
Марка меди для электродов контактной сварки
Электроды для контактной сварки. Характеристики рекомендуемых сплавов

 Точечная сварка, благодаря появлению компактных ручных аппаратов типа BlueWeldPlus, становится популярной не только при промышленных масштабах применения, но и в быту. Слабым местом такой технологии являются электроды для контактной сварки: их низкая стойкость во многих случаях отпугивает потребителя.
Точечная сварка, благодаря появлению компактных ручных аппаратов типа BlueWeldPlus, становится популярной не только при промышленных масштабах применения, но и в быту. Слабым местом такой технологии являются электроды для контактной сварки: их низкая стойкость во многих случаях отпугивает потребителя.
Причины недолговечности электродов контактной электросварки
Процесс контактной сварки состоит из следующих стадий:
- Предварительной подготовки поверхности соединяемых деталей – она должна быть непросто очищена от загрязнений и окислов, но и очень ровной, чтобы исключить неравномерность возникающего напряжения электрического поля.
- Ручного или механического прижима свариваемых изделий – с увеличением усилия прижима растут интенсивность диффузии и механическая прочность сварного шва.
- Локального расплавления металлов в зоне прижима теплом электрического тока, в результате чего формируется сварочное соединение. Прижим электродов на этой стадии препятствует образованию сварочных брызг.
- Отключения тока и постепенного остывания сварного шва.

Таким образом, материал электродов для контактной сварки претерпевает не только значительные термические напряжения, но и механические нагрузки. Поэтому к нему предъявляется ряд требований – высокая электропроводность, высокая термическая стойкость (в том числе – и от постоянных колебаний температуры), повышенные значения предела прочности на сжатие, малый коэффициент теплоёмкости. Таким комплексом свойств обладает ограниченное число металлов. В первую очередь – это медь, и сплавы на её основе, однако и они не всегда удовлетворяют производственным требованиям.
В связи с постоянным повышением энергетических характеристик производимых сварочными клещями для точечной сварки многие торговые марки ориентируют потребителя на применение только «своих», фирменных электродов, что не всегда соблюдается. В результате снижается качество сварных швов, получаемых по такой технологии, подрывается доверие к самому процессу контактной электросварки.
Преодоление указанных проблем производится двумя путями: совершенствованием видов и конструкций сварочных электродов для точечной сварки, и разработкой новых материалов, используемых для изготовления таких электродов. Для частных пользователей имеет значение также и цена вопроса.
Материалы электродов
Согласно ГОСТ 2601, критерием качества готового шва является его прочность на разрыв или сдвиг. Она зависит от интенсивности тепловой мощности в зоне электрического разряда, а потому связывается в первую очередь с теплофизическими характеристиками материала электродов.
Использование медных электродов малоэффективно по двум причинам. Во-первых, медь, являясь высокопластичным металлом, не обладает достаточной упругостью, чтобы в период между рабочими циклами полностью восстановить геометрическую форму электродов. Во-вторых, медь весьма дефицитна, а частая замена электродов обуславливает и высокие финансовые затраты.
Попытки использовать более твёрдую, упрочнённую медь успеха не имеют: для нагартованного материала параллельно с повышением твёрдости снижается температура рекристаллизации, поэтому с каждым рабочим циклом износ рабочего торца электрода для контактной сварки будет возрастать. Поэтому практическое применение получили медные сплавы с добавлением ряда других металлов. В частности, введение в медный сплав кадмия, бериллия, магния, цинка и алюминия мало изменяет показатель теплопроводности, зато улучшает твёрдость при нагреве. Стойкость электрода от динамических тепловых нагрузок увеличивают железо, никель, хром и кремний.
При подборе оптимального материала сварочных электродов для контактной сварки ориентируются на показатель удельной электропроводности сплава. Чем меньше он будет отличаться (в меньшую сторону) от электропроводности чистой меди – 0,0172 Ом·мм 2 /м, тем лучше.
Наиболее эффективную стойкость против износа и деформации показывают сплавы, в состав которых входят кадмий (0,9…1,2%), магний (0,1…0,9%) и бор (0,02…0,03%).

Выбор материала для электродов точечной сварки зависит также и от конкретных задач процесса. Можно выделить три группы:
- Электроды, предназначенные для проведения контактной сварки в жёстких условиях (непрерывное чередование циклов, поверхностные температуры до 450…500ºС). Их изготавливают из бронз, содержащих хром и цирконий (Бр.Х, Бр.ХЦр 0,6-0,05. В эту же группу включают никель- кремнистые бронзы (Бр.КН1-4), а также бронзы, дополнительно легированные титаном и бериллием (Бр.НТБ), используемые для точечной сварки нержавеющих и жаропрочных сталей и сплавов.
- Электроды, применяемые при контактных температурах на поверхности до 250…300ºС (сварка обычных углеродистых и низколегированных сталей, медных и алюминиевых изделий). Их производят из медных сплавов марок МС и МК.
- Электроды для относительно лёгких режимов эксплуатации (поверхностные температуры до 120…200ºС). В качестве материалов применяется кадмиевая бронза Бр.Кд1, хромистая бронза Бр.Х08, кремненикелевая бронза Бр.НК и др. Такие электроды могут использоваться также и для роликовой контактной электросварки.
Следует отметить, что по убыванию удельной электропроводности (по отношению к чистой меди) эти материалы располагаются в следующей последовательности: Бр.ХЦр 0,6-0,05→МС→МК→Бр.Х→Бр.Х08→Бр.НТБ→Бр.НК →Бр.Кд1→Бр.КН1-4. В частности, разогрев до требуемой температуры электрода, изготовленного из бронзы Бр.ХЦр 0,6-0,05 произойдёт примерно вдвое быстрее, чем полученного из бронзы Бр.КН1-4.
Конструкции электродов
Наименее стойким местом электрода является его сферическая рабочая часть. Электрод бракуется, если увеличение размеров торца превышает 20% от первичных размеров. Конструкция электродов определяется конфигурацией свариваемой поверхности. Различают следующие исполнения инструмента
- С цилиндрической рабочей частью и конической посадочной частью.
- С коническими посадочной и рабочей частью, и переходным цилиндрическим участком.
- Со сферическим рабочим торцом.
- Со скошенным рабочим торцом.
Кроме того, электроды могут быть сплошными и составными.

