
Обратный кабель при сварке назначение
Электробезопасность при производстве электросварочных работ
28 мая 2012 в 10:00

Требования электробезопасности, предъявляемые к сварочному оборудованию
На электросварочную установку (сварочный трансформатор, агрегат, преобразователь, выпрямитель) должны быть паспорт, инструкция по эксплуатации и инвентарный номер, под которым она записана в журнале учета и периодических осмотров.
В качестве источников сварочного тока могут применяться трансформаторы, выпрямители и генераторы постоянного тока, специально для этого предназначенные. Непосредственное питание сварочной дуги от силовой (или осветительной) распределительной цеховой сети не допускается. Источники сварочного типа можно присоединять к распределительным электрическим сетям напряжением не выше 660 В. Нагрузка однофазных сварочных трансформаторов равномерно распределяется между отдельными фазами трехфазной сети.
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирова- ние рубильников, исключающее возможность присоединения и отсоединения провода, когда зажимы находятся под напряжением.
Электросварочные установки должны включать в электросеть и отключать от нее, а также ремонтировать только электромонтеры. Выполнять эти операции сварщикам запрещается. Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м.
Токоведущие части сварочной цепи необходимо надежно изолировать (сопротивление изоляции должно быть не менее 0,5 МОм) и защитить от механических повреждений. Сопротивление изоляции электрических цепей установки измеряют при текущих ремонтах в соответствии с ГОСТ на эксплуатируемое электросварочное оборудование. Сроки текущих и капитальных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных условий и режима эксплуатации, а также указаний завода-изготовителя. Установку и ее пусковую аппаратуру следует осматривать и чистить не реже одного раза в месяц. Все открытые части сварочной установки, находящейся под напряжением питающей сети, надежно ограждаются.
Сопротивление изоляции необходимо проверять не реже одного раза в три месяца, а при автоматической сварке под флюсом — один раз в месяц. Изоляция должна выдерживать напряжение 2 кВ в течение 5 мин.
Корпуса электросварочного оборудования зануляются (заземляются). Для защитного зануления (заземления) корпуса источники питания, снабженные специальными болтами, присоединяют к проводу зануляющего (заземляющего) устройства. При этом каждую сварочную установку необходимо непосредственно соединять с зануляющим (за-земляющим) проводом. Последовательное соединение установок между собой и применение общего зануляющего (заземляющего) провода для группы установок не допускается. Несоблюдение этого требования может привести к тому, что при обрыве провода, последовательно соединяющего установки, некоторые из них окажутся неза-нуленными.

Правила электробезопасности при сварочных работах
Согласно правил электробезопасности, перед включением и отключением рубильника необходимо убедиться, занулен ли его кожух и изолирована ли ручка. При наличии повреждения рубильник отключают. Прежде чем приступить к работе, необходимо привести в порядок спецодежду; осмотреть рабочее место, проверить исправность электросварочной аппаратуры, наличие запломбированных электроизмерительных приборов; вытереть .насухо пол, если он окажется скользким (облит маслом, краской, водой); проверить исправность кабелей, проводов и их присоединения к узлам сварочной машины. При наличии неисправностей к электросварке приступать запрещается. Надо следить за тем, чтобы руки, обувь и одежда всегда были сухими.
По окончании сварки электросварщик обязан выключить сварочный трансформатор или генератор, отключить сварочный кабель с электродержателем, смотать провода в бухты и сложить в специально отведенное место.
Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.

Что можно использовать в качестве обратного провода при электросварке
В качестве обратного провода, соединяющего сва-риваемое изделие с источником сварочного тока, можно использовать гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения. Обратный провод должен быть изолирован так же, как и присоединенный к электродержателю. Использование в качестве обратного провода сети заземления металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Отдельные элементы, используемые в качестве обратного провода, тщательно соединяют между собой (сваркой или с помощью болтов, струбцин или зажимов). В установках для дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Особенности электросварки в особо опасных условиях
При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком. Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.

