
Как сваркой сделать отверстие в металле?
Как сделать отверстие в металле сваркой?
Инверторный аппарат предназначен для сварки металла. Однако это далеко не единственное его назначение. Нередко в процессе сварки из-за большого тока происходит прожигание металлических листов. Благодаря этому свойству сварочный аппарат может использоваться и для резки металлических изделий, а также создания отверстия. Обычно для этого применяется обычная дрель и сверла, но при необходимости создания отверстий крупного диаметра подобрать подходящие сверла не так уж и просто. Если возникла такая проблема, на помощь придет ручная дуговая сварка.

С ее помощью можно прожечь отверстие любого диаметра или разрезать даже очень толстый металл. Но для того чтобы результат соответствовал ожиданиям, необходимо уметь пользоваться оборудованием для сварки и знать технологию резки металлических листов и некоторые нюансы.
Как резать металл электродом

Резка металла электродом не такая популярная и качественная, как болгаркой или лазером, однако такой способ резания все же пользуется спросом. Чаще всего он используется в случаях, когда не требуется высокая точность резки, например, для отрезания куска арматуры. Плюсом разрезания изделия инверторным аппаратом является возможность обработки металла любой толщины. Весь процесс происходит следующим образом:
- Если инвертор мощный и электропроводка неплохая, то резать можно до момента расплавления электрода в рогулине.
- При разрезании тонкого листа ток должен быть в 2 раза больше, чем обычно. При этом электрод нужно поднести максимально близко к заготовке и хорошо углубиться в разрез. Так лишний материал будет сдуваться.
- Если нужно разрезать толстый лист, ток следует увеличивать с учетом толщины, на которую делается рез. Углублять электрод в металл при этом необходимо до тех пор, пока он не выйдет наружу, полностью разрезая заготовку.
Для тонких листов подойдет электрод диаметром 3 мм, а для толстых – 4 или 5 мм. Сегодня можно приобрести специальные электроды, позволяющие сделать ровный рез быстро и качественно. Наибольшей популярностью пользуется марка ОЗР.
Как сделать отверстие

Для того, чтобы сделать ровное отверстие в металле, понадобятся такие инструменты и материалы:
- сварочный аппарат;
- электроды;
- молоток;
- щетка с металлической щетиной.
Проделать отверстие в металле может любой человек, умеющий пользоваться инвертором. Для этого достаточно следовать такому алгоритму действий:

- Специальным карандашом обозначьте на металлической заготовке окружность необходимого диаметра.
- Мелом обрисуйте обозначенную окружность, чтобы ее было видно максимально хорошо.
- Для того чтобы упростить сварочный процесс и предотвратить выход за контуры нарисованной окружности, вокруг нее нужно сделать сварочный шов.
- При сварке необходимо использовать 2 полукруга. Варить следует углом назад, стараясь, чтобы внутренний край шва лишь слегка соприкасался с кругом, нарисованным мелом.
- После того, как шов готов, можно приступать к вырезанию отверстия. Для этого нужно резать по внутреннему краю шва углом вперед. Так можно будет контролировать весь процесс.
- После прохождения по всей окружности образовавшаяся ванна упадет вниз, и образуется необходимый просвет. Если она не упадет самостоятельно, ее нужно подтолкнуть.
- В конце зачистите окалины металлической щеткой.

После этого можно использовать готовую пройму по назначению и производить финальную сварку.
Произвести резку металла или сделать в нем отверстие с помощью сварки может любой человек, имеющий хотя бы начальные навыки сварки. Но для получения хорошего результата нужно следовать алгоритму действий, выполнять все аккуратно и соблюдать меры безопасности.
Как резать металл электросваркой
Для резки металла сварочным инвертором понадобятся сам инвертор, электроды, молоток и средства индивидуальной защиты. Как организовать процесс — далее.

