Давление газа при сварке полуавтоматом
Техника полуавтоматической сварки в среде углекислого газа
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:
- Изготовление стальных конструкций с большим количеством сварных швов на 1 п.м.
Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.

В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
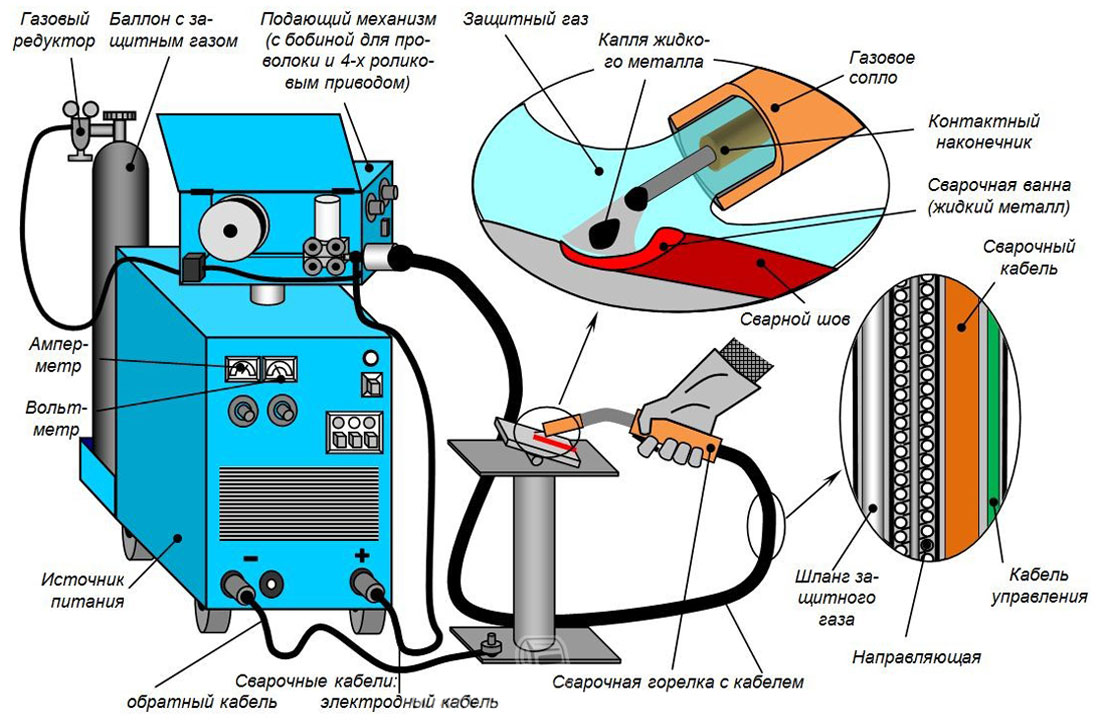
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
10001 › Блог › Инструменты. Сварочный аппарат и принадлежности. Газовый баллон, редуктор и шланг. Мой опыт — Часть 3

Внимание! Это третья часть!
Этот пост опять же не про сварку, а про аксессуары для полуавтомата — про то, что я хотел бы знать ДО покупки, но смог узнать только через опыт — за свои деньги и время! )
Это будет полезно для абсолютных новичков, потому что люди либо знают какие принадлежности покупать по опыту, либо не знают ничего вообще, и то, что очевидно для того, кто хотя-бы небольшой опыт уже имеет, для того, кто только хочет купить полуавтомат и попробовать — загадка и тайна!
И так, разочаровавшись в ММА, я заказал полуавтомат!
Так как сваривать мне нужно редко и мало, искал самый недорогой, но с синергетикой (автоматические преднастройки вместо трех ручных крутилок — для новичков идеально) и съемным рукавом с горелкой (у совсем дешевых полуавтоматов горелка не отсоединяется от корпуса, что неудобно и стремно).
Смотрел Aurora Динамика 200 — на момент покупки они стоили около 30 000р.
Но самым доступным на тот момент аппаратом с синергетикой был START PRO WEGA 200 miniMIG — 23 500р + на 2350р подарок (любые товары на выбор) в магазине Сварыч.