Ограничение напряжения холостого хода сварочного трансформатора
Все электросварочные установки при ручной дуговой сварке переменным током, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, при нормальных работах в помещениях с повышенной опасностью и т.п.), должны быть оснащены устройствами ограничения напряжения холостого хода до 12 В эффективного действия с выдержкой времени не более 1 с.
Обратноступенчатый способ сварки
Содержание:
- Виды швов
- Преимущества метода
- Выполнение обратноступенчатого метода
- Обратный провод
- Интересное видео
Обратноступенчатым называется особенный вид сварки. При его применении весь шов разделяют на участки, а затем каждый из них заваривают поочередно в направлении, противоположном увеличению его длины. Окончание конкретной ступени совпадает с началом предыдущей. Обратноступенчатый способ сварки предполагает предварительное разделение всей протяженности свариваемого шва на одинаковые участки. Их размер зависит от размера шва.

Виды швов
Сварные швы в зависимости от длины делятся на короткие, средние и большие. Максимальная длина первых — 300 мм. Средние находятся в диапазоне от этой величины до 1000 мм. А длинные, соответственно, обладают протяженностью свыше 1000 мм. Принадлежность к каждому из видов определяет способ сваривания.
Короткие сваривают в одном и том же направлении, перемещая электрод беспрерывно. Средние делят на некоторое количество одинаковых ступеней. Затем сварку производят одним из двух способов: от середины к краям или в одном направлении.

Длину ступени выбирают таким образом, чтобы при ее сварке расходовались 2-4 электрода. Обратноступенчатый способ сварки длинных швов осуществляется от середины шва к его краям. Вторым вариантом является сварка вразброс.

