших заводах тяжелой промышленности, небольших предприятиях, мастерских сваривают изделия любой толщины из черных и цветных металлов, получая качественные, аккуратные, надежные соединения;
полуавтоматическая сварка создает такие прочные, устойчивые к агрессивным средам соединения, что этот метод используется при создании емкостей для химической промышленности;
такое оборудование востребовано даже в микроэлектронике, благодаря возможности создавать аккуратные невидимые швы, а также высокой производительности;
в строительной сфере полуавтоматический способ сварки позволяет быстро возводить надежные, прочные конструкции, выполнять различные отделочные работы;
в машиностроении тоже активно используется этот метод для сварки кузовов, изготовлении деталей механизмов и др.;
сварочные полуавтоматы используются даже для разрезания металлических изделий, в тех случаях, когда нет доступа применить обычную болгарку или другой инструмент.
Для бытовых нужд и домашних мастерских выбирают малогабаритные, мобильные аппараты, адаптированные под используемые электросети. Эти установки удобны при выполнении различных ремонтных работ в доме, а также устранении неполадок и повреждений в автомобиле, изготовлении различных изделий из металла и др. Небольшие полуавтоматы для сварки менее производительны и функциональны, но всегда выручают, когда возникает необходимость быстро устранить поломки, изготовить нужную деталь и др. Для редкого использования достаточно купить оборудование без газового баллона, обойдется намного дешевле. Но для частного бизнеса, регулярного применения в домашней мастерской рекомендуется выбирать с газовым баллоном, чтобы получать более качественные соединения.
Чтобы качественно выполнять сварочные работы полуавтоматом, важно не только мастерство, но и правильно подобранное оборудование. При покупке сварочного полуавтомата в первую очередь необходимо обратить внимание на мощность и габариты оборудования, функционал, популярность бренда среди пользователей.
По материалам: интернет-магазин сварочного оборудования Технология Сварки — бытовые, профессиональные и промышленные сварочные полуавтоматы с доставкой по Перми и всей России.
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач,
- Трехфазными машинами, участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание «синергетическое управление».
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- Синергетические — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
- Газовым баллоном, шлангами и редукторами
- Средствами защиты рук и глаз: Сварочной маской и крагами сварщика.
- Вспомогательным оборудованием: всевозможными сварочными струбцинами и сварочными магнитами.
Достоинства и недостатки сварки полуавтоматом без газа
Одно из ведущих мест в производстве металлоконструкций занимает электродуговая сварка плавлением. Популярным ее вариантом считают полуавтоматическую сварку, в процессе которой подача электрода либо проволоки механизируется. При этом перемещение сварочной горелки с требуемой скоростью по протяжению шва проводится сварщиком собственноручно. Защиту расплавляемого металла сварочного шва от атмосферного воздействия осуществляют в виде подачи на свариваемый участок флюса в гранулах или защитного газа для сварки полуавтоматом. Для некоторых случаев требуется и то, и другое.
Особенности полуавтоматической сварки без газа
Сварка полуавтоматом, представляющая собой один из традиционных способов сварки, выполняется с применением электродной проволоки. Она, выступая в качестве электрода, бесперебойно поступает с определенной скоростью при помощи специального привода в сварочную головку. Применение особых флюсов позволяет получать большую глубину проплавления металлов на свариваемом участке даже с небольшим диаметром проволоки и на малых токах. Благодаря получаемым высококачественным швам при любой толщине деталей использование в сварке без газа сварочного полуавтомата значительно увеличивает производительность работ и качество получаемых соединений.

Целесообразна сварка полуавтоматом в изготовлении конструкций с небольшой протяженностью швов и при их криволинейности. Она удобна для несложных мелкосерийных производств. Чаще всего ею сваривают металлы толщиной деталей до 3 см, со скосом кромки либо без него, много- либо однопроходными угловыми, а также дву- или односторонними стыковыми швами. Также этим способом сварки делают швы прорезные, со проплавлением насквозь верхней части нахлесточного соединения и электрозаклепками. Для этого, как правило, используются шланговые полуавтоматы для сварки, имеющие универсальный держатель.