Металл для строительных, ремонтных и хозяйственных работ применяется практически повсеместно. Поэтому потребность в разнообразных сварочных работах, а также способах подготовки и резки металла постоянно увеличивается. Неудивительно, что вопрос как резать металл сварочным инвертором, достаточно часто задается на специализированных форумах и сайтах, а также частенько встречается на практике.
Описание технологии
Дуговая резка металла выполняется при помощи сварочного инвертора. Он, по сути, представляет собой трансформатор, вырабатывающий ток определенной силы, достаточной для образования сварочной дуги. Данная технология появилась достаточно давно, тридцать-сорок лет назад. Не являясь суперсовременной, как например плазменная, она продолжает оставаться популярной и широко применяемой, вследствие простоты использования, эффективности и удобству работы.
Эксплуатация сварочного аппарата, в том числе резка металла обычным или специальным электродом, не представляет особой сложности и не требует профессиональных знаний и навыков. Но при этом необходимо учитывать требования техники безопасности, так как выполнение сварочных работ связано с электрическим напряжением.
Необходимые инструменты и оборудование

Перед тем, как резать металл приобретенным сварочным инвертором, необходимо подготовить требующееся для этого оборудование и инструмент:
- непосредственно сварочный аппарат (представлен на рынке строительного и промышленного оборудования в различных вариантах от самых разных производителей);
- молоток и щетка;
- электроды. Резка металла дуговой сваркой до последнего времени выполнялась с применением самых обычных электродов. Сейчас чаще используются специальные электроды, применяемые для резки электросваркой и обозначаемые маркировкой ОЗР. Они отличаются высокой теплоустойчивостью покрытия, обеспечивающего ускорение резки, увеличение производительности и качеств реза. Использование специальных электродов ОЗР позволяет разрезать материал таким образом, что выделяется намного большее количество тепла, а дуга получается стабильной и устойчивой.
- специальный костюм (роба);
- рукавицы (краги);
- защитная маска, оборудованная светофильтром;
- ботинки, подошва которых сделана из резины;
- при работе в замкнутом и небольшом по объемам пространстве — респиратор.

Все перечисленное выше оборудование, материалы и экипировка доступны и могут быть с легкостью приобретены практически в любом специализированном магазине.
Этапы работ
Опытные сварщики советуют новичкам обернуть кабель держака вдоль предплечья, помогая удерживать его прижатием руки к туловищу. В результате кисть остается относительно свободной и расслабленной, что приведет к меньшей усталости.
Зажигание дуги происходит либо постукиванием, либо чирканьем электрода о поверхность металла. Несмотря на сложность описания и используемых терминов, навык зажигания и последующего удержания дуги появляется сразу, буквально после второй-третьей попытки.
Справедливо утверждение, что процесс резки проще выполнения сварки, поэтому не предъявляет каких-либо завышенных требований к качеству работ. Для осваивания азов использования инвертора резка металла подходит оптимальным образом. При наличии некоторой практики края реза становятся плавными и ровными.
Ток на инверторе устанавливается исходя из размера электродов, толщины стали и вида разреза, которых различают четыре разновидности:
- разделительная резка. Лист материала устанавливается в такое положение, при котором создаются условия для беспрепятственного вытекания из места разреза. При вертикальном резе процесс выполняется сверху вниз. При горизонтальном расположении металла рез желательно вести от кромки. При больших размерах листа допускается начинать рез в его середине, предварительно выполнив отверстие. Оптимальным вариантом считается использование электрода, диаметр которого больше толщины разрезаемого металла. В этом случае электрод располагается перпендикулярно плоскости листа и перемещается вдоль линии планируемого разреза;
- поверхностная резка. Применяется значительно реже и используется для выполнения канавок на поверхности металла, а также для удаления дефектов. Электрод должен быть наклонен к поверхности на 5-10 градусов. Его перемещение осуществляется с частичным погружением в образующуюся в процессе резки полость. Если требуется широкая канавка, достаточно при движении электрода выполнять поперечные колебания необходимого размера;
- резка отверстий. Процесс достаточно прост — сначала выполняется небольшое отверстие, которое постепенно расширяется до нужных размеров. Положение электрода при этом — практически перпендикулярное поверхности металла, при этом допускаются незначительные отклонения.