При самостоятельном изготовлении (либо перезаточке) рекомендуется выдерживать следующие соотношения размеров, при которых инструмент будет обладать максимальной стойкостью:
- Для расчёта диаметра электрода d пользуются зависимостью Р = (3…4)d 2 , где Р – фактически необходимое сжатие электродов при проведении процесса контактной электросварки. В свою очередь, рекомендуемые значения давления осадки, при котором получаются наиболее качественные соединения, составляет 2,5…4,0 кг/мм 2 площади получаемого сварного шва;
- Для электродов с конической рабочей частью оптимальный угол конусности варьируется от 1:10 (для инструмента с диаметром рабочей части до 30…32 мм) до 1:5 – в противоположном случае;
- Выбор угла конуса определяется также и наибольшим усилием сжатия: при максимальных усилиях рекомендуется принимать конусность 1:10, как обеспечивающую повышенную продольную стойкость электрода.
Основные формы электродов для контактной сварки устанавливает ГОСТ 14111, поэтому, применяя те или иные соотношения размеров, следует учитывать размеры посадочного пространства под инструмент для конкретной модели машины контактной сварки.

Значительную экономию материала даёт применение составных конструкций. При этом для изготовления корпуса применяют материалы с высокими значениями электропроводности, а съёмную рабочую часть изготавливают из сплавов с высокой твёрдостью и износостойкостью (в том числе и термической). В частности, подобным сочетанием свойств обладают металлокерамические сплавы от швейцарской фирмы АМРСО марок A1W или A1WC, содержащие 56% вольфрама и 44% меди. Их электропроводность достигает 60% от электропроводности чистой меди, что определяет малые потери на нагрев при выполнении сварки. Рекомендуемым материалом могут быть и бронзовые сплавы с добавками хрома и циркония, а также вольфрам.
Электроды для контактной сварки лёгких сплавов, где не требуется значительного усилия прижима, выполняют со сферической рабочей частью, а для контактных губок аппаратов точечной электросварки целесообразно применять кремнистые бронзы.
Механические характеристики электродов должны находиться в следующих пределах:
- Твёрдость по Бринеллю, НВ – 1400…2600;
- Модуль Юнга, ГПа – 80…140;
- Предельный изгибающий момент, кгсм – не ниже 750…800.
Конструкции электродов всегда должны быть полыми, для обеспечения эффективного охлаждения.
Электроды для сварки меди
Содержание:
- Применяемые электроды
- Сварка проводов из меди
- Правильное использование
- Интересное видео
Медь и сплавы, в которых она является основой, — достаточно проблематичные материалы, когда заходит речь об их сварке. Трудности могут появиться вследствие того, что существует большая вероятность возникновения такого дефекта, как поры. Это объясняется высокой степенью активности меди при взаимодействии с газами, в частности кислородом и водородом.
Также возможно окисление металла. Все это явно не способствует образованию качественного шва. Существенно исправить положение помогут специальное предназначенные электроды для сварки меди. Существует несколько марок таких расходных материалов.

Применяемые электроды
Из всего многообразия электродов по меди следует делать выбор в зависимости от способов сварки. Также учитывается толщина свариваемых изделий.