Дешевле были только те самые аппараты с неотсоединяемыми горелками и полностью ручными крутилками — 15-17 тысяч они стоили. Но нам такого не надо — нужно минимальное из нормального! )
Посмотрел отзывы и обзоры Wega 200 miniMIG — отзывы очень хорошие, в обзорах говорят, что все отлично, только слабоват входной диодный мост (выпрямитель) — при сварке на большом токе при пониженном напряжении в сети может сгореть. Сойдет! Если что — поменяю мост!
Ну и цвет бомбезный — бесценно!
И к тому же именно эта модель компактная и легкая (если забыть, что внутрь нужно еще вставить 5 кг катушку со сварочной проволокой! ) относительно большинства полуавтоматов моделей — спокойно можно переносить!
Аппарат был куплен и поставлен на полочку:

Потому, что мало купить сам полуавтомат!
К нему нужен еще купить: баллон с углекислотой, редуктор для газа (уменьшает большое давление газа в баллоне, до слабого давления подачи газа в сварочном аппарате), шланг от баллона к аппарату, причем если аппарат и баллон не всегда на одном месте стоят, то нужно не напрямую шланг подключать, а через легко отключаемые разъемы — быстросъемные коннекторы типа рапид (Евро) от компрессора.
Вместе с аппаратом был куплен баллончик с антипригарным спреем, редуктор, шланг для газа и коннекторы к нему.
Баллон и проволоку я купил отдельно в других магазинах.
Ну начну с баллона!
Ведь именно баллонами — огромными, неподъемными и взрывоопасными — пугают тех, кто осмелился задуматься о чем-то лучшем, чем присирание электродом и зашлаковывание шва!
Объем баллона:
Если у вас не автосервис или производство, НЕ ПОКУПАЙТЕ огромные баллоны на 50-40 литров!
Да, они не намного дороже, да, их стоит заправить лишь немного дороже, чем более маленькие размеры, да, в них долго не кончится газ!
НО! Они огромные и неподъемные! Места они требуют много. Когда газ кончится, ВЫ ОДИН должны будете оттащить этот баллон, умудриться засунуть его в машину и отвезти на заправку. А когда его заправят — сюрприз! Он будет весить гораздо тяжелее с жидкостью внутри (углекилота в баллонах в виде жидкости).
А кто же их покупает, спросите вы?
Их покупают автосервисы и производства — те, кто днями ведут сварочные работы. Только вы поймите — они сами ничего не таскают, им привозит грузовик сразу много баллонов, разгружает, забирает старые. Никто в багажник их не пихает, раскладывая сидения, никто сам в одиночку не пытается поднять.
Я для себя решил, что самое лучшее — баллон на 10 литров. Если вы варите на выезде — то вам идеально подойдет 5л баллон (но прочитайте ниже про опасность перевозки баллонов!).
Немного примерных цифр:
10л баллон под углекислоту весит 13 кг и имеет длину 865 см.
40л баллон имеет вес 65 кг и длину 1350 см.
50л баллон имеет вес 76 кг и длину 1650 см.
Добавить тут нечего! Кроме веса углекислоты — ведь это ориентировочный вес пустых баллонов, а, например, в только что заправленном 10л баллоне находится еще 6 кг углекислоты, в 40л — 24 кг углекислоты — 90 кг придется тащить!
10л баллон как раз удобно влез мне в багажник:

Я не стал покупать в сварочном магазине пустой баллон, а купил за эту же цену новый, поверенный и уже заправленный баллон в конторе, которая занимается пивным оборудованием (углекислота используется в пищевой промышленности).
Вот так можно немного сэкономить (бесплатная первая заправка).
А вот как экономить НЕ стоит — НЕ ПОКУПАЙТЕ БУ баллоны!
Во-первых БУ баллон может быть дефектным. По причине старости, или по причине что его при загрузке-выгрузке постоянно швыряли, или его роняли на пол. Вопросов правильного хранения баллона я коснусь ниже, но скажу одно — то, что выдержит новый баллон, старый может уже не перенести!
Во-вторых, он может быть уставшим, в нем может травить клапан.
В-третьих — БУ баллон нужно переаттестовывать — проверять повышенным давлением. Это занимает время и стоит рублей 500 (как целая заправка).