Преимущества метода
Важно понимать, для каких целей используется схема обратноступенчатой сварки. Обратноступенчатая сварка является эффективным методом сведения к минимуму деформаций и напряжений, возникающих при работе. Кроме того, такой способ помогает избегать коробления свариваемых деталей.
Напряжение внутри детали появляется вследствие неодинакового нагревания и понижения температуры различных ее частей, когда происходит их сжатие и расширение. Уменьшение размеров сварочной ванны как следствие ее усадки может привести к деформациям частей металлических изделий, граничащих со швом. Это происходит потому, что при остывании она сужается, что приводит к растягиванию ближайших слоев металла и появлению в них перекосов.
При грамотном выполнении работы напряжения внутри хотя и присутствуют, но сильных деформаций свариваемых изделий не вызывают. Данный способ уменьшает внутренние напряжения. При наложении соседних маленьких участков шва деформации в них имеют противоположные направления.
Выполнение обратноступенчатого метода
Метод предполагает применение электродов, имеющих большой диаметр. Разновидностями обратноступенчатой сварки являются движение от середины шва к краям и вразброс.
При работе необходимо соблюдать существующие правила электробезопасности. Все виды электросварочного оборудования должны иметь паспорт с отметкой о последней дате поверки и инструкцию по эксплуатации.
Обратный провод
Необходимо разбираться в такой тонкости, как обратный провод, и что допустимо применять в его качестве при сварке. Обратный провод при сварочных работах — это провод, обеспечивающий соединение с источниками тока. В качестве него используются:
- провода — жесткие и гибкие;
- шины в виде полосок минимального сечения 40х4 мм из стали или алюминия;
- сварочные плиты.
Обратный провод обязан иметь такую же изоляцию, как и прямой. Элементы, которые используются для него, должны быть надежно соединены между собой.
Интересное видео
Электробезопасность при выполнении сварочных работ
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Электротравма— травма, вызванная воздействием электрике ского тока или электрической дуги.
Электротравматизм — явление, характеризующееся совокупностью электротравм.
Электрическое замыкание на корпус — случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки.
Электрическое замыкание на землю — случайное электрическое соединение токоведущей части непосредственно с землей или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются воздействие электрического тока, проходящего в сварочной цепи, соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т д.
Виды электротравм
Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак) и электрический удар.
Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с т0к0ведущей частью (токовый ожог) за счет преобразования энергии электрического тока в тепловую.
Металлизация кожи происходит в результате механического и химического воздействия тока, когда парообразные или расплавленные металлические частицы проникают вглубь кожи и пораженный участок приобретает жесткую поверхность.
Электрический знак — следствие теплового воздействия при протекании тока относительно большой величины через малую поверхность с относительно большим сопротивлением при температуре 50—115°С и хорошем контакте, в результате чего возникают запекшиеся или обуглившиеся участки кожи либо припухлость ее, а также отпечаток от прикосновения токоведущей части.
Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Электроофтальмия приводит к воспалению наружных оболочек глаз, возникающему в результате воздействия мощного потока ультрафиолетовых лучей электрической дуги.
Электрический ток воздействует на нервную систему. Такое воздействие выражается очень резко, так как при прохождении через организм электрический ток поражает огромное количество чувствительных нервов Существенное влияние оказывает действие электрического тока на скелетную мускулатуру, вызывая судорогу, и особенно на сердце, вызывая фибрилляцию его (отдельные некоординированные «подергивания» волокон сердечной мышцы). При этом насосная функция сердца прекращается и может наступить смерть.
Причиной смерти, кроме фибрилляции, может быть остановка дыхания или ожог.
Степень тяжести поражения человека электрическим током зависит от следующих факторов, сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды.
Технические средства защиты
В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные.
Изолирующие средства защиты делятся на основные и дополнительные.
Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями.
Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки.
Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях, выполняемых с помощью основных защитных средств.
Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).
Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т. п ).
Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление — преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25.1).
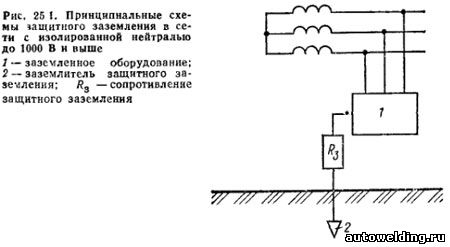
Назначение защитного заземления — устранение опасности поражения электрическим током при появлении напряжения на конструктивных частях электрооборудования, т. е. при замыкании на корпус.
Область применения защитного заземления — трехфазные трехпроводные сети напряжением до 1000 В с изолированной нейтралью.Различают заземлители искусственные, предназначенные исключительно для целей заземления, и естественные — находящиеся в земле металлические предметы.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3—5 см и угловую сталь размером 40×40 до 60×60 мм длиной 2,5— 3 м, стальные прутки диаметром 10—12 мм. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют полосовую сталь сечением не менее 4х12 мм или сталь круглого сечения диаметром не менее 6 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
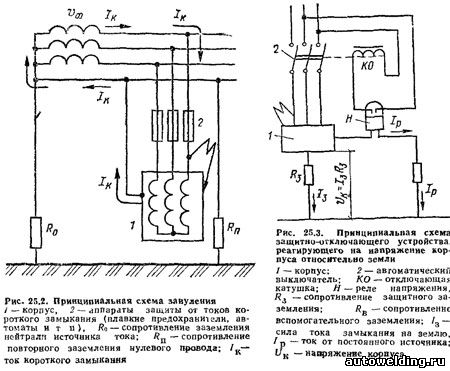
Зануление — преднамеренное электрическое соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25 2).
Назначение зануления — аналогично с назначением защитного заземления.
Область применения зануления — трехфазные четырехпроводные сети с напряжением до 1000 В с глухозаземленной нейтралью.
>[?Принцип действия зануления — превращение пробоя на корпус в однофазное замыкание (т. е. замыкание между фазным и нулевым проводами) с целью создания большого тока, способного обеспечить срабатывание защиты и тем самым автоматически отключить поврежденную установку от питающей сети. Такой защитой являются: плавкие предохранители и автоматические выключатели, устанавливаемые перед потребителями энергии для защиты от токов короткого замыкания Скорость отключения поврежденной установки, т. е. время с момента появления напряжения на корпусе до момента отключения установки от питающей электросети, составляет 5—7 с при защите установки плавкими предохранителями и 1—2 с при защите автоматами Защитное отключение — быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током (рис 25. 3) Основными частями устройства защитного отключения являются прибор защитного отключения и автоматический отключатель.
Прибор защитного отключения — совокупность отдельных элементов, которые реагируют на изменение какого либо параметра электрической сети и дают сигнал на отключение автоматического выключателя Таким элементом является датчик — устройство, воспринимающее изменение параметра и преобразующее его в соответствующий сигнал.
Автоматический выключатель—устройство, служащее для выключения и отключения цепей, находящихся под нагрузкой При коротких замыканиях он должен отключать цепь автоматически при поступлении сигнала от прибора защитного отключения Оказание первой помощи пострадавшему от воздействия электрического тока при сварочных работах. Первая доврачебная помощь при несчастных случаях от поражения электрическим током состоит из освобождения пострадавшего от действия тока и оказания ему медицинской помощи.
Освобождение пострадавшего от действия тока можно осуществить след>ющим образом отключить соответствующие части электроустановки, перерубить провода топором с деревянной рукояткой или оттянуть пострадавшего от токоведущей части, взявшись за его одежду, если она сухая, отбросить от него провод с помощью деревянной палки и т. п.
Если пострадавший в сознании, но до этого был в обмороке или продолжительное время находился под током, ему необходимо обеспечить полный покой до прибытия врача или срочно доставить в лечебное учреждение.
При отсутствии сознания, но сохранившемся дыхании, нужно ровно и удобно уложить пострадавшего на мягкую подстилку, расстегнусь пояс и одежду, обеспечить приток свежего воздуха, давать нюхать нашатырный спирт, обрызгивать водой, растирать и согревать тело.
При отсутствии признаков жизни надо делать искусственное дыхание и массаж сердца.
Искусственное дыхание должно быть начато немедленно, после освобождения пострадавшего от действия тока и выявления его состояния.
Наружный массаж сердца имеет целью искусственно поддержать в организме кровообращение и восстановить самостоятельную деятельность сердца.
О восстановлении деятельности сердца у пострадавшего судят по появлению у него собственного, не поддерживаемого массажем регулярного пульса.
Сварочный кабель
Для работы аппарата электродуговой сварки необходимо создать электрический дуговой разряд между электродом и деталью. Чтобы подвести ток к месту дуги, нужны провода. Они должны выдерживать очень большой ток — в сотни ампер. Проводимость кабеля обуславливается его поперечным сечением и материалом, из которого изготовлены его жилы.

