
Обратный валик при сварке труб
§ 41. Способы формирования обратного валика корневого сварного шва. Схема действия сил на расплавленный металл сварочной ванны.
Обратным валиком принято называть хорошо сформированный валик корневого шва с противоположной стороны ведения сварки (рис. 51).
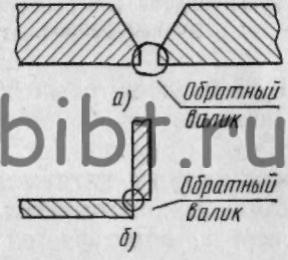
Рис. 51. Обратный валик корневого слоя сварного шва:
а — стыковое, б — угловое сварное соединение
Опасным местом в сварном соединении является непровар кромок в корне шва. Поэтому для получения 100%-ного хорошо сформированного обратного валика в корне шва применяют следующие приемы:
подводят под расплавленный металл сварочной ванны избыточное давление газа — сварка с поддувом;
наносят на свариваемые кромки с противоположной стороны ведения сварки слой специальной флюс-пасты.
Сущность сварки с поддувом состоит в том, что под расплавленный металл сварочной ванны подводится избыточное давление газа. Поддувочным газом может служить аргон, азот и углекислый газ. Давление газа под расплавленным металлом сварочной ванны создают порядка 50- 150 мм вод. ст. (500-1500 Па).
В формировании обратного валика при наложении корневого слоя шва участвуют:
сила тяжести расплавленного металла сварочной ванны P тм ;
давление сварочной дуги P д ;
сила поверхностного натяжения расплавленного металла сварочной ванны со стороны сварочной дуги Р пн(в) ;
сила поверхностного натяжения расплавленного металла сварочной ванны с обратной стороны шва Р пн(н) ;
давление поддувочного газа Р г .
Сила тяжести расплавленного металла и давление сварочной дуги в процессе сварки в нижнем положении стремятся провалить жидкий металл, металл сварочной ванны провисает, и на ее поверхностях возникают силы поверхностного натяжения, стремящиеся уравновесить первые две силы. В зависимости от соотношения этих сил расплавленный металл в корне шва принимает ту или иную форму. Сила тяжести расплавленного металла сварочной ванны определяется геометрией подготовленного соединения под сварку (величиной притупления кромок, зазором между ними и углом разделки кромок), а также режимом сварки. Давление сварочной дуги зависит от режима сварки и, главным образом, от величины