Комсомолец-100
Это наиболее часто применяемый вид электродов для работы с технически чистыми марками меди ручным дуговым способом. При работе с ними следует выбирать постоянный ток и устанавливать обратную полярность. Сварка производится с предварительным нагревом деталей.
Стержень Комсомольца-100 выполнен из проволоки марки М1, а покрытие называется специальным. Размер поперечных сечений — 3,0; 4,0; 5,0 миллиметров. При увеличении размера увеличивают значение величины тока.
Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма электродов. Основу химического состава электродов Комсомолец-100 составляет медь. Также в незначительных количествах там присутствуют такие элементы, как марганец, кремний и железо.
Медные электроды марки Комсомолец-100 используют для сварки в нижнем и вертикальном положении шва. Могут быть использованы также для соединения медных изделий с выполненными из стали.
ОЗБ-2М
Медные электроды для сварки меди и соединений на ее основе ОЗБ-2М имеют основное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,4 килограмма электродов. При установлении режима выбирается постоянный ток, а полярность выставляется обратной. ОЗБ-2М выпускаются диаметрами 3,0 и 4,0 миллиметров.
К преимуществу относится возможность осуществлять сварку в различных положениях — нижнем, наклонном, горизонтальном. При вертикальном положении шва выбираются движения электрода из нижнего положения наверх. Полученный шов обладает высокой износоустойчивостью.
Такие медные электроды для контактной сварки помогут осуществить наплавку в нижнем положении при использовании постоянного тока и выставлении полярности обратного типа. Имеют специальное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов.
Прокалка перед сваркой должна составлять два часа. ОЗБ-3 выпускаются диаметрами 4,0 и 5,0 миллиметров. Сварочный процесс должен осуществляться только в нижнем положении. Такой вид электродов также может использоваться для работ с бронзовыми изделиями.
АНЦ/ОЗМ-2
Специфика этих электродов заключается в том, что их можно использовать исключительно для сварки изделий из чистой меди без примесей. Содержание кислорода не должно превышать одну сотую процента.
Вид покрытия — специальный. Применяются при сварке внизу, а также под наклоном. Для сварки одного кило меди потребуется 1,5 килограмма расходняков. Детали небольшой толщины допустимо предварительно не нагревать. Ток должен быть постоянным. Полярность выставляется обратной. Размеры поперечных сечений — 4,0; 5,0; 6,0 миллиметров.
Прокалка перед сваркой должна составлять полтора часа. Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма этих расходняков.
АНЦ/ОЗМ-3
Так же, как и предыдущий вид электродов, используется для сварки чисто медных изделий с содержанием кислорода не более 0,01%. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов. Значения поперечных сечений — 4,0 и 5,0 миллиметров.
АНЦ/ОЗМ-3 во время процесса сварки должны совершать небольшие колебательные движения поперек направления шва. Если свариваются детали толщиной менее десяти миллиметров, то предварительный нагрев не требуется. Обязательное прокаливание займет два часа.
Сварка проводов из меди
С помощью медно-графитового электрода можно соединять провода из меди. Электрод для сварки медных проводов внутри имеет стержень из графита. Отличительная особенность таких электродов состоит в том, что они не плавятся при сварочном процессе. Сварной шов на медных проводах обладает стойкостью к коррозии и действию повышенной температуры.
Правильное использование
Недостаточно грамотно выбрать электроды для меди, следует разобраться в правилах их использования. Чтобы шов соответствовал всем требованиям, необходимо учитывать свойства меди.
Медь обладает такой характеристикой, как текучесть. Сразу после начала процесса плавления исчезает ее твердая форма. Кроме этого меди свойственна повышенная теплопроводность. Тепло через медь проходит гораздо быстрее, чем через другие металлы, что может привести к образованию прожогов.
Также следует учитывать, что вследствие существенно повышенной активности при взаимодействии с газами возможно образование пор и даже горячих трещин.
Поэтому так важен установленный правильно режим сваривания и проведение подготовительных работ. Перед началом сварочного процесса необходима закалка электродов не менее одного часа. Также следует подготовить свариваемые детали: очистить их от загрязнений, следов краски и масел, и разделать их кромки.
При работе электроды для пайки меди следует водить со средней скоростью. Формирование шва должно происходить равномерно, чтобы исключить прожоги, наплывы и непровары. Силу тока устанавливают на 10% меньше, чем обычно.
Правильное использование включает в себя регулярную заточку медных электродов. Инструмент для заточки медных электродов предназначается для того, чтобы зачищать контактную поверхность электродов от нагара.
Интересное видео
Электроды для контактной сварки
Время чтения: 5 минут
Электроды для точечной сварки совсем непохожи на классические штучные электроды с покрытием. Да и сама контактная сварка существенно отличается от любой другой привычной для нас технологии соединения металлов.

Поэтому не удивительно, что форма и материал для электродов контактной сварки нужно подбирать с особым вниманием и учитывать множество нюансов, чтобы не ошибиться. В этой статье мы кратко расскажем, какими бывают электроды для контактной сварки и из чего они изготавливаются.
Общая информация
Если вы имеете представление о контактной сварке, то наверняка заметили, что применяемые в этой технологии электроды разительно отличаются от привычных штучных стержней. Для большинства сварщиков электрод — это металлический пруток, имеющий специальное покрытие. Но в контактной сварке используются электроды другого типа.
Они представляют собой металлические изделия цилиндрической формы с заостренным концом. Их диаметр намного больше, чем у стандартного штучного электрода с покрытием. При этом электроды для контактной сварки могут быть самых разнообразных форм.
Форма электродов
Наиболее применяемая форма — прямая. Такие электроды не имеют изгибов, просты в изготовлении и используются чаще всего. Подходят для сварки листового металла и не труднодоступной сварки. Могут быть изготовлены из различных металлов.
Кстати, материал электрода должен подбираться исходя из материала основного металла, который вы будете варить. И электроды, и металл должны иметь схожий состав, чтобы соединение получилось прочным и долговечным. Это касается электродов любой формы и размера.
Но электроды прямой формы не всегда способны сформировать сварную точку, когда проводится сварка в труднодоступных местах или деталь сложная. В таких случаях используют электроды изогнутой формы. Ниже вы можете видеть лишь немногие из возможных форм. Современные производители предлагают десятки разновидностей для выполнения даже самых сложных задач.

Чтобы изготовить электрод прямой формы, можно использовать недорогое оборудование, работающее по заданному шаблону. А вот для изготовления электрода сложной формы предварительно изготавливают его модель в полную величину. Это необходимо, чтобы еще на стадии проектирования изделия исключить ошибки и недочеты. Сложная форма требует повышенного внимания и опытных специалистов.
Охлаждение
Во время контактной сварки электроды подвергаются существенным температурным нагрузкам. Поэтому они нуждаются в оперативном охлаждении. И воздуха здесь недостаточно. Чаще всего применяется внутреннее или наружное охлаждение с помощью воды. Вода подается либо по специальным трубкам, либо прямо сквозь отверстия в электроде.
Охлаждение электродов сложной формы зачастую приводит к трудностям. А все из-за особенной его конструкции. Поэтому при использовании фигурных электродов уделите особое внимание их эффективному охлаждению.
Если применяется электрод большого размера (не важно, прямой или фигурный), то вдоль его корпуса можно припаять две медные трубки и через них пустить воду. Учтите, что электроды для контактной сварки всегда охлаждаются хуже, чем обычные штучные стержни с покрытием. Поэтому для их эффективного охлаждения периодически снижайте темп сварочных работ, чтобы электроды не перегревались. Это особенно касается электродов сложной формы.
Материал электродов
Материал электродов для контактной сварки не может быть абсолютно любым. Сама контактная сварка предполагает высокие температуры, сжатие, напряжение, неравномерный прогрев электрода и прочее. Соответственно, металл, из которого будут изготовлены электроды, должен обладать характеристиками, которые позволят изделию противостоять всем нагрузкам. Ведь чем дольше форма электрода будет оставаться неизменной, тем качественнее будут сварные точки. Как только форма начнет меняться под воздействием нагрузок, так сразу начнет ухудшаться качество соединений.
Что еще может привести к деформации электрода? Постоянный перегрев, плавление или даже окисление — все это ждет электроды, применяемые при контактной сварке. Поэтому важно правильно подобрать материал, из которого они будут изготовлены.

