
Аргонодуговая сварка ГОСТ 14806 80
Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.

Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.

В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).

5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах, соединения сварные. Основные типы, конструктивные элементы и размеры
Что устанавливает ГОСТ 14806-80, и что он регулирует
ГОСТ 14806-80 «Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры» был утвержден еще в 1980 году в СССР. ГОСТ подлежит периодической проверке раз в пять лет. В дальнейшем ограничения по срокам действия стандарта были отменены в 1994 году.
Изменения в него вносились только в декабре 1990 года, с которыми он продолжает действовать по сей день.
Положения ГОСТ 14806-80 распространяются на сварные соединения из алюминия и его сплавы. Он действует в отношении свариваемых деталей с толщиной кромки 0,8-60 мм. Стандарт не распространяется на свариваемые соединения трубопроводов, в отношении которых действует отдельный ГОСТ.
Стандарты содержат описания основных типов сварных соединений, их конструктивных элементов и размеров разделки кромки, а также сварного шва.
Стандарт распространяет свое действие на производство сварных работ дуговой сваркой. Сварочные работы могут вестись в трех основных режимах: ручном, полуавтоматическом и автоматическом. Также он допускает использование неплавящегося и плавящегося электродов, применение присадочного металла или работу без него.
В ГОСТе указаны следующие виды сварочного процесса и его условные обозначения:
- ручная сварка с использованием неплавящегося электрода с присадочным металлом (РИНп);
- полуавтоматическая плавящимся электродом (ПИП);
- автоматическая сварка с неплавящимся электродом с присадочным металлом (АИНп);
- автоматическая однодуговая сварка с плавящимся электродом (АИП);
- автоматическая трехфазная сварка неплавящимся электродом с присадочным металлом (АИНп-3).
С полным текстом ГОСТа можно ознакомиться здесь.
DIN, ГОСТ, ISO — таблица соответствия стандартов
Главная»Справочная информация» DIN, ГОСТ, ISO — Таблица соответствия стандартов крепежа
Таблица соответствия крепежа немецкого стандарта DIN
, российского стандарта
ГОСТ
, международного стандарта
ISO
.
DIN
(Deutsches Institut für Normung) — Немецкий институт по стандартизации (член ISO).
ГОСТ
(Государственный стандарт) — национальный стандарт РФ, межгосударственный стандарт в СНГ. ГОСТ Р — стандарты, принимаемые только в России.
ISO
(International Organization for Standardization) — Международная организация по стандартизации.
DIN ISO
— стандарт ISO (Международная организация по стандартизации), принятый Германией как национальный без каких-либо изменений.
EN
(EuroNorm) — европейский стандарт, принятый Европейским комитетом по стандартизации
CEN
(European Committee for Standardization).
DIN EN
— немецкое издание европейского стандарта EN без каких- либо изменений.
DIN EN ISO
— стандарт, совместно разработанный ISO (Международная организация по стандартизации) и CEN (Европейский комитет по стандартизации), принятый Германией как национальный без каких-либо изменений.
Таблицы соответствия стандартов DIN, ГОСТ, ISO: 1-399, 400-699, 700-999, 1000-3999, 4000-6999, 7000-82999
DIN, ГОСТ, ISO — Таблица соответствия стандартов
Таблицы соответствия DIN, ГОСТ, ISO: 1-399, 400-699, 700-999, 1000-3999, 4000-6999, 7000-82999
Основные типы сварных швов и их краткие характеристики
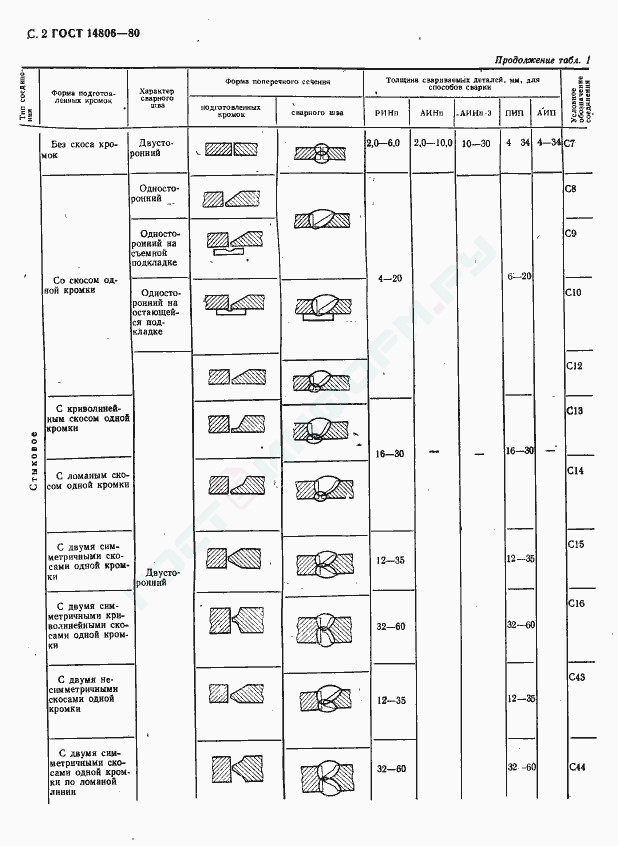
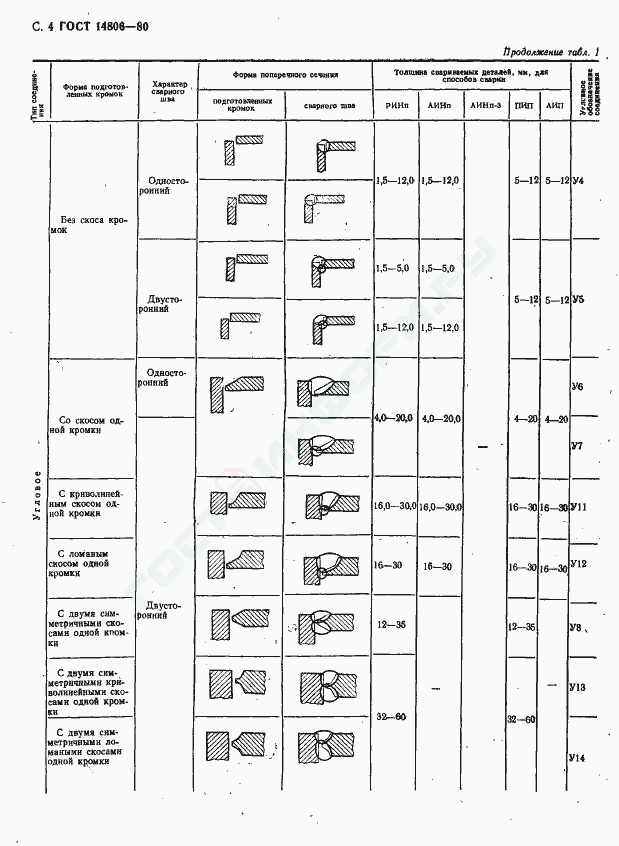