Виды и назначение сварочного кабеля
Сварочный кабель присоединяется к источнику постоянного или переменного тока с одной стороны, и к держателю электрода и зажиму «массы» +85 °С — с другой. Исходя из требований технологического процесса, он может применяться в самых разных условиях.
Основными параметрами его являются:
- способность противостоять различным механическим нагрузкам и повреждениям, растяжению, сжатию, изгибу;
- устойчивость к перепадам температуры;
- устойчивость к излучению в ультрафиолетовом спектре;
- стойкость к грибковым и плесневым спорам;
- коррозионная стойкость.
Широко применяется несколько основных классов кабеля. Они подразделяются в соответствии с поперечным сечением, количеству жил и климатическому классу.
По количеству жил различают:
- Одножильные. Проводник сделан из медной проволоки, обладающей отличной проводимостью и пластичностью. Это обеспечивает гибкость при многократном сматывании/разматывании. Широко применяется в малогабаритных мобильных инверторных аппаратах.
- Двужильные. Два изолированных проводника — катодный и анодный, позволяют работать переменным током высокой частоты. Делаются из специальных сплавов меди с другими металлами.
- Трехжильные. Разработаны для автоматизированных сварочных комплексах для соединения трубопроводов и сосудов давления.

Применение различных изолирующих оболочек позволяет производить сварочные кабели в разном климатическом исполнении:
- Тропическое (КГ-Т). Провод может работать до +85 °С и при высокой влажности. Антисептическая пропитка защищает его от бактерий и спор грибков и плесени. В тропических условиях обычные провода для сварочного аппарата не выдерживают и могут порваться.
- Хладостойкое (КГ-ХЛ). Для изоляции использованы специальные морозостойкие полимеры, не трескающиеся и сохраняющие эластичность при морозе до -60 °С
Конструктивные особенности
Конструкция кабеля была разработана и много лет совершенствовалась, а исходя из условий его эксплуатации. Проводящая жила имеет круглое сечение и сплетена из нескольких медных многожильных проводов. Между проводящей жилой и изоляцией проложен разделяющий слой — полимерная пленка. Если применяется специально разработанная электроизоляционная резина, предотвращающая затекание внутрь жилы, то обходятся без разделяющего слоя.
Конструктивный срок службы сварочного провода определен в четыре года. После этого производители рекомендуют заменить его на новый.