Еще есть вариант — покупка баллона из обменного фонда заправки.
Вкратце: по цене нового вы получаете уже 100 раз перезаправленный баллон, имеющий вид как с помойки! Весь облезлый, возможно с подтравливающим вентилем. При последующей заправке вам не нужно перезаправлять свой баллон — вы просто платите как за заправку, сдаете пустой, и вам сразу дают другой, уже заправленный, такой же облезлый.
Плюсы — такие станции могут быть удобнее расположены, так как не зависят от заправки, часто непосредственно на них ничего не заправляется — баллоны им могут привозить на грузовике, а пустые увозить на заправку, вам не нужно ждать заправки, выданный баллон уже будет испытан и аттестован. Наверное! 😆
В общем, я решил купить свой абсолютно новый баллон на 10 литров за 3500р, и заправлять в дальнейшем именно его — не обменом на новый, заправленный. Когда у моего закончится аттестация, я просто продам его, и куплю себе новый.
Что нужно знать про баллон:
Для эпизодической бытовой сварки покупайте баллон на 10 литров — этого достаточно, а его транспортировка и хранение не доставят проблем.
Имейте в виду, что баллоны бывают с разным размером выходной резьбы на вентиле. У меня баллон и редуктор с резьбой 3/4.
Но, например, маленькие баллоны имеют выход 21.8, а импортные — вообще какие-то свои размеры. Учитывайте это при выборе! Хотя существуют переходники на любой вкус.
Покупайте только новый, уже поверенный баллон.
Новые российские баллоны, сделанные по ГОСТ, имеют срок эксплуатации 5 лет, после этого нужно будет проходить переаттестацию, и теоретически использовать дальше.
Заправляйте именно свой баллон, без обмена.
Чем заправлять?
В основном черную сталь варят либо чистой углекислотой, либо смесью углекислоты и аргона в определенной пропорции.
Углекислый газ (углекислота, CO2) — самое выгодное и по цене, и по емкости в баллоне. Если вы новичок — не думая выбирайте ее!
Углекислый газ тяжелее воздуха, не имеет цвета, практически без запаха.
В нормальном состоянии существует в виде газа, но при повышенном давлении (в газовом баллоне) становится жидкостью. При пониженных температурах замерзает, образуя так называемый сухой лед (при неправильной заправке или эксплуатации возможно замерзание).
Углекислота, сама по себе абсолютно безопасна, она активно используется в пищевой промышленности. Не взрывоопасна, не воспламеняется. Не ядовита. Но убиться ею теоретически можно — если в очень маленьком закрытом помещении без вентиляции открыть вентиль баллона с газом, и просто выпускать его в комнату. 😆
Углекислый газ тяжелее воздуха, он вытеснит воздух, и можно задохнуться. Но такой сценарий в быту крайне маловероятен, а в промышленности для интенсивной сварки в ограниченных пространствах используют специальные дыхательные маски.
Теперь коснемся заправки баллонов!
Перезаправка 10л баллона стоит примерно 400р.
Углекислота в баллон закачивается в виде жидкости.
Кстати, именно поэтому баллон можно использовать только в строго вертикальном положении, вентилем вверх. Иначе на выход в шланг будет идти жидкость, а не газ! (А вот перевозить можно и горизонтально.)
Это работает так — в нижней части баллона плещется углекислота в виде жидкости, с ее поверхности испаряется газ, и в верхней части баллона углекислота находится уже в газообразном состоянии. Вы ее забираете сверху через вентиль, снижая давление, на освободившееся место испаряется еще. Это дает нам постоянное давление на выходе — не важно, полный баллон или жидкости уже на дне — газ все равно будет занимать весь оставшийся объем.
А вот если давление начинает падать — значит баллон пуст, жидкости не осталось, а давление газа падает, так как жидкости уже нет, и больше ничего не испаряется, чтобы поддерживать давление. Это легко проверить (если у вас 10л баллон а не 40л, конечно! 👍😆) — если в баллоне что-то плещется, значит там еще есть запас.
