
Что такое сварка током прямой полярности?
Особенности сварки током прямой полярности: отличия от обратной
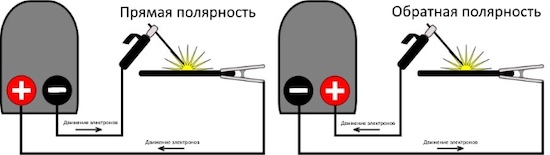
Что такое сварка током прямой полярности — это подключение плюсового провода от оборудования к соединяемым деталям, а к минусу идёт провод от держателя, на котором закреплён электрод. При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
Прямая полярность
 У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
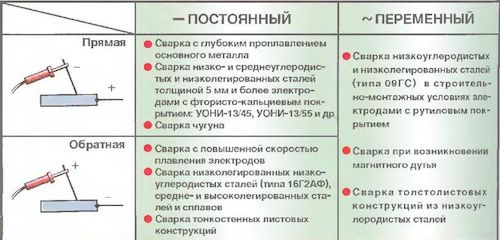
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва;
- такое подключение применяется для металлов с толщиной не менее 3 мм;
- вольфрамовые электроды применяются для соединения изделий из цветного металла;
- высокая стабильность горения дуги обеспечивает качественный шов;
- токопроводящие стержни быстро плавятся;
- большой расход электродов из-за разбрызгивания.
[stextbox методика исключает использование электродов, предназначенных для сварки переменным током.[/stextbox]
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине;
- во время соединения толстых металлов снижается качество шва;
- нельзя работать электродами, чувствительными к перегреванию;
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва;
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.
В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.

Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения. Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
[stextbox И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: «Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».[/stextbox]
 Влияние толщины соединяемых деталей на выбор подключения.
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом;
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.
При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
[stextbox быстрой проводке электрода металл не успевает прогреваться, поэтому шов располагается поверху без нужного проплавления, а если скорость медленная, то заготовки перегреваются, а жидкая субстанция в сварочной ванне становится неуправляемой.[/stextbox]
 Внешнее состояние шовного соединения.
Внешнее состояние шовного соединения.
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой;
- хороший разогрев обеспечивает качественную и глубокую проплавку;
- электрод плавится медленно, поэтому частая замена не нужна;
- металл при сварке практически не разбрызгивается.
Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное;
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней;
- жидкий металл сильно разбрызгивается.
Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Выводы
Инверторное или полуавтоматическое сварочное оборудование отличается несложной эксплуатацией, поэтому часто применяются в домашней обстановке, например, на даче или при ремонте в частном домостроении, да и неопытным исполнителям легче соединять металлические конструкции, используя обычное подключение стандартной сети. Для получения соединений высокого качества, надо точно знать, как и когда применять обратную или прямую методику подключения.
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
- Как влияет на сварку прямая и обратная полярность
- Технические условия для выбора полярности
- Толщина металлической заготовки
- Типы свариваемых металлов
- Тип сварочной проволоки или электрода
- Особенности сварки с прямой и обратной полярностью
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
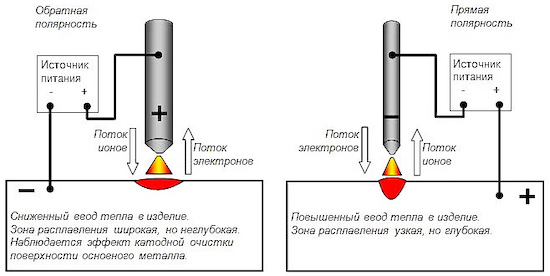
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.

Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.

Как варить инвертором: советы новичкам

Выбираем электроды для сварки инвертором

Сварка нержавейки инвертором

Контактная сварка из инвертора

Сварка чугуна электродом в домашних условиях

Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Прямая и обратная полярность при сварке инвертором

Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
- Как влияет полярность при сварке
- Что такое прямая и обратная полярность: техусловия выбора
- Сварка прямой полярностью
- Сварка обратной полярностью
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Существует только два варианта полярности, которые настраиваются перед работой:
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике. Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.

В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.

Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Сварочный ток обратной полярности
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и методы сварки. Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
- Пятна анодные, пятна катодные
- Прямая полярность
- Обратная полярность
- Как выбрать правильную полярность
- Толщина края металлической заготовки
- Вид металла
- Вид электрода
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного шва со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
По своей сути ток представляет собой движение заряженных частиц – электронов. Они двигаются от отрицательного полюса к положительному – это классика. Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.
Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.
Обратная полярность
Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является электродуговая с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, дуга начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- ни в коем случае не варить с электродами, чувствительными к перегреву;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично. Иначе вы получите прожог;
- отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Разница между прямой и обратной полярностью
Сварочная дуга при сварке постоянным током может иметь прямую или обратную полярность. В первом случае подводится заряд «плюс», а к электроду — «минус».
В зависимости от ряда факторов, сварочная дуга, подаваемая при сварке постоянным током, может иметь прямую или обратную полярность. В первом случае к обрабатываемым элементам подводится заряд «плюс», а к электроду — «минус». Обратная полярность при сварке отличается подачей к электроду «плюса» и «минуса» к детали. Подробнее о специфике методов — далее.
Особенности процессов
При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя.
 Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Обратная полярность при сварке инвертором — это подача отрицательного заряда на обрабатываемый металл, а положительного — на электрод. Ситуация с выделением тепла противоположная — на расходном элементе наблюдается избыточный нагрев, а у свариваемой заготовки — недостаточный. Поэтому обратную полярность при сварке используют, если необходимо минимизировать порчу заготовки при работе, а также для деликатных работ. Она используется для неразъемных соединений таких материалов, как:
- нержавеющая сталь;
- тонколистовой металл;
- высокоуглеродистая, либо легированная сталь;
- сплавы, восприимчивые к перегреву.
Наиболее известные виды сварки, где используется подача тока обратной направленности — флюсовая электродуговая и в среде защитных газов.
Закономерности выбора
 При горении сварочной дуги на заготовке на конце электрода появляется пара участков, именуемых анодным и катодным пятнами. Разность их температур порой доходит до 800 градусов Цельсия (в пользу анодного). То есть количество тепла, выделяемое на заготовке во время работы, достаточно велико, а способ больше подходит для качественного провара швов.
При горении сварочной дуги на заготовке на конце электрода появляется пара участков, именуемых анодным и катодным пятнами. Разность их температур порой доходит до 800 градусов Цельсия (в пользу анодного). То есть количество тепла, выделяемое на заготовке во время работы, достаточно велико, а способ больше подходит для качественного провара швов.
Примечательно, что при работе постоянным током прямой полярности скорость сгорания металла электрода ниже на 20-40%. А для переменного тока соблюдение полярности не актуально вовсе — его особенность в том, что направление тока меняется по 100 раз за единицу времени.
Достоинства и недостатки методов
- увеличенное поступление тепла на заготовку;
- качественная, глубокая проплавка свариваемой детали;
- электрод дольше работает (медленно плавится);
- разбрызгивание жидкого металла с заготовки минимизировано.
Току прямой направленности присущи следующие черты:
- приток тепла к заготовке минимален;
- проплавка детали велика, но ниже, чем при обратной полярности;
- рабочий элемент быстро плавится, требуя замены;
- металл разбрызгивается с максимальной вероятностью.
Можно ли с уверенностью утверждать, что какой-либо из способов предпочтительнее другого? Больше очевидных преимуществ у сварки током обратной полярности, однако не только достоинствами определяется выбор. Для большинства электродов рекомендованная полярность указывается на этикетке.
Правила выбора полярности

Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде.
Немаловажно помнить — чем быстрее осуществляется сварочный процесс, тем ширина шва и глубина провара становятся меньше.
Какое оборудование использовать
Например, в среде защитных газов (когда используется аргон или углекислый газ), либо с использованием проволоки, обработанной порошком. Обратная направленность тока применима при работе с газами, прямая — когда процесс выполняется порошковой проволокой (также известной как флюсовой).

Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, подключение «держака» и «массы» меняется — на первом «плюс», на второй «минус» (обратная). Делается это для того, чтобы флюс выгорел полностью, а сварочный процесс произошел внутри образовавшегося газообразного облака. Металл будет меньше прогреваться, а разбрызгивание капель сведется к минимуму.
Прямая используется для сварки цветных металлов, когда рабочим расходным элементом выступает вольфрамовый электрод. Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
Если вы знаете другие специфические особенности выбора параметров сварки, поделитесь информацией в комментариях к статье.