Основным материалом является медь. Но она никогда не используется в чистом виде, поскольку не является жаропрочной. А это важно при контактной сварке. Производители учитывают эту особенность и применяют различные медные сплавы, в составе которых помимо меди есть разные легирующие компоненты.
Это может быть хром, алюминий, цинк, магний, кадмий, цирконий, бериллий и некоторые другие металлы. Благодаря им медные электроды не теряют своей высокой электропроводности, при этом приобретают улучшенные эксплуатационные характеристики. Для сравнения, исключительно медные электроды приходят в негодность в 6 раз быстрее, чем электроды, изготовленные из смеси меди и любого легирующего компонента.
Но это не значит, что при покупке электродов вы можете просто выбрать изделия с выше описанным составом и забыть о трудностях. Нужно также учитывать особенности металла, который вы будете варить. Так, например, если вы будете работать с оцинкованной сталью, то необходимо приобрести электроды с медью, вольфрамом и молибденом в составе. Так электроды будут достаточно твердыми и стойкими по отношению к основному металлу. И не придут в негодность.
Вместо заключения
Материалы для электродов, их форма и размер могут быть самыми разнообразными: от примитивных и простых до замысловатых и с трудно выговариваемым составом. Здесь важно четко осознавать, какой тип работ вам предстоит. И уже, исходя из этого, подбирать электроды.
Какой металл вы варите? Какова его толщина? В каком пространственном положении будет происходить сварка? Вы должны дать ответ на каждый из этих вопросов, чтобы правильно выбрать электроды для контактной сварки. Если у вас уже есть опыт, поделитесь им в комментариях ниже. Любой совет будет полезен для всех новичков. Желаем удачи в работе!
Электроды для контактной сварки

Контактная сварка нашла применение на производстве и в быту. И это не удивительно, везде используются металлические конструкции, требующие надежного скрепления.
Причины недолговечности электродов контактной электросварки
Процесс контактной сварки состоит из следующих стадий:
- Предварительной подготовки поверхности соединяемых деталей – она должна быть непросто очищена от загрязнений и окислов, но и очень ровной, чтобы исключить неравномерность возникающего напряжения электрического поля.
- Ручного или механического прижима свариваемых изделий – с увеличением усилия прижима растут интенсивность диффузии и механическая прочность сварного шва.
- Локального расплавления металлов в зоне прижима теплом электрического тока, в результате чего формируется сварочное соединение. Прижим электродов на этой стадии препятствует образованию сварочных брызг.
- Отключения тока и постепенного остывания сварного шва.
Таким образом, материал электродов для контактной сварки претерпевает не только значительные термические напряжения, но и механические нагрузки. Поэтому к нему предъявляется ряд требований – высокая электропроводность, высокая термическая стойкость (в том числе – и от постоянных колебаний температуры), повышенные значения предела прочности на сжатие, малый коэффициент теплоёмкости. Таким комплексом свойств обладает ограниченное число металлов. В первую очередь – это медь, и сплавы на её основе, однако и они не всегда удовлетворяют производственным требованиям.
В связи с постоянным повышением энергетических характеристик производимых сварочными клещями для точечной сварки многие торговые марки ориентируют потребителя на применение только «своих», фирменных электродов, что не всегда соблюдается. В результате снижается качество сварных швов, получаемых по такой технологии, подрывается доверие к самому процессу контактной электросварки.
Преодоление указанных проблем производится двумя путями: совершенствованием видов и конструкций сварочных электродов для точечной сварки, и разработкой новых материалов, используемых для изготовления таких электродов. Для частных пользователей имеет значение также и цена вопроса.

Виды и общие понятия
Что такое контактная сварка, как она работает? Соединение происходит при нагреве металла с помощью электротока (постоянного или переменного) и сжимающего усилия. Имеет обозначение — Electric Resistance Welding (ERW — электрическая сварка сопротивлением).

Виды контактной сварки:
- стыковая;
- точечная;
- шовная или роликовая;
- рельефная.
В статье ниже на фото представлен принцип соединения металлических изделий, разными видами.
Электрическая контактная сварка имеет как плюсы, так и минусы.
- высокая скорость (соединение стыка или точки происходит за 0,02–1 с.);
- расходуется мало материала;
- отменное качество соединений;
- требования к квалификации рабочего снижены;
- нетоксичность и автоматизация процесса.
К недостаткам точечной сварки можно отнести — отсутствие герметичности сварных швов.
Машины и аппараты для контактной сварки выпускаются подвесными, стационарными и передвижными. А в само тело агрегатов входит электро и механическая части, охлаждение и система сжатия.
Материалы электродов для контактной сварки
Одним из решающих факторов качества сварного шва, является прочность на разрыв. Это определяется температурой сварной точки и зависит от теплофизических свойств материала проводника.
Медь в чистом виде неэффективна, поскольку является очень пластичным металлом и не имеет необходимой упругости, чтобы между сварными циклами восстановиться в геометрической форме. Кроме того, себестоимость материала относительно высока, а при таких свойствах электроды требовали бы регулярной замены, что привело бы к удорожанию процесса.
Использование упрочненной меди также не увенчалось успехом, так как снижение температуры рекристаллизации приводит к тому, что с каждой следующей сварной точкой износ рабочей поверхности будет увеличиваться. В свою очередь, эффективными оказались сплавы меди с рядом других металлов. К примеру, кадмий, бериллий, магний и цинк добавили твердости сплаву во время нагрева. В то же время железо, никель, хром и кремний позволяют выдерживать частые тепловые нагрузки и сохранять темп работы.