Аргоновой смеси же в баллон влезает ощутимо меньше, чем углекислоты, потому что эта смесь там исключительно в виде сжатого газа, без жидкой формы, и когда он начинает заканчиваться, не так очевидно, потому что углекислота в баллоне жидком виде испаряется в газ, а аргоновая смесь — чисто сжатый газ. Считается что аргоновый шов красивее и с минимумом брызг. Но брызг от углекислоты не так уж и много, да и в быту для того, чтобы уголок подварить, это абсолютно не важно. Зато мороки меньше, а цена — ниже. Для бытовых целей углекислоты — за глаза.
Баллоны заправляют не по давлению, а по весу закачиваемой жидкости. Вес пустого баллона известен (выбит на самом баллоне), остальное — вес жидкой углекислоты.
Сколько кг жидкости влезет в мой баллон?
Чтобы узнать, паспортный объем пустого баллона умножаем на 0.6, получаем сколько жидкости в него максимум можно залить. Или просто смотрим паспорт или выштамповку на баллоне.
В 10л баллон закачивается 6 кг жидкости, в 5л — 3 кг, в 40л — 24кг, в 50л — 30кг.
А что такое маленькое давление — стрелка на первой четверти манометра? Мне не заправили баллон? Обманули — не долили углекислоты? Каким должно быть давление на манометре?
Давление в норме, просто шкала у манометра с запасом! )
Нормальное безопасное давление в баллоне с углекислотой не более 70 бар.
Как правило давление правильно заправленного и правильно хранимого баллона — 50-70 бар.
На 200 бар на манометре красная риска — это предел давления, которое выдерживает исправный баллон.
На самом деле под углекислоту часто используют кислородные баллоны — они теоретически выдерживают 300 бар, но под углекислоту их под таким давлением, конечно, не испытывают, тем не менее манометр таки размечен под 300 бар — с небольшим запасом.
Как узнать, сколько в баллоне еще осталось?
Как было написано выше, в случае с углекислотой давление ничего не значит — так как даже минимальное количество жидкости на дне будет испарять газа на то же давление, что и заправленный баллон. Давление постоянно, а если начинает падать — значит баллон вообще пуст, и уже поздно пить боржоми.
А в реальной жизни давление еще и зависит от температуры окружающего воздуха!
Вот фото при низкой температуре — было холодное лето:

А вот это фото сделано позже, в жаркий день:
Подскажите как варить полуавтоматом
Прикупил себе аппарат вот такой(картинка внизу). Приобрел баллон 12л..
Теперь вопросы
какое давление должно быть в полном баллоне? (на кртинке полный баллон)
какое давление должно быть на выходе при сварке?
какая длина проволоки должна торчать из горелки?
А то у мене то искры летят в разные стороны, если ближе подвести вроде чуть получше, но получается совсем почти наконечником касаюсь. Если дальше отвести то рывками проволока идет(в смысле отгорает потом опять искра и опять отгорает) пробовал скорость подачи увеличивать эфект тот же только с большей амплитудой.
Вобщем сильно не ругайте, я только учусь.
С флюсом получилось почти сразу, а с газом чё то никак. Клеммы местами перекинул.


У нас вот таже трабла вот и решил блок управления переделать, у тебя напрежение не заниженно?
alan62 написал :
какое давление должно быть в полном баллоне? (на кртинке полный баллон)
зависит от температуры.
alan62 написал :
какое давление должно быть на выходе при сварке?
зависит от диаметра дроссельной шайбы на выходе редуктора.
alan62 написал :
какая длина проволоки должна торчать из горелки?
Zifrius написал :
У нас вот таже трабла вот и решил блок управления переделать, у тебя напрежение не заниженно?
Янн: -Сталкивался с аналогичной проблемой ,низкое напряжение в сети . Сделал повышающий трансформатор . Прибавка в 20 вольт, решила проблему.
Напряжение нормальное.
Про температуру интересный ответ. А если так, на картинке с баллоном на манометре показывает давление при только что заправленном баллоне. Температура -5. Просто хотелось бы узнать как хотя бы ориентироваться при заправке. Ато если много газа то сверкает и плескается все вокруг, если мало то проваришь 3см, а такое ощущение , что пол мотка проволоки сожрало. Как ориентироваться?
Какой расход примерно должен быть(ну понятно, зависит от сварщика) но все же.