сварочного тока. Сила поверхностного натяжения обусловливается кривизной жидкой поверхности металла сварочной ванны, которая, в свою очередь, определяется геометрией соединения и режимом сварки. Максимальные силы поверхностного натяжения возникают тогда, когда поверхность расплавленного металла принимает полуцилиндрическую форму.
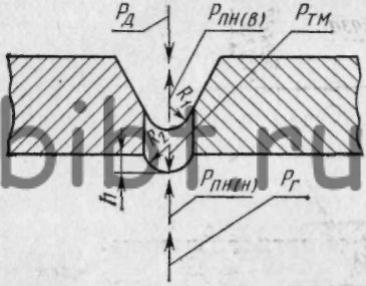
Рис. 52. Схема действия сил на расплавленный металл сварочной ванны (R 1 и R 2 — радиус кривизны жидкой поверхности сварочной ванны)
На рис. 52 представлена схема действия сил на расплавленный металл. Газ, проходя под расплавленным металлом сварочной ванны, отнимает теплоту, увеличивая этим силы поверхностного натяжения. Схемы подвода поддувочного газа под сварочную ванну расплавленного металла представлены на рис. 53.
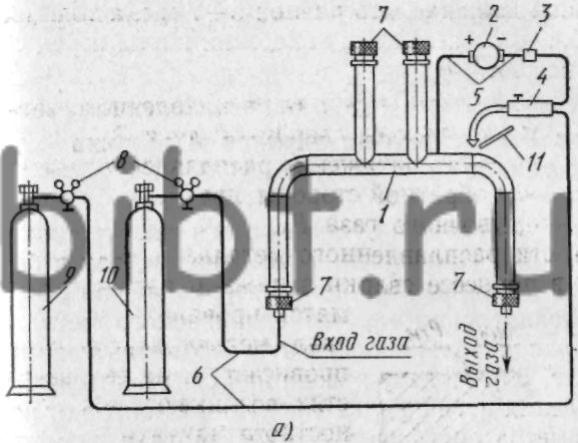
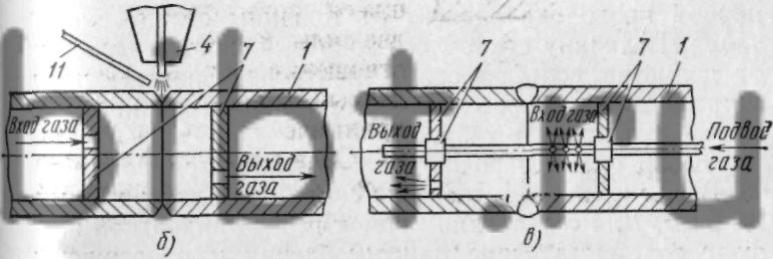
Рис. 53. Схемы ручной аргонодуговой сварки с поддувом защитных газов:
а — общий подвод поддувочного газа, б-в — местный подвод поддувочного газа; 1 — изделие, 2 — сварочный генератор, 3 — балластный реостат, 4 — горелка, 5 — сварочные провода, 6 — шланг для подачи газа, 7 — заглушки, 8 — редукторы, 9 — баллон с аргоном, 10 — баллон с поддувочным газом, 11 — присадочная проволока
Сущность применения флюс-пасты для формирования обратного валика состоит в том, что перед нанесением пасты на внутренние стороны свариваемого стыка кромки стыкуемых труб и прилегающие к ним наружная и внутренняя поверхности на расстояние 20-30 мм от торца очищают от грязи металлической щеткой, а затем тщательно обезжиривают ацетоном. Затем флюс-пасту в виде полос наносят на кромки стыка с внутренней стороны деревянным, металлическим или пластмассовым шпателем (лопаточка шириной 3-5 мм). При этом необходимо следить, чтобы паста при нанесении не попадала в разделку. Ширина полосы нанесенной пасты должна быть равной 5-7 мм, а толщина ее -не более 0,4-0,7 мм. Схема нанесения пасты перед сваркой дана на рис. 54.
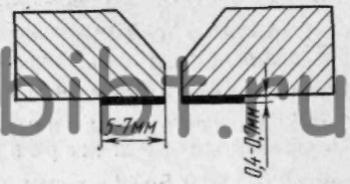
Рис. 54. Схема нанесения флюс-пасты
Техника ручной дуговой сварки труб покрытыми электродами
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.

Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».

Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.

Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.

При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке.
Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов.
Сварка неповоротного горизонтального стыка
Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» — минимальное.

При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении — средней.
Корневой шов лучше выполнясь с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва
Второй валик формируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон электрода — такой же, как при сварке первою корневою шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым).

Третий валик лучше выполнять на повышенных режимах. Сварку ведут иод прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика.
Четвертый валик — горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным.
«Замковые» соединения сваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм.
Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений.

Сварку лицевого слоя надо выполнять электродами того же диаметра, какие использовались при заполнении разделки, но не более 4 мм. Последний верхний валик укладывают на более высокой скорости, чтобы он оказался узким и плоским.
Как добиться обратного валика не поворотка диаметр 273?
#1 аргон87
Сообщение отредактировал аргон87: 09 Декабрь 2014 21:26
- Наверх
- Вставить ник
#2 BelaZZ
Присадку «вести» выше кромки . Дуга, сответственно,тоже смещена к верхней точке. Ток не скажу, потому как подбираю «на вкус». И мало вводных — зазор, ф присадки, подготовка кромок и , лучше всего , представить фото проблемы.
- Наверх
- Вставить ник
#3 ARGONIUS

- Город: Н.Новгород
- Наверх
- Вставить ник
#4 blazen79
Если корень провален, значится перегрев—не топчитесь на месте, смелее ведите, а присадку снутри не обязательно подавать))
- Наверх
- Вставить ник
#5 Tibidabo
Я ставлю 120-140
Тоже изнутри подаю. Попробуй 60-70 А, долго на месте не стой, пару недель и начнёт получаться. Успехов!
- Наверх
- Вставить ник
#6 blazen79
Можно посмотреть результат ?
- Наверх
- Вставить ник
#7 Tibidabo
Можно посмотреть результат ?
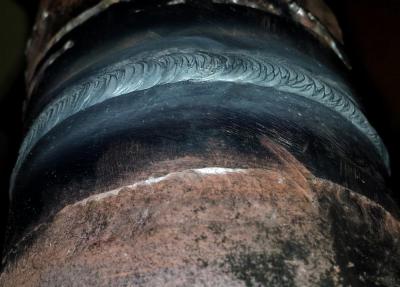
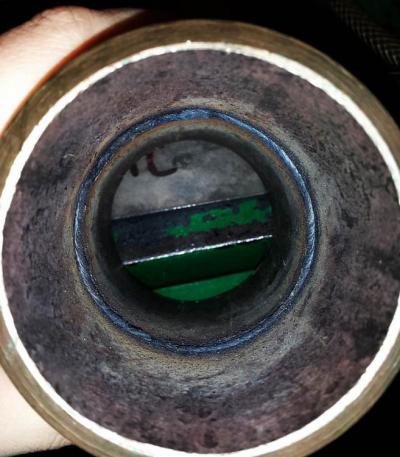
Хе) Проверка как для неизвестного на этом форуме. Можно, но новых фотографий нету, покажу те что с лета, на тот момент это была учёба. Как буду опять трубы варить аргоном сфотографирую на нормальную камеру. У нас принято что если обратный валик 0,1-0,8 мм и облицовка >= 1 мм, то это то что надо для работодателя.
Прикрепленные изображения



- Наверх
- Вставить ник
#8 Tibidabo
Ребята помогите(объясните)как добиться обратного валика не поворотка .
Я начинал с пластин, потратил на них в сумме дней 7 по часа 4 на сварку и 4 на подготовку пластин к сварке. Помогло 30 минутное объяснение опытного сварщика (показал что и как держать и как подавать присадку, как варить чтобы не было кратера в конце сварки), а дальше youtub-сила, пользуйся им. Въехал в суть плавления метала и глаза с руками перестали боятся расплавленного метала и перестал сжигать перчатки, а так по началу пробовал стеклотканью опирающейся палец обмотать, чтобы не обжигать палец об раскалённый метал, с стеклотканью не так сильно происходила передача тепла с металла на палец и тем самым реже отдёргивал палец. Как научился достаточно быстро вести дугу чтобы метал не успевал в районе дуги накаливаться до красна и не дёргать рукой в самом конце тем самым портя шов, так и перешёл на трубы, но по совету аргонщика с большим стажем начал сразу с не поворотной в положении G6, с толщиной стенки в 5 мм, на это дело где-то недели 3 убил, 6 баллонов по 40 литров аргона, 60% этого времени убил на подготовку труб (разрезка, шлифовка, притупление-тут на форуме много инфы как и что), заодно теперь уважаю труд слесарей и монтажников, научившись варить не поворотную трубу в 45 градусов, все остальные положения стали как и говорил аргонщик со стажем простыми и безнапряжными-не стрессовыми. Я как ни разу ни варил другими типами сварки, так на Аргоне-TIG141 показалось всё просто, после пробовал немного полуавтоматом, могу сказать намного проще, а вот MMA тяжко, шов не красивый, но для себя решил с опытом-временем и это думаю придёт. С 141 процессом приятно работать, ни шлака, ни брызг раскалённого металла, лишь бы металл был как можно чище-желательно как зеркало и аргон чистый, будит грязный-замучаешься, и кучу нервов потратишь пока поймёшь в чём дело, так что учись и всё получится, вот ещё пару фоток внутрянки на старый мобильник фоткал, качество как и выше плохое, но смысл должен быть ясен и одна фотография с облицовкой, хоть валик корня шва и не выпирал больше чем на 1-1,5 мм, но работодателю в Голландии это ни очень нравится, морщится, как заметил с облицовкой со временем у всех всё на мази, а кто с вихляй рукой-американкой (с отпиранием на сопло) подружится так одно удовольствие на его швы смотреть, а вот с корнем надо попотеть, но это того стоит, аж настроение поднимается когда внутри колечко выходит. Ах да и желаю чтобы не было подсосов воздуха у горелки и редуктора, а то получишь идентичный нервный срыв как и при грязном аргоне
Прикрепленные изображения