Электропроводность меди составляет 0,0172 Ом*мм2/м. Чем меньше этот показатель, тем наиболее он подходит в качестве материала электродов для контактной сварки.
В случае, если нужно сварить элементы из разных металлов или деталей разной толщины, тогда электротеплопроводность электрода должна составить до 40% от данного свойства чистой меди. Однако если выполнить весь проводник из такого сплава, то он будет достаточно быстро нагреваться, поскольку имеет высокое сопротивление.
Используя технологию составных конструкций можно добиться ощутимой экономии средств. В таких конструкциях материалы, используемые в основании, подбирают с высоким показателем электропроводности, а наружную или сменную часть изготавливают из тепло и износостойких сплавов. Например, металлокерамические сплавы, состоящие на 44 % из меди и на 56 % из вольфрама. Электропроводность такого сплава составляет 60 % от электропроводности меди, что позволяет минимальными усилиями нагреть сварную точку.
В зависимости от условий работы и поставленных задач, сплавы делятся на:
- Тяжелые условия. Электроды, работающие при температуре до 500 оС, выполнены из сплавов бронз, хрома и циркония. Для сварки нержавейки используют сплавы бронз, легированных титаном и бериллием.
- Средняя нагрузка. Сваркустандартно углеродистых, медных и алюминиевых деталей, производят электродами из сплавов, в которых марка меди для электродов, способная работать при температуре до 300 оС.
- Легко нагруженные. Сплавы, в состав которых входит кадмиевая, хромистая и кремненикелевая бронзы, способны работать при температуре до 200 оС
Разновидности оборудования для контактной сварки
Главной особенностью данной технологии является соединение заготовок по всей площади. Оптимальный нагрев производится за счет оплавления с помощью сварочной установки. Однако, в некоторых случаях прибегают к нагреву за счет сопротивления детали прохождению электрического тока.
Контактная точечная сварка может происходить как с расплавлением металла, так и без данной технологической особенности процесса. Контактной сваркой можно соединять металлические элементы, сечение которых находится в пределах от 1 до 19 мм, причем в большинстве случаев пользуются сваркой сопротивлением, так как расход электродного материала будет значительно ниже, а итоговое соединение получается значительно более прочным. Используется данная сварка при выполнении довольно точных работ, например, в процессе производства рельсов для создания железнодорожного полотна.
Вместо заключения
Материалы для электродов, их форма и размер могут быть самыми разнообразными: от примитивных и простых до замысловатых и с трудно выговариваемым составом. Здесь важно четко осознавать, какой тип работ вам предстоит. И уже, исходя из этого, подбирать электроды.
Какой металл вы варите? Какова его толщина? В каком пространственном положении будет происходить сварка? Вы должны дать ответ на каждый из этих вопросов, чтобы правильно выбрать электроды для контактной сварки. Если у вас уже есть опыт, поделитесь им в комментариях ниже. Любой совет будет полезен для всех новичков. Желаем удачи в работе!
Электроды для контактной сварки
Электроды стыковых машин для сварки рельсов и швеллеров имеют плоскую выемку, для стыковки труб — полукруглую или призматическую выемку, а для сплавления полос — плоское основание.
Для точечного соединения в основном используют прямые электроды, с плоской или сферической рабочей поверхностью. Есть ещё сапожковая поверхность (смещенная), которая применяется в скреплении сложных узлов.

При рельефной сварке востребованы электроды для одно и многорельефных соединений, а также для Т-образных и кольцевых сплавлений металла.
Ролики (электроды — диаметром 100-400 мм) выпускают в форме плоских дисков, имеют скосы и сменную рабочую поверхность. Которую зачищают щетками или шарошками.
Для изготовления электродов применяют спецсплавы с медной основой. Можете посмотреть таблицу, состав и свойства применяемых электродных материалов.

Сварочные контактные аппараты для дома
Прежде чем купить сварочный агрегат для дома, ответьте себе на вопрос, как часто будет он использоваться и какие металлические изделия им будут свариваться.
Скорее всего, стационарные и подвесные машины вам не понадобятся. А вот переносной агрегат, пригодится в домашнем хозяйстве.
Переносные приборы делятся на два вида:
- инверторные;
- и с клещами.
Инвертор. Это экономичный и полезный прибор для бытовых нужд с малым весом и небольшими размерами. В аппараты данного класса внедрен тиристорный генератор и микропроцессорная система, регулирующая мощность и продолжительность импульса. Бытовой сети хватает для подключения инвертора.
Для точечной сварки ручные клещи. Приборы среднего веса от 8 до 15 кг, предназначены для соединения листового и другого металла толщиной до 5 мм. В систему управления входит микропроцессор, регулирующий режимы сварки в большом диапазоне. Возможна и ручная регулировка, аппараты питаются от однофазной домашней сети или от 380в.