И если так все зависит от температуры,то если вруг она поднимется в плюс, то что к баллону не подходить? убьет? Я фото специально выложил с полным баллоном и открытым вентилем.
И что такое дроссельная шайба, мне хотя бы понять, как сильно должно дуть на дугу?, если так вот по русски.
alan62 написал :
Просто хотелось бы узнать как хотя бы ориентироваться при заправке.
ориентироваться надо по весу. в 12-ти литровый (если у вас действительно 12-ти литровый) баллон можно залить примерно 7 кг жидкой углекислоты.
alan62 написал :
к баллону не подходить? убьет?
на печку ставить точно не советую.
дроссельная шайба находится между корпусом редуктора и выходным штуцером.
расход газа — 8-12 литров в минуту.
Может вам опыьного сварщика пригласить для консультации. Эти дела не столько знать, как чувствовать нужно. Мне прищлось цех сварочный по производству рулей жигулей обслуживать. Варить ручной сваркой могу, и автоматы мне легко дались. Но затем видел, как новички тыкались. Но быстро осваивались, так как профи рядом были. Мне было проще, на списанном мог отрабатывать навыки и проблемы рещать технические. Прошло уже немало лет, но марки помню. ТДМ 400 и 303. Неплохие машины, но не все были качественные. Даже в сварке различались мною. Профи сразу замесали и выбирали машины. Молодым понятно похуже
ориентироваться надо по весу. в 12-ти литровый (если у вас действительно 12-ти литровый) баллон можно залить примерно 7 кг жидкой углекислоты.
Вообще конечно интересТно получается, вроде все пользуются редукторами, на них установлены манометры, но все смотрят на них прищурив глаз, типа примерно, мож там 3 очка, а мож триста.
Мож вообще мнометры молоточком покоцать? чтоб не смущали, а ориентироваться по звуку, сильней шипит знач еще мнооого. Страноо как то. Да и еще весы с собой возить.
Да нафига вообще придумали тОки какието, напряжения, давления . муть какая то. Прищурил глаз, навострил уши, да еще носом мождно понюхать и вари себе потихоньку, Забрызгало немного,. снасался генератор купил, чё там про напругу думать. Взвесил баллон, и вот тебе скорость движения газа помноженная на метры проволоки за минусом ее веса и толщины детали, деленное на кривые руки. А лучше подождать пока солнце выглянет, может железки сами прилипнут.
нафига понавешали всяких стекляшек на редектора? не пойму, мешают только, да и разбить можно.
расход газа — 8-12 литров в минуту.
действительно, че я голову забиваю, имеешь 12литровый баллон, значит минуту поварил и заправляй
alan62 написал :
Ато если много газа то сверкает и плескается все вокруг
газа , как и денег, много не бывает главное чтобы дугу не сдувало , а так 10 л/мин минимум.
А считать как? на калькуляторе? Вот если пользоваться краскопультом, то давление на выходе около 2 атм. а не чтоб краску не сдувало. Неужели нет никаких значений, все на глазок?
ОФФ Я когда то работал регулировщиком радиоаппаратуры, так вот у нас один дядя работал, мы его звали «пол шкалы».
На вопрос про напряжение на вольтметре он отвечал. «примерно пол шкалы».
alan62 написал :
А считать как? на калькуляторе?
если по хорошему то — ротаметром , а так обычно ставится калиброванная шайба с дыркой на выходе из редуктора и можно примерно по значению манометра низкого давления прикинуть расход.
alan62 написал :
А считать как? на калькуляторе?
если по хорошему то — ротаметром , а так обычно ставится шайба с калиброванной дыркой на выходе из редуктора и можно примерно по значению манометра низкого давления прикинуть расход.