При выполнении резки металла при помощи сварочного инвертора необходимо учитывать следующие моменты:
- технология не позволяет выполнить аккуратную линии реза (как при плазменной резке), что серьезно ограничивает область применения;
- для резки тонкого металла требуется большая сила тока;
- при отсутствии специальных электродов предназначенных для резки металла, могут использоваться обычные. Зачастую в работу идут даже старые, непригодные для сварки. Главное требование — необходимый диаметр электродов (для тонкого листа используется так называемая тройка, то есть диаметр электрода составляет 3 мм, для металла большой толщины — четверка и пятерка, то есть диаметром электродов равен соответственно 4 и 5 мм).
Использование приведенных выше рекомендаций и правил позволит освоить резку металла собственными силами быстро и без проблем.
Заключение
Сварочный инвертор для резки металла используется практически повсеместно. Это объясняется простотой и комфортом технологии применения, а также невысокой стоимостью и доступностью оборудования. Для работы на нем не требуется профессиональных навыков и образования.
Вместе с тем, опытные специалисты наверняка имеют собственные секреты качественной работы, которыми могут поделиться в комментариях к данной статье.
Как болгаркой или сваркой вырезать круглое отверстие в металле.
Привет всем любителям работы с металлом. Иногда требуется в металле вырезать круглое отверстие. Нет, не такие отверстия которые можно просверлить дрелью, а диаметром побольше.
А чем сделать такие отверстия в наших гаражных условиях без специального оборудования? А всё просто, используем болгарку или сварку. Как это сделать и при каких толщинах и диаметрах поговорим в сегодняшней статье.

Если предстоит вырезать круг большого диаметра, то используем большую болгарку, если она есть, можно и маленькой болгаркой, но подольше придётся пилить.

Просто ведём диском по разметке, не сразу полностью заглубляемся, а режем по кругу небольшими углублениями. И так за несколько полных проходов по кругу мы без труда получим нужный круг.

Диаметр поменьше вырезаем уже маленькой болгаркой. Также по разметке ведём диском и за несколько кругов мы полностью получим нужное отверстие.


Но такой вариант легко использовать если толщина металла небольшая-примерно до 3-4 мм. А вот если металл толще 4 мм, то применяем немного другой способ.

Проходим болгаркой по разметке по кругу несколько раз чтобы максимально углубиться. Затем в середине уже намеченного круга вырезаем как нам удобно прямоугольник, и пилим от прямоугольника прямые резы до окружности.

Затем эти сегменты валамываем любым доступным инструментом-молоток, плоскогубцы. Сегменты без труда удаляются и получаем нужный круг в металле.

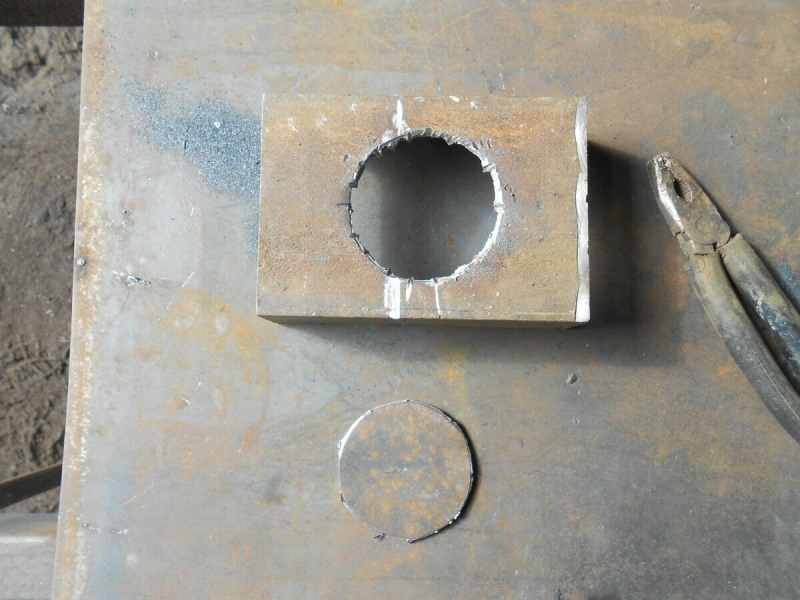
Небольшие диаметры-менее 70 мм легко вырезать сваркой, имеем ввиду резку электродом. Покажу свой способ резки сваркой, чтобы получился точно нужный диаметр с ровными краями.

Например вварим втулку в профильную трубу, на трубе вырезаем нужный диаметр. Отмечаем карандашом диаметр круглой втулки.

Мелом повторяем начертания карандаша, просто обводим его, сразу мелом точно обвести неудобно.