Сечение сварочного кабеля
Существует технология реновации, предусматривающая удаление изношенной изоляции и нанесение нового ее слоя. Это позволяет вернуть сварочные провода к жизни и продлить срок их эксплуатации.
Характеристики
На сегодняшнем рынке нет модели настолько универсальной, чтобы она могла служить в условиях любого климата и любого производства. Вместо этого производители предлагают линейки продуктов, адаптированных к тем или иным условиям, обеспечивая в них минимальное сопротивление и максимальную гибкость.
Основной характеристикой кабеля является его сечение. Оно определяет максимальную нагрузку тока, который можно пропустить по электрической цепи.
Следующая характеристика — это количество жил. В бытовых сварочных аппаратах применяется одножильный провод.
- климатический класс;
- частотность;
- жаростойкость;
- гибкость.
Типы используемых проводников
В сегодняшнем оборудовании для сварки применяют следующие типы проводов:
- одножильные медные, применяемые вместе с инверторными источниками тока;
- двужильные высокочастотные, используемые при импульсной сварке и разделке металлических конструкций;
- трехжильные для автоматических сварных комплексов, используемых при монтаже трубопроводов и сосудов давления.
В комплекте со сварочным аппаратом поставляются провода, рассчитанные на его максимальный сварочный ток. Он указан в паспорте устройства и на табличке на его корпусе.

Сварочный аппарат в комплекте с кабелем и маской
Так, для тока 160-190А сечение провода должно быть не менее 16 мм 2 . При увеличении тока до 250 А потребуется увеличить и сечение до 25 мм 2 , а для специализированных профессиональных моделях, развивающих ток до 500А, нужен соответственно кабель для сварки в 95 мм 2 .
Критерии выбора
Основные критерии, которыми руководствуются при подборе кабеля на сварочный аппарат, следующие:
- тип (количество жил);
- сечение (выбирают исходя из максимального тока);
- длина (определяется расстоянием от аппарата до рабочей);
- условия эксплуатации;
- совместимость со сварочным аппаратом;
- цена.
Можно ли удлинять кабель
Среди экспертов много спорят на эту тему. Спорят о нем «до хрипоты, до крика». Одни уверяют, что провод ни в коем случае удлинять нельзя, это приведет к падению производительности, безопасности и качества шва. Другие утверждают, что, поскольку в рекомендациях производителей об этом ничего не говорится, то удлинять можно.
Истина, как всегда, находится посередине. С длинными проводами намного удобнее работать, если сварщику приходится постоянно перемещаться от одной точки сварки к другой. Длинный провод означает меньше переносов сварочного аппарата. Расплатой за такое удобство становится увеличение сопротивления кабеля. Для сохранения параметров дуги придется повышать рабочий ток, что может привести к перегрузке и ускоренному износу сварочного оборудования.
Из этой неприятной ситуации есть простой выход: более длинный кабель должен иметь большее сечение.