2 alan62
Добрый день! Сварка — дело хорошее и во многих случаях даже нужное. Особенно, когда без фанатизма. Этот технологический процесс по своей природе достаточно многогранен и, если относиться к нему профессионально, требует учета:
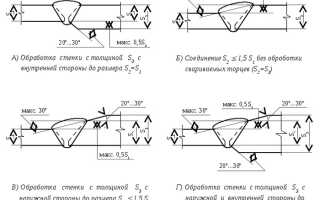
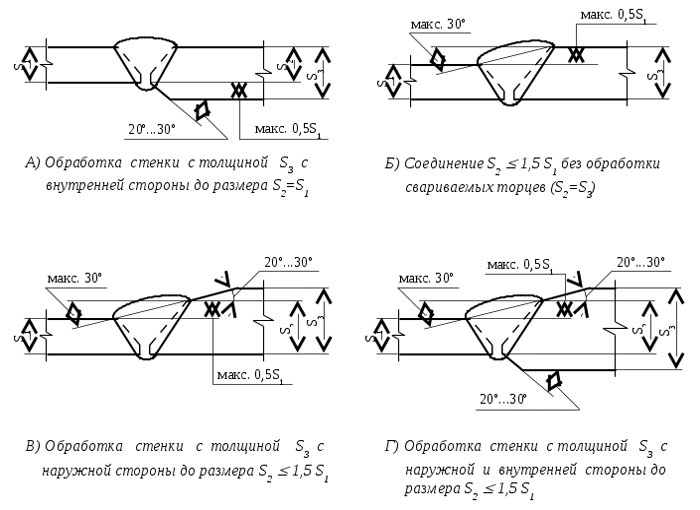
- Материала основного металла
- Толщины основного металла
- Типа и пространственного расположения шва (задается конструктором изделия)
- Диаметра сварочной проволоки
- Материала сварочной проволки
- И т.д. и т.п.
Исходя из вышеуказанного выбирают (в Вашем случае):
- Материал и диаметр сварочной проволоки
- Скорость подачи проволки
- Сварочный ток
- Расход газа
Причем «приборчики» здесь очень даже пригождаются.
Научить выбирать режим в конференции вряд ли возможно, как собственно и варить.Если Вы будете применять сварку в разных условиях, то рекомендую раздобыть таблицы выбора режимов сварки. Они обычно идут в качестве приложений к учебным пособиям для профессиональных училищ или приводятся в специализированных справочниках.
Если Вы будете применять сварку для узкого круга задач и материалов, то самый быстрый способ научиться — найти опытного сварщика, чтобы «живьем» показал Вам необходимый в Вашем случае опорный режим и основные приемы работы, а дальше Вы сможете самостоятельно совершенствовать свой навык.
ПС - Сварка «в защитной среде углекислого газа» самая «искристая» из всех мне известных.
- Емкость баллона с защитным газом — его конструктивный параметр. В баллон заправляют сжиженный (!) газ, т.е. собственно жидкость, а расход газа при сварке считают для «нормального газа» т.е. вещества в состоянии «газ». Так что баллона в 12 л с 7 кг углекислоты при расходе в 12 л/мин хватит весьма на долго.
- Сам подход к выбору режимов можно посмотреть, например в » > .
Но там я, к сожалению, не нашел нужной в Вашем случае полуавтоматической сварки в СО2.
Самые производительные газы для сварки полуавтоматом: как подходят к этому вопросу профессионалы?
 На сегодняшний день существует множество режимов и видов сварки. Для одних типов требуются переносные (инверторные) источники питания другие же могут использоваться только в условиях цеха под наблюдение нескольких специалистов.
На сегодняшний день существует множество режимов и видов сварки. Для одних типов требуются переносные (инверторные) источники питания другие же могут использоваться только в условиях цеха под наблюдение нескольких специалистов.
Чтобы получился хороший, ровный и прочный шов, нужно соблюдать все правила, знать какие газы будут оптимальны для данного аппарата и каких правил нужно придерживаться при работе с металлами.
Особенности
Алгоритм сварки полуавтоматом — это своего рода модификация ручной электродуговой сварки. Чтобы в полной мере оценить преимущества недостатки, нужно рассмотреть как именно проводится полуавтоматическая сварка.
 Перед тем как приступать к процессу сварки нужно усвоить несколько пунктов:
Перед тем как приступать к процессу сварки нужно усвоить несколько пунктов:
- В плюсовую клемму нужно подключать горелку, а в минусовую — заготовку.
- Для каждого типа металла используется специальная проволока.
- Сила тока и скорость его подачи проволоки это прямо пропорциональное значение. Чем сильнее поступает ток, тем больше должна быть скорость подачи и наоборот.