Нередко для сварки полуавтоматом применяют переменные токи, но и с использованием постоянных токов сварочный процесс тоже возможен. При росте силы тока увеличивается и расход газа при сварке полуавтоматом. До начала сварки место предстоящего соединения необходимо, открыв заслонку специального бункера, обработать флюсом. С началом подачи электрода либо проволоки возбуждается дуга, которая подается плавными движениями электрода вдоль поверхностей кромок, посыпанных флюсом. В случае выключения подающего устройства, при повторном возбуждении дуги требуется удаление с края электрода застывающих шлаков.
Операция передвижения держателя по оси шва в ходе сварки полуавтоматом проводится электросварщиком собственноручно. При этом держатель можно как передвигать, держа на весу, так воспользоваться специально предназначенным для его опоры костылем. Незначительные изменения в расстоянии между держателем и поверхностью детали не нарушат правильного ведения процесса сварки и, как правило, не влияют на размеры швов и их форму. Но для выполнения швов высокого качества требуется практический опыт в поддержании необходимой скорости движения держателя и точности направления электродов вдоль оси швов.
Преимущества и недостатки сварки полуавтоматом без газа
Определенную трудность в выполнении газовой сварки полуавтоматом представляет невозможность наблюдать за ходом образования шва. Держатель при производстве угловых соединений помещается в угол стыка скрепляемых деталей, поэтому сварку приходится вести сбоку или в направлении на себя. При сочетании поперечных колебаний держателя с его перемещением вдоль оси шва можно получать уширенные швы, которые необходимы при сварке некоторых соединений с большими зазорами. Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Из-за слабой жесткости с высокой хрупкостью порошковой проволоки, используемой для сварки без газа полуавтоматом, ее подачу производят при помощи особого механизма с малым сжатием. В этом случае недопустимы резкие движения шлангом. Кроме того требуется неукоснительное соблюдение полярности подключения на держак с «массой»: «+» к изделию, «–» на держак, то есть в прямом варианте. Такая необходимость обусловлена созданием высокой температуры при подаче флюсовой проволоки для образования защитного газового облака. Давление газа при сварке полуавтоматом регулируют в зависимости от свариваемых металлов и силы тока.
Делая выбор между разновидностями этого типа сварки с газом или без него, стоит отдать предпочтение второму варианту. Конечно, первый способ позволяет полностью исключить проникновение кислорода на место непосредственного проведения сварки. За счет этого устраняются недостатки, связанные с содержанием углерода, что позволяет получить сварной шов высокого качества. Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов. К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.

Достоинством способа такой сварки без газа является также отсутствие необходимости в использовании газовой аппаратуры с большой энергоемкостью. Помимо этого он позволяет при помощи широкого выбора сварочной проволоки с разными наполнителями получать требуемый химический состав металла шва и определенные характеристики сварочной дуги. Благодаря отсутствию затрат на зарядку необходимым газом баллонов сварка полуавтоматом без газа экономична и доступна всем. А ее самым важным преимуществом служит возможность наблюдения через защитную маску за операцией непосредственной подачи электродной проволоки в разделку.
Но стоить учесть, что нельзя пользоваться полуавтоматом для сварки без газа, применяя обычную сварочную проволоку. Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
Полуавтоматическая сварка
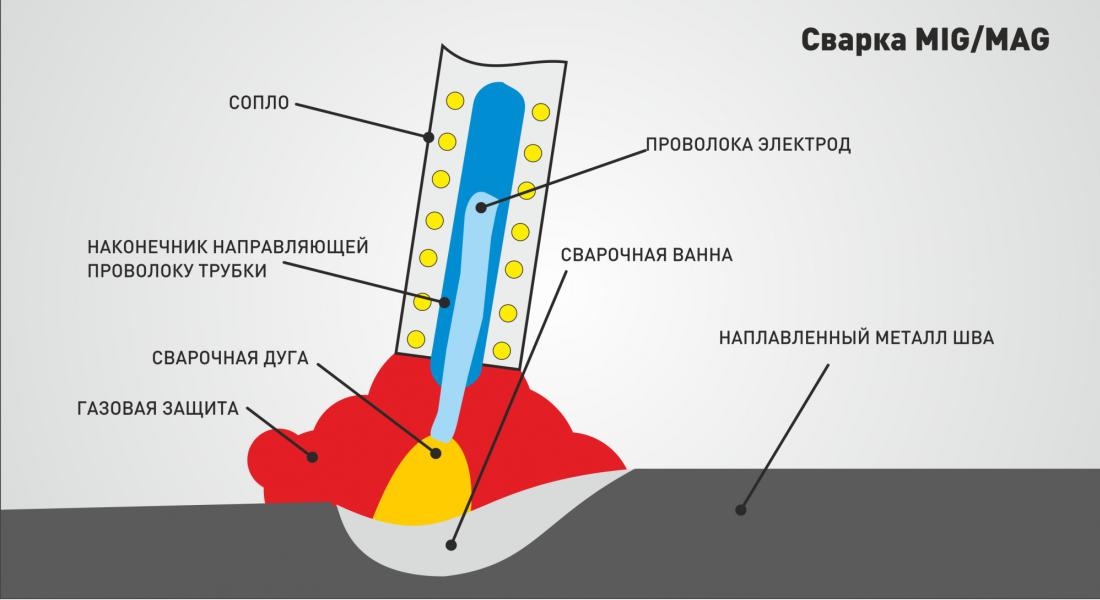
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.

Рис. 1. 1 – горелка, 2 – сопло, 3 – токоподводящий наконечник, 4 – электродная проволока, 5 – дуга, 6 – шов, 7 – ванна, 8 – основной металл, 9 – капля металла, 10 – газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки

В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.

Источники питания сварочной дуги
Для сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются.
Многопостовые источники питания
Для организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки.

Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе.
Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.

В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.

Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.

Сварочные полуавтоматы
Сварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.
Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм.
Сварочная горелка
Выполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды.

Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).