В ходе замены првода на более длинный важно правильно присоединить к нему штекерные и клеммные разъемы. Это делается с обязательной пропайкой и последующей опрессовкой.
Итак, удлинять провод допустимо, но при этом надо повышать его поперечное сечение и тщательно присоединять разъемы.
Выбор сечения при удлинении кабеля
В случае необходимости удлинения кабеля важно придерживаться принципа сохранения его общего сопротивления. Согласно законам электротехники, для цилиндрического проводника сопротивление прямо пропорционально его дли и обратно пропорционально его сечению.
Грубо говоря, если провод стал в два раза длиннее, то и сечение сварочного кабеля должно быть вдвое больше.
Если увеличение длины не кратное, то сечение нового кабеля можно определить по формуле:
S2=L2/L1×S1,
где S2 и L2 — сечение и длина нового кабеля, а S1 и L1 — старого.
Особенности эксплуатации и правила подключения
Подключая провода кабеля к сварочному аппарату нужно соблюдать определенные правила.
Нужно соблюдать полярность. На многих источниках, не предусматривающих сварку обратной полярностью, размеры штекеров сделаны разными, и подключить кабели наоборот просто невозможно. Если же размеры штекеров одинаковые, нужно внимательно следить за их маркировкой.
Необходимо следить за сохранностью опрессовки разъемов и целостностью изоляции. Это входит в обязательную проверку оборудования перед началом работы. Работать кабелем с нарушенной изоляцией, разлохматившимися жилами категорически запрещено.
Требования к сварочным кабелям
Провод должен обеспечивать подведение тока к месту дуги с минимально возможными потерями. Поэтому их делают медными — мель обладает максимальной проводимостью из доступных металлов. Чтобы кабель не нагревался проходящим током, его сечение делают достаточно большим.
Кроме того, сварщику требуется держать электрод под разными углами и зачастую совершать им сложные движения. Провод не должен сковывать движения руки сварщика. Кроме того, при сборке сложных строительных и промышленных конструкций варить приходится в труднодоступных местах. Поэтому кабель должен быть гибким, а материал изоляции — эластичным и упругим.
Поскольку металлические конструкции, среди которых проводятся сварочные работы, являются проводниками электрического тока, изоляция должна быть прочной, долговечной и выдерживать высокие напряжение.
Также изоляция должна иметь высокую стойкость к разрыву, сдавлению и кручению, стойкой к экстремальным температурам, агрессивным средам.

Сварочный инвертор в работе
В ходе использования провод неоднократно сматывают в бухты и разматывают обратно. Всем вышеперечисленным требованиям соответствует медный многожильный провод больших сечений в изоляции из маслобензостойкой резины.
Маркировка сварочного кабеля
Маркировка состоит из буквенно-цифрового обозначения.
Начинается она с аббревиатуры, означающей класс проводов. Так, КС — означает «кабель сварочный», буква К означает, что токопроводящая жила сплетена из медной проволоки.
Очень близкими техническими характеристиками обладает марка КГ (гибкий), его также можно использовать для сварки в домашних условиях.
Литера «П» означает наличие полимерного защитного слоя. Литеры «ХЛ» указывают на морозостойкое исполнение. Такие модели можно применять до -60 °С. Он покрыт дополнительным слоем полимера, предотвращающим растрескивание на морозе.
Литера Т означает тропическое исполнение. Изоляция сделана из материалов, могущих работать при температурах до +85 °С и содержащих в своем составе антисептические и антибактериальные препараты. Эта изоляция также обладает способностью работать как при очень высокой, так и при очень низкой влажности окружающего воздуха, сохраняя свои высокие рабочие качества и в жарких пустынях, и в мангровых лесах.
Сочетание КОГ указывает на примененные жилы повышенной гибкости. Такие кабели позволяют протянуть их в самые замысловатые уголки собираемой конструкции или строящегося судна. Кроме того, он обеспечивает повышенный комфорт для сварщика при выполнении сложных швов замысловатого рисунка.
Литера ВЧ означает адаптацию для токов высокой частоты. Такой провод будет отлично работать со сварочным инвертором, как бытовым, так и профессиональным.
Сочетание КГ означает повышенную водонепроницаемость. Таким проводом можно проводить работы и под водой. Для этого требуется обеспечить безупречную гидроизоляцию всех разъемов.
И, наконец, ГН означает огнеупорность или негорючесть. Такие модели применяются при сварке « на горяче» в условиях промышленных предприятий, когда сварке подвергается термоообработанная (нагретая до температуры пластичности) заготовка.

Маркировка сварочного кабеля
Далее идет цифра 1, 2 или 3, обозначающая число жил. Затем через символ «х» указывается сечение токопроводящей жилы в квадратных миллиметрах.
Производители импортных сварочных кабелей используют собственные системы обозначений. В любом магазине, торгующем сварочным оборудованием, есть таблицы соответствия и заменимости отечественных и импортных моделей
Как быстро научиться варить сварочным инвертором
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.