Сообщение отредактировал Tibidabo: 20 Декабрь 2014 03:11
- Наверх
- Вставить ник
#9 59ax2
Варил в ус нержуху 108, чернуху 159, на потолок ставил тока чуть меньше. Ну и не тормозить и не бежать. Вот. х.з., мне кажется это не объяснить, это на катушках тренироваться надо с подбором всего под себя.
Технология сварки труб: НЕПОВОРОТНЫЕ СТЫКИ
Сварка неповоротных стыков
Это один из самых сложных видов сварочных работ. Основная сложность заключается в необходимости выполнения сварки в различных положениях. Неповоротные стыки по положению в пространстве бывают вертикальными (ось трубы горизонтальная) и горизонтальными (ось трубы вертикальная).
Неповоротные стыки труб при толщине стенок свыше 3 мм сваривают несколькими слоями, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равна двум-трем диаметрам электрода.
Стыки труб диаметром более 300 мм сваривают обратно-ступенчатым способом, длина каждого участка должна быть 150-300 мм. Каждый участок варится короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
Сварка вертикальных стыков
Процесс начинается с потолочного положения и заканчивается на нижнем положении. Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, чтобы получить равномерный обратный валик с усилением 1-3 мм на внутренней поверхности шва.
Первый слой сваривают при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Это позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1-1,5 мм на его внутренней стороне.
При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1-2 мм. Перекрытие начала и конца смежного слоя должно составлять 20-25 мм. Последующий слой сварки должен быть смещен от нижней точки окружности трубы на 5-6 см, и так каждый последующий слой относительно начальной точки сварки предыдущего.

Электрод при сварке второго и последующих слоев должен иметь поперечные колебания от края одной кромки к краю другой кромки. При сварке поверхность каждого должна быть вогнутой или слегка выпуклой. Чрезмерная выпуклость шва, особенно при потолочной сварке может быть причиной непровара. Заполняющие слои шва надежно сплавляются между собой и проплавляют кромки свариваемых труб. После каждого слоя шва необходимо обязательно очищать поверхности шва от шлака.
Последний слой выполняют высотой 2-3 мм и шириной на 2-3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному. Порядок наложения вертикальных неповоротных стыков показан на рис. 3.
При сварке труб диаметром 600 мм и более после сварки корня шва рекомендуется выполнить подварку корневого слоя изнутри трубы. Подварочный шов не должен иметь мелкочешуйчатую поверхность, плавно сопрягающуюся с внутренней поверхностью трубы без подрезов и других дефектов. Усиление подварочного шва должно составлять не менее 1 и не более 3 мм. Подварку выполняют электродами основного типа диаметром 3-4 мм.
Сварку труб большого диаметра могут выполнять одновременно несколько сварщиков. Если их двое, то сварка должна выполняться снизу от надира вверх по периметру в противоположные стороны. Если больше то каждый сварщик выполняет сварку на своём участке, которые расположены диаметрально противоположно.
Сварка горизонтальных стыков
При сборке горизонтальных стыков труб на кромке нижней трубы фаска не снимается или снимается угол 10-15°, что улучшает процесс сварки без изменения ее качества.
Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва электродами диаметром 3-4 мм при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1-1,5 мм. После первого валика (слоя) зачищают его поверхность, второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки.

Сварку выполняют в том же направлении, что и сварку первого слоя (валика), затем ток увеличивают и сваривают третий валик электродами диаметром 4-5 мм. Третий валик накладывают в направлении, противоположном первому, он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
При сварке стыка трубы более чем в три слоя, начиная с третьего слоя, каждый последующий выполняется в противоположном направлении, чем предыдущий. Трубы диаметром до 200 мм сваривают сплошными швами, а диаметром более 200 мм — обратно-ступенчатым методом. Горизонтальные неповоротные стыки варятся «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80-90 градусов. Варить надо средней дугой.
После сварки сварщик обязан очистить стык от шлака и брызг, осмотреть и исправить все наружные дефекты и поставить клеймо.
Сварка неповоротных стыков труб требует опыта выполнения данного вида работ, поэтому её стоит доверить профессионалам. Особенно, если речь идет о трубопроводах с повышенными требованиями к герметичности сварных соединений.
Как варить корень шва
Трудности сваривания
 Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Газообразный цинк вредное для человека вещество. Попав в дыхательные пути, он приводит к удушью. Поэтому сварка в помещениях без организации хорошо действующей вентиляции запрещена. К тому же по техники безопасности сварщик должен надеть под маску респиратор.
При высокой температуре цинк начинает интенсивно испаряться, что приводит к образованию внутри стали раковин и пор. А это снижение качества места соединения и прочности стыка двух оцинкованных труб.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами:
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.. Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.