Ручные клещи TECNA 7915/380 с пневматическим приводом

Плюсом этих приборов, выступает пневматический привод сжатия металлических изделий, который давит с давлением до 140 кг. Нельзя не отметить, диэлектрические ручки, которые создают комфортные условия для работы. Простота и универсальность аппаратов, ставят их на верхнюю ступеньку пьедестала.
Видео: обзор аппарата точечной сварки BlueWeld Plus 400.
P.S. Останавливайте свой выбор на том приборе для контактной сварки, который подходит по техническим характеристикам для использования в индивидуальном хозяйстве.
Из чего делают электроды для контактных сварных работ?
Материал, из которого будут производиться электроды, выбирается в зависимости от того, какие требования будут предъявляться к условиям работы продукции. Стоит отметить, что электроды должны прекрасно выдерживать сжатие, температурные перепады, воздействие высоких температур, напряжения, которые будут образовываться внутри самого электрода, находящегося под серьезной нагрузкой.
Чтобы изделия получились максимально качественными, следует, чтобы электрод сохранял первоначальную форму своей рабочей поверхности, которая будет находиться в непосредственном контакте с соединяемыми деталями. Подплавление данного расходного материала ускоряет его изнашивание.
Обычно в качестве основного элемента берется медь, в нее добавляют другие элементы – магний, кадмий, серебро, бор и так далее. В результате получается материал, превосходно сопротивляющийся даже очень серьезным физическим нагрузкам. Электроды с вольфрамовым или молибденовым покрытием практически не изнашиваются в процессе эксплуатации, поэтому они в последнее время приобрели наибольшую популярность. Однако их нельзя использовать для сварки продукции из алюминия и других материалов, обладающих мягкой структурой.
Оборудование для контактной сварки (электрододержатели и электроды для точечной сварки)
Рассказ об электрододержателях и электродах для точечной сварки мы решили выделить в отдельную статью из-за большого объема материала по этой теме.
Электрододержатели машин точечной сварки
Электрододержатели служат для установки электродов, регулирования расстояния между ними, подвода сварочного тока к электродам и отвода тепла, выделяющегося при сварке. Форма и конструкция электрододержателей определяется формой свариваемого узла. Как правило, электрододержатель представляет собой медную или латунную трубу с конусным отверстием для установки электрода. Это отверстие может быть выполнено по оси электрододержателя, перпендикулярно оси или под углом. Часто одна и та же машина может комплектоваться несколькими вариантами электрододержателей для каждого вида электродов — в зависимости от формы свариваемых деталей. В некоторых машинах малой мощности электрододержатели могут совсем не входить в комплектацию, так как их функции выполняют сварочные хоботы.
В машинах стандартной комплектации чаще всего используются прямые электрододержатели (рис. 1), как наиболее простые. В них могут устанавливаться электроды различной формы. В случае сварки деталей больших размеров с ограниченным доступом к месту сварки целесообразно использовать фигурные электрододержатели с простыми электродами прямой формы. Крепятся они в электрододержателях за счет конусной посадки, штифтов или винтов. Удаление электрода из держателя производят легкими постукиваниями деревянным молотком или специальным экстрактором.
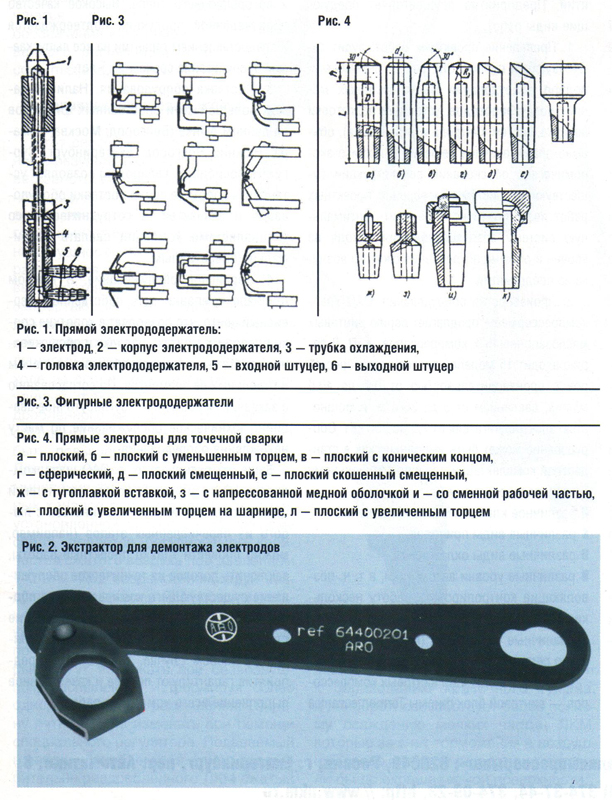
Электроды для точечной сварки
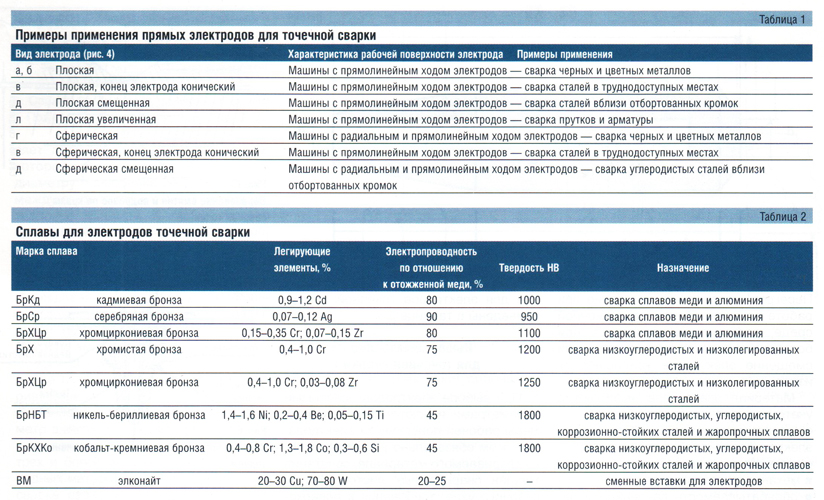
Электроды для точечной сварки служат для сжатия деталей, подвода сварочного тока к деталям и отвода тепла, выделяющегося при сварке. Это один из самых ответственных элементов сварочного контура машины точечной сварки, потому что форма электрода определяет возможность сварки того или иного узла, а его стойкость — качество сварки и продолжительность бесперебойной работы машины. Различают прямые (рис. 4) и фигурные электроды (рис. 5). Некоторые примеры применения прямых электродов приведены в таблице 1. Многие прямые электроды изготавливаются в соответствии с ГОСТ 14111-77 или ОСТ 16.0.801.407-87.