Сваркой делаем тонкий шов ориентируясь на мел, шов кругом по мелу, стараясь вести электрод с внешнего края меловой разметки. А вот теперь у нас отличный ориентир и ограничитель для резки электродом. Режем дугой электрода по краю шва внутри.

Подрезаем, если есть, небольшие наплывы от электросварки, и если всё сделали правильно, то такое отверстие будет ровным и зазоров с втулкой практически не будет.

Ввариваем без труда втулку в трубу.
Друзья, для наглядности этого способа посмотрите видео, где я показал как прожигать ровные отверстия даже в вертикальном положении металла.
Что делать, если сварка прожигает металл
Чтобы сварка не прожигала металл, нужно иметь хотя бы небольшой опыт сварщика и знания, какой ток выставить на инверторе и какими электродами лучше всего варить тонкий металл. Именно со сваркой тонкого металла, чаще всего и возникает данная проблема, когда электрод отводится от поверхности вверх, возникает длинная дуга, напрочь прожигающая дыру в металле.
Именно по этой причине для сварки тонкостенных труб необходимо выдерживать дугу как можно короче, чтобы не прожечь металл. Также, толщина металла не должна быть меньше диаметра электрода, поскольку прожечь металл толстыми электродами намного проще. О том, что делать, если сварка прожигает металл, и как этого избежать, будет рассказано ниже.
Почему сварка прожигает металл
Существует несколько основных правил при настройке и регулировке инвертора, которые помогут не прожечь металл при сварке:
- Во-первых, варить тонкий металл лучше именно инвертором на постоянном токе, подключив держатель электрода к плюсовой клемме аппарата, а массу к свариваемой заготовке. Таким образом, большая температура будет приходиться на электрод, а не на тонкостенный металл.
- Во-вторых, чтобы не прожечь металл при сварке инвертором нужно варить только на малых токах, от 30 до 50 А.

- В-третьих, толщина свариваемого металла должна быть не тоньше электрода для сварки. Варить тонкий металл лучше электродами 1,6-2 мм. Как раз, сварочный ток в 30-50 А и соответствует данным параметрам.
- В-четвертых, чтобы не прожечь тонкий металл, варить его нужно сначала не сплошным швом, а прихватками, делая как можно меньше зазор между свариваемыми элементами.
- В-пятых, варить металл толщиной в 0,5 мм, электросваркой очень и очень сложно, лучше всего для этих целей использовать сварку в защитной среде.
Существует и ещё один способ сварки тонкого металла, чтобы его не прожечь. Связан он с использованием дополнительного электрода, который будет применяться в качестве присадочного материала. Просто берете электрод и используете его для расплавления основным электродом, при этом, делая больший упор именно на него, а не на тонкий металл.

В таком случае получиться заварить тонкостенные изделия из стали и не прожечь их при этом.
Выбор режима и электродов для сварки
Ранее на сайте про ручную дуговую сварку mmasvarka.ru уже рассказывалось о настройках инвертора, касательно применяемых электродов и толщины используемого металла. Но, как говорится, повторение никогда не будет лишним, особенно если речь идет о том, как сварить металл, чтобы его не прожечь.

Тонким для сварки считается металл, толщина которого составляет 2,5 и менее миллиметров. И, как было сказано выше, если сварка прожигает металл, то, нужно использовать электроды как можно меньше диаметром. Ниже будут представлены основные режимы сварочного инвертора и диаметр электродов, в зависимости от толщины свариваемого металла.
Настройка инвертора по диаметру электродов и толщине металла выглядит следующим образом:
- Толщина металла (0,5 мм) — диаметр электрода (1 мм), сварочный ток (10-20 А);
- Толщина металла (1 мм) — диаметр электрода (1-1,6 мм), сварочный ток (30-35 А);
- Толщина металла (1,5 мм) — диаметр электрода (2 мм), сварочный ток (35-45 А);
- Толщина металла (2 мм) — диаметр электрода (2,5 мм), сварочный ток (50-60 А);
- Толщина металла (2,5 мм) — диаметр электрода (2-3 мм), сварочный ток (65 А);
Представленные данные являются приблизительными, ведь при сварке инвертором, многое зависит и от параметров самой электросети. Если в ней будет пониженное напряжение, то, соответственно, значения тока на инверторе, также, придется повышать.