- Токосъемный наконечник это расходный материал который будет часто меняться. Его диаметр должен соответствовать диаметру самой проволоки.
- В основном, от параметров работы механизма падающего проволоку зависит качество готового шва.
- Чтобы подача проволоки была непрерывной, шланг который подаёт её, должен быть крайне жестким.
- Если толщина металла который сваривают, менее 1 мм то лучше производить сварку точками, тогда заготовка не перегреется и не прогорит.
- В том случае когда напряжение в сети 190 вольт а не 220, то есть меньше стандартного, лучше использовать проволоку маленького диаметра. К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.
- Если сварка полуавтоматическим устройством происходит без участия газа, то плюсовую клемму нужно подключать непосредственно к заготовке и применять для сварки специальную проволоку.
Что можно варить?
 Полуавтоматом можно варить металл любой толщины, тем не менее толстые изделия нужно разогревать докрасна паяльной лампой. Для этих целей отлично подходит инверторный источник питания.
Полуавтоматом можно варить металл любой толщины, тем не менее толстые изделия нужно разогревать докрасна паяльной лампой. Для этих целей отлично подходит инверторный источник питания.
Сварка в аргоне это совсем другое, ведь принцип работы полуавтомата заключается в том чтобы плавить стальную проволоку и заполнять ею швы. Чтобы не происходил процесс окисления, процедура проходит под действием углекислоты. Аргон применяется для защиты активных металлов от окисления.
Атмосфера из инертных газов не даст кислороду реагировать с поверхностью.
Разновидности
Рассмотрим виды газов, которые применяются при сварке полуавтоматом
Ацетилен это бесцветный газ, который легче воздуха. Он обладает особенным запахом. Один из широко распространенных газов, которые применяются в данной сфере, так как обладает самой высокой температурой горения и имеет повышенную полярность. Часто используется из-за высоких температурных показателей при резке металлических конструкций.
 Водород — также бесцветный, не пахнущий газ, который относится к классу взрывоопасных веществ. При контакте с кислородом воздушная среда образует гремучую смесь. По технике безопасности водородные баллоны не должны находиться под давлением больше 15 мПА.
Водород — также бесцветный, не пахнущий газ, который относится к классу взрывоопасных веществ. При контакте с кислородом воздушная среда образует гремучую смесь. По технике безопасности водородные баллоны не должны находиться под давлением больше 15 мПА.
Коксовый газ не имеет цвета, но имеет специфический запах. Это отход, извлекаемый в процессе добычи кокса, который используется при сварке. Он выводится из каменного угля. Газ можно транспортировать при помощи трубопроводных магистралей.
Природные газы, такие как метан, бутан и пропан не имеют особых требований к хранению и транспортировке. Добыча газа чаще всего происходит прямо на месте зарождения.
Пиролизный газ добывается в процессе распада нефтепродуктов. Он способствует образованию коррозии горелки, из-за этого они быстро выходят из строя. Перед самим использованием пиролизный газ очищают. Использует такую субстанцию не только при сварке но и при резке металлов.
Непосредственно для сварки в стандартных условиях, то есть при подключении к сети 220 В, используется два вида газов — это Углерод и Аргон. Они оба подходят для сварки полуавтоматом. Иногда можно встретить комбинацию этих газов или особые газовые смеси которые отличаются по свойствам от их оригиналов.
Расход в работе
 Обычный 40-литровый баллон содержит в себе 24 кг углекислого газа. При испарении из него образуется 12000 дм. куб. Если учитывать данные, которые были выведены, можно узнать на сколько хватит баллона при непрерывном использовании.
Обычный 40-литровый баллон содержит в себе 24 кг углекислого газа. При испарении из него образуется 12000 дм. куб. Если учитывать данные, которые были выведены, можно узнать на сколько хватит баллона при непрерывном использовании.
Если при работе используется проволока, толщиной 1 мм и ток, напряжением в 100 А, то 40 литров газа хватит примерно на 24 часа. Из этого следует, что баллон, объемом 10 литров может обеспечить 6 часов беспрерывной работы. Если верить справочникам, на 1 кг расплавленного металла перепадает 1100 грамм углекислого газа и 1350 грамм сварочной проволоки. С помощью этих данных можно определить пропорцию соотношения углекислого газа и проволоки. На 1200 грамм проволоки расходуется примерно 1 кг углекислоты в жидком виде.