Влияние угла наклона электрода на форму шва
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.

Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Сварка неплавящимся электродом
Данную технологию обычно называют аргонодуговой. Название произошло от того, что в качестве защитного газа чаще всего используется газ аргон, но не всегда. Обычно для сварки стальных изделий используется стержень из вольфрама, а сама сварка производится при прямой полярности.
Для соединения можно использовать присадочную проволоку, а можно обойтись без нее. Все зависит от толщины стенок соединяемых заготовок. Но чаще всего используется комбинированная технология. То есть, корневой шов сваривается без присадки, а поверхностные слои провариваются с использованием проволоки. Кстати, трубы из стали 10 и 20 всегда свариваются без присадочной проволоки.
Если стыкуются между собой газовые трубы с толщиною стенки меньше 5 мм, то сваривание нужно проводить сверху вниз, в остальных случаях снизу вверх. Вообще, нужно избегать потолочной и вертикальной сварки, поэтому будет лучше, если соединение трубных конструкций производиться во вращательных роликах, а сам процесс сваривания будет производиться в нижнем положении.
- Все подготовительные процессы точно такие же, как и в первых двух случаях.
- При соединении трубопроводов большого диаметра (больше 80 мм), необходимо соблюдать точную центровку и прихватку. При этом после нанесения первого коневого слоя прихватки необходимо переплавить.
- Гасить и зажигать дугу надо только на кромке или на расплавленном металле сварного шва. При этом заканчивать сварку на шве надо на расстоянии 20-30 мм от конца шва.
- Заканчивать подачу защитного газа надо после обрыва электрической дуги спустя 5-10 секунд.
- Если газопровод формируется из труб высоколегированной коррозионностойкой стали, то перед сваркой защитный газ подается внутрь трубопровода, или используется в процессе защитный флюс, к примеру, паста ФП8-2.
- Толстостенные трубы (толщина более 10 мм) диаметром больше 100 мм, изготовленные из низколегированных и низкоуглеродистых сталей, варятся без подкладочных колец. При этом сам процесс надо вести обратноступенчатым методом, проваривая участки длиною не более 20 см. Толщина шва не должна быть меньше 3 мм, и обязательно обеспечивается плавный переход на саму трубную поверхность.
Газоснабжение городов и поселков – запланированное мероприятие. Поэтому сам процесс сварки газопроводов относится к категории ответственных. Но в разных случаях используются разные способы сваривания, многое зависит от условий проведения сварных процессов, от параметров устанавливаемых труб, от возможности компании, которая занимается проводкой трубопровода. Но в любом случае, еще раз надо напомнить, что соединение трубных конструкций под газ должны проводить только высококвалифицированные сварщики.
Орбитальная сварка нержавеющих труб
В основу этого способа заложен аргонодуговой метод, но сварочная головка движется по окружности трубы, вдоль стыка, создавая непрерывный шов. Отсюда и название. Процесс полностью автоматизирован и контролируется процессором. Длину дуги выставляют путем крепления головки на направляющих в нужном положении.
Программа, заложенная в процессор, изменяет параметры процесса в зависимости от положения головки во время ее движения по орбите. Для этого стык по длине делится на горизонтальные, вертикальные и участки под углом. При прохождении головки по любому из них автоматически изменяются значения параметров:
- скорость движения головки;
- величина сварочного тока;
- скорость подачи присадочной проволоки;
- расход аргона.
Поскольку на всех участках орбиты условия сварки оптимальны, формируется однородный шов высокого качества. Для соединения труб диаметром 8 — 275 мм используется головка открытого типа. На трубопроводах большего сечения, предварительно заполненных инертным газом, применяется закрытая конструкция. Стыковка труб из нержавеющей стали с толстыми стенками проводится в несколько проходов с изменением угла наклона головки. Длительность процесса увеличивается, поэтому в комплект оборудования включается блок ее принудительного охлаждения.
Не важно, каким способом свариваются трубы из нержавеющей стали. Главное качество шва, от которого зависит надежность и срок эксплуатации трубопроводов
Можно и вручную добиться хороших результатов, но лучше обзавестись полуавтоматом для аргонодуговой сварки (TIG). Он универсален и позволяет качественно сваривать различные металлы толщиной от 1 мм.