Кроме всего вышеперечисленного, стоит отметить и ещё одну важную деталь при сварке тонкого металла, она относится к скорости движения электродом. Чтобы не прожечь металл, электрод нужно вести несколько быстрее, чем при сварке толстых металлов.
Что делать, если сварка прожигает металл
Чтобы сварка не прожигала металл, нужно иметь хотя бы небольшой опыт сварщика и знания, какой ток выставить на инверторе и какими электродами лучше всего варить тонкий металл. Именно со сваркой тонкого металла, чаще всего и возникает данная проблема, когда электрод отводится от поверхности вверх, возникает длинная дуга, напрочь прожигающая дыру в металле.
Именно по этой причине для сварки тонкостенных труб необходимо выдерживать дугу как можно короче, чтобы не прожечь металл. Также, толщина металла не должна быть меньше диаметра электрода, поскольку прожечь металл толстыми электродами намного проще. О том, что делать, если сварка прожигает металл, и как этого избежать, будет рассказано ниже.
Почему сварка прожигает металл
Существует несколько основных правил при настройке и регулировке инвертора, которые помогут не прожечь металл при сварке:
- Во-первых, варить тонкий металл лучше именно инвертором на постоянном токе, подключив держатель электрода к плюсовой клемме аппарата, а массу к свариваемой заготовке. Таким образом, большая температура будет приходиться на электрод, а не на тонкостенный металл.
- Во-вторых, чтобы не прожечь металл при сварке инвертором нужно варить только на малых токах, от 30 до 50 А.
- В-третьих, толщина свариваемого металла должна быть не тоньше электрода для сварки. Варить тонкий металл лучше электродами 1,6-2 мм. Как раз, сварочный ток в 30-50 А и соответствует данным параметрам.
- В-четвертых, чтобы не прожечь тонкий металл, варить его нужно сначала не сплошным швом, а прихватками, делая как можно меньше зазор между свариваемыми элементами.
- В-пятых, варить металл толщиной в 0,5 мм, электросваркой очень и очень сложно, лучше всего для этих целей использовать сварку в защитной среде.
Существует и ещё один способ сварки тонкого металла, чтобы его не прожечь. Связан он с использованием дополнительного электрода, который будет применяться в качестве присадочного материала. Просто берете электрод и используете его для расплавления основным электродом, при этом, делая больший упор именно на него, а не на тонкий металл.
В таком случае получиться заварить тонкостенные изделия из стали и не прожечь их при этом.
Выбор режима и электродов для сварки
Ранее на сайте про ручную дуговую сварку mmasvarka.ru уже рассказывалось о настройках инвертора, касательно применяемых электродов и толщины используемого металла. Но, как говорится, повторение никогда не будет лишним, особенно если речь идет о том, как сварить металл, чтобы его не прожечь.
Тонким для сварки считается металл, толщина которого составляет 2,5 и менее миллиметров. И, как было сказано выше, если сварка прожигает металл, то, нужно использовать электроды как можно меньше диаметром. Ниже будут представлены основные режимы сварочного инвертора и диаметр электродов, в зависимости от толщины свариваемого металла.
Настройка инвертора по диаметру электродов и толщине металла выглядит следующим образом:
- Толщина металла (0,5 мм) — диаметр электрода (1 мм), сварочный ток (10-20 А);
- Толщина металла (1 мм) — диаметр электрода (1-1,6 мм), сварочный ток (30-35 А);
- Толщина металла (1,5 мм) — диаметр электрода (2 мм), сварочный ток (35-45 А);
- Толщина металла (2 мм) — диаметр электрода (2,5 мм), сварочный ток (50-60 А);
- Толщина металла (2,5 мм) — диаметр электрода (2-3 мм), сварочный ток (65 А);
Представленные данные являются приблизительными, ведь при сварке инвертором, многое зависит и от параметров самой электросети. Если в ней будет пониженное напряжение, то, соответственно, значения тока на инверторе, также, придется повышать.
Кроме всего вышеперечисленного, стоит отметить и ещё одну важную деталь при сварке тонкого металла, она относится к скорости движения электродом. Чтобы не прожечь металл, электрод нужно вести несколько быстрее, чем при сварке толстых металлов.