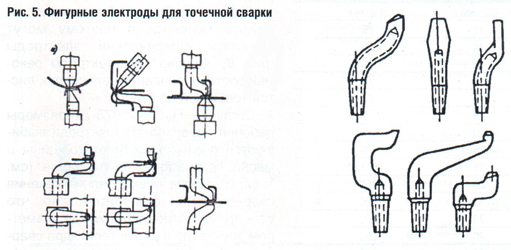
У фигурных электродов ось, проходящая через центр рабочей поверхности, значительно смещена относительно оси посадочной поверхности (конуса). Их применяют для сварки деталей сложной формы и узлов в труднодоступных местах.
Конструкция электродов для точечной сварки
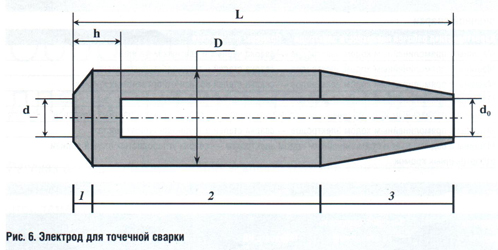 Электрод для точечной сварки (рис. 6) конструктивно состоит из рабочей части (1), средней (цилиндрической) части (2) и посадочной части (3). Внутри тела электрода проходит внутренний канал, в который вводится трубка подачи охлаждающей воды электрододержателя.
Электрод для точечной сварки (рис. 6) конструктивно состоит из рабочей части (1), средней (цилиндрической) части (2) и посадочной части (3). Внутри тела электрода проходит внутренний канал, в который вводится трубка подачи охлаждающей воды электрододержателя.
Рабочая часть (1) электрода имеет плоскую или сферическую поверхность; диаметр рабочей поверхности dэл или радиус сферы Rэл выбирают в зависимости от материала и толщины свариваемых деталей. Угол конуса рабочей части обычно составляет 30°.
Средняя часть (2) обеспечивает прочность электрода и возможность использования экстракторов или иного инструмента для демонтажа электродов. Производители применяют различные методики для расчета размеров электродов. В СССР согласно ОСТ 16.0.801.407-87 были установлены типоразмерные ряды:
Dэл = 12, 16, 20, 35, 32, 40 мм
L = 35, 45, 55, 70, 90, 110 мм
В зависимости от максимального усилия сжатия машины:
Где: Fэл — максимальное усилие сжатия машины (даН).
Посадочная часть (3) должна иметь конусность для плотной установки в электрододержатель и предотвращения протечек охлаждающей воды. Для электродов диаметром 12-25 мм конусность составляет 1:10, для электродов диаметром 32-40 мм — конусность 1:5. Длина конусной части не менее 1,25Dэл. Обрабатывают посадочную часть с чистотой не ниже 7-го класса (Rz1,25).
Диаметр внутреннего канала охлаждения определяется расходом охлаждающей воды и достаточной прочностью электрода на сжатие и составляет:
Расстояние от рабочей поверхности электрода до дна внутреннего канала в значительной степени влияет на эксплуатационные характеристики электрода: стойкость, ресурс работы. Чем меньше это расстояние, тем лучше охлаждение электрода, но тем меньше переточек может выдержать электрод. По опытным данным:
Тугоплавкие вставки из вольфрама W или молибдена Мо (рис. 4ж) запрессовываются в медные электроды или припаиваются серебросодержащими припоями; такие электроды применяют при сварке оцинкованных или анодированных сталей. Электроды со сменной рабочей частью (рис. 4и) и с шаровым шарниром (рис. 4к) применяют при сварке деталей из разных материалов или разнотолщинных деталей. Сменная рабочая часть изготавливается из вольфрама, молибдена или их сплавов с медью и крепится к электроду накидной гайкой. Применяются также стальные или латунные электроды с напрессованной медной оболочкой (рис. 4з) или медные электроды со стальной подпружиненной втулкой.
Материалы для электродов точечной сварки
Стойкость электродов — их способность сохранять размеры и форму рабочей поверхности (торца), противостоять взаимному переносу металла электродов и свариваемых деталей (загрязнение рабочей поверхности электрода). Она зависит от конструкции и материала электрода, диаметра его цилиндрической части, угла конуса, свойств и толщины свариваемого материала, режима сварки, условий охлаждения электрода. Износ электродов зависит от конструкции электродов (материал, диаметр цилиндрической части, угол конуса рабочей поверхности) и параметров режима сварки. Перегрев, оплавление, окисление при работе во влажной или коррозионной среде, деформации электродов при больших усилиях сжатия, перекос или смещение электродов усиливают их износ.
Материал электродов выбирают с учетом следующих требований:
- электропроводность, сравнимая с электропроводностью чистой меди;
- хорошая теплопроводность;
- механическая прочность;
- обрабатываемость давлением и резанием;
- стойкость к разупрочнению при циклическом нагреве.