[stextbox 24 кг углекислого газа хватит на 29 кг сваренного металла.[/stextbox]
Исходя из статистики можно сказать, что в большинстве случаев эти данные соответствуют реальности.
| Удельный расход газа (углекислый газ или смесь Аргона и углекислого газа) при сварке | |||
| Диаметр проволоки, мм | Диапазон силы тока, А | Расход газа | |
| м 3 /с *10 4 | л/мин | ||
| 0,8 | 60-120 | 8-9 | |
| 1,0 | 60-160 | 1,33-1,5 | 8-9 |
| 1,2 | 100-250 | 1,5-2,0 | 9-12 |
| 1,4 | 120-320 | 2,0-2,5 | 12-15 |
| 1,6 | 240-260 | 2,3-2,5 | 14-15 |
| 1,6 | 260-380 | 2,5-3,0 | 15-18 |
| 2,0 | 240-280 | 2,5-3,0 | 15-18 |
| 2,0 | 280-450 | 3,0 – 3,33 | 18-20 |
Газовые смеси
 Подробнее о смесях — у них есть определенный ряд преимуществ перед чистыми глазами а именно:
Подробнее о смесях — у них есть определенный ряд преимуществ перед чистыми глазами а именно:
- малое разбрызгивание металла;
- хорошая глубина проплавки;
- невысокая степень деформации;
- уменьшенное потребление проволоки;
- быстрая скорость сварки;
- высокая эффективность с точки зрения КПД.
Какие бывают смеси?
- Газовая смесь НП-1: состоит на 85% из гелия, на 13,5% из аргона, на 1,5% из двуокиси углерода. Обеспечивает ровный, гладкий шов, без оксидной плёнки. Хорошо взаимодействует с тонкими поверхностями, ведь не деформирует их.
- Газовая смесь НП-2: состоит на 55% из гелия, на 43% из аргона, на 2% из двуокиси углерода. Обеспечивает низкий уровень шва и быструю скорость сварки. Варить можно материалы любой толщины в любом режиме (в том числе и в автоматическом).
- Газовая смесь НП-3: состоит на 38% из гелия, на 60% из аргона, на 2% из двуокиси углерода. Обеспечивает стабильность дуге, низкую степень деформации и разбрызгивания металла. Подходит для сварки поверхностей, толще 9 мм.
В конечном итоге выбор смеси будет зависеть только от конкретного режим работы. Если сварка происходит в автоматических условиях, то лучше выбирать смесь НП-2 или чистый Аргон. Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться.
Для промышленных предприятий и крупных партий сварок часто разрабатывается собственные смесь, которая удовлетворяет конкретно условиям изделия. Такие смеси на рынке чаще стоят намного дешевле обычных, но приобретать их можно только на свой страх и риск, потому что если она подошла для одной партии, она может не подойти для вашего изделия, а производителю нужно куда-то спихнуть остатки.
Заключение
 Надеемся, что наша статья поможет вам разобраться в процессе сварки при помощи полуавтоматических устройств, или как минимум не переплатить в том случае, если вы заказываете сварку у специалистов.
Надеемся, что наша статья поможет вам разобраться в процессе сварки при помощи полуавтоматических устройств, или как минимум не переплатить в том случае, если вы заказываете сварку у специалистов.
- для удачной сварки двух поверхностей нужно определить, могут ли они быть сварены при помощи полуавтоматического устройства;
- далее нужно рассчитать расход газа и правильно рассчитать условия работы. Неверные параметры не только замедлят процесс сварки, а и могут привести к порче поверхностей;
- также нужно правильно определить вид газа, который будет использоваться при сварке. И у инертных и у чистых газов есть свои преимущества, и каждый подойдёт для конкретного способа.
Если после прочтения нашей статьи вы всё ещё не уверены в своих силах, то можно попробовать сварить парочку не ответственных деталей или ненужных поверхностей, чтобы проверить навыки, полученные в процессе чтения.
Как правильно вести сварку полуавтоматом с углекислотой – особенности сварочного процесса

Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.

Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.

Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.

Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.

Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.