По сравнению с чистой медью сплавы на ее основе имеют в 3-5 раз большую стойкость к механическим нагрузкам, поэтому для электродов точечной сварки с их, казалось бы, взаимоисключающими требованиями применяют сплавы меди. Легирование кадмием Cd, хромом Сr, бериллием Be, алюминием Al, цинком Zn, цирконием Zr, магнием Мg не снижает электропроводность, но повышает прочность в нагретом состоянии, а железо Fe, никель Ni и кремний Si повышают твердость и механическую прочность. Примеры использования некоторых медных сплавов для электродов точечной сварки приведены в таблице 2.
 Выбор электродов для точечной сварки
Выбор электродов для точечной сварки
При выборе электродов основными параметрами являются форма и размеры рабочей поверхности электрода. При этом обязательно учитывают марку свариваемого материала, сочетания толщин свариваемых листов, форму сварного узла, требования к поверхности после сварки и расчетные параметры режима сварки.
Различают следующие виды формы рабочей поверхности электрода:
- с плоскими (характеризуются диаметром рабочей поверхности dэл);
- со сферическими (характеризуются радиусом Rэл) поверхностями.
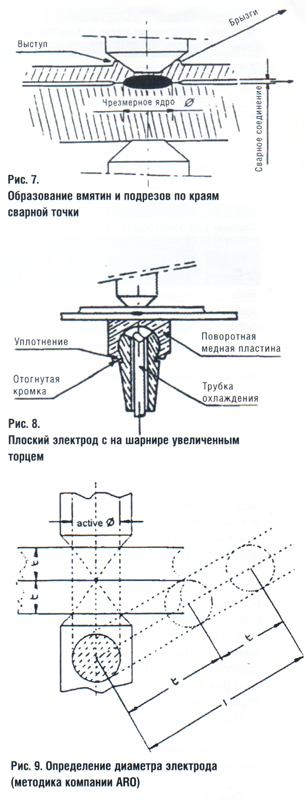
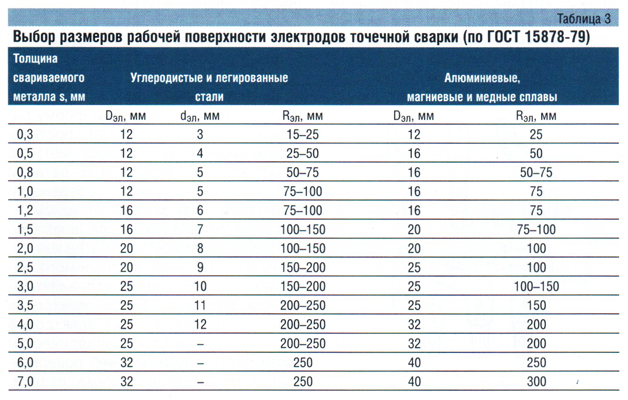
Электроды со сферической поверхностью менее чувствительны к перекосам, поэтому их рекомендуют к применению на машинах радиального типа и подвесных машинах (клещах) и для фигурных электродов, работающих с большим прогибом. Российские производители рекомендуют использовать для сварки легких сплавов только электроды со сферической поверхностью, что позволяет избежать вмятин и подрезов по краям сварной точки (см. рис. 7). Но избежать вмятин и подрезов можно, применяя плоские электроды с увеличенным торцом. Такие же электроды на шарнире позволяют избежать перекоса и поэтому могут заменить сферические электроды (рис. 8). Однако эти электроды рекомендуются в основном для сварки листов толщиной ≤1,2 мм.
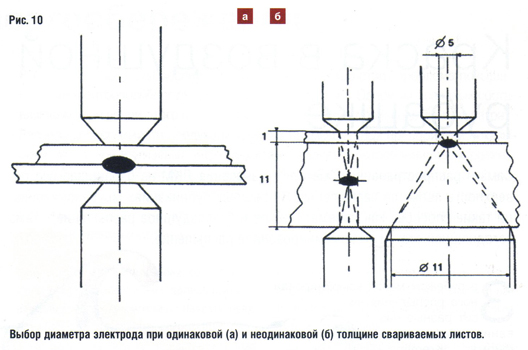
Согласно ГОСТ 15878-79 размеры рабочей поверхности электрода выбираются в зависимости от толщины и марки свариваемых материалов (см. табл. 3). После исследования сечения сварной точки становится ясно, что есть прямые отношения между диаметром электрода и диаметром ядра сварной точки. Диаметр электрода определяет площадь поверхности контакта, которая соответствует фиктивному диаметру проводника сопротивления r между свариваемыми листами. Сопротивление контакта R будет обратно пропорционально этому диаметру и обратно пропорционально предварительному сжатию электродов для сглаживания микронеровностей поверхности. Исследования компании ARO (Франция) показали, что расчет диаметра рабочей поверхности электрода можно вести по эмпирической формуле:
Где t — номинальная толщина свариваемых листов.
Наиболее сложно рассчитать диаметр электрода при неравной толщине свариваемых листов, сварке пакета из трех и более деталей и сварке разнородных материалов. Очевидно, что при сварке разнотолщинных деталей диаметр электрода должен выбираться относительно более тонкого листа. Используя формулу для расчета диаметра электрода, которая пропорциональна толщине свариваемого листа, формируем фиктивный проводник с сужающимся диаметром, который, в свою очередь, перемещает пятно нагрева к точке контакта этих двух листов (рис. 10).
При одновременной сварке пакета из деталей выбор диаметра рабочей поверхности электрода делается по толщине наружных деталей. При сварке разнородных материалов с разными теплофизическими характеристиками меньшее проплавление наблюдается у металла с меньшим удельным электрическим сопротивлением. В этом случае со стороны детали из металла с меньшим сопротивлением применяется электрод с большим диаметром рабочей поверхности dэл или изготовленный из материала с большей теплопроводностью (например, из хромистой бронзы БрХ).
Валерий Райский
Журнал «Оборудование: рынок, предложение, цены», № 05, май 2005 г.
- Кнорозов Б.В., Усова Л.Ф., Третьяков А.В. Технология металлов и материаловедение. — М., Металлургия, 1987.
- Справочник машиностроителя. Т. 5, кн. 1. Под ред. Сатель Э.А. — М., Машгиз, 1963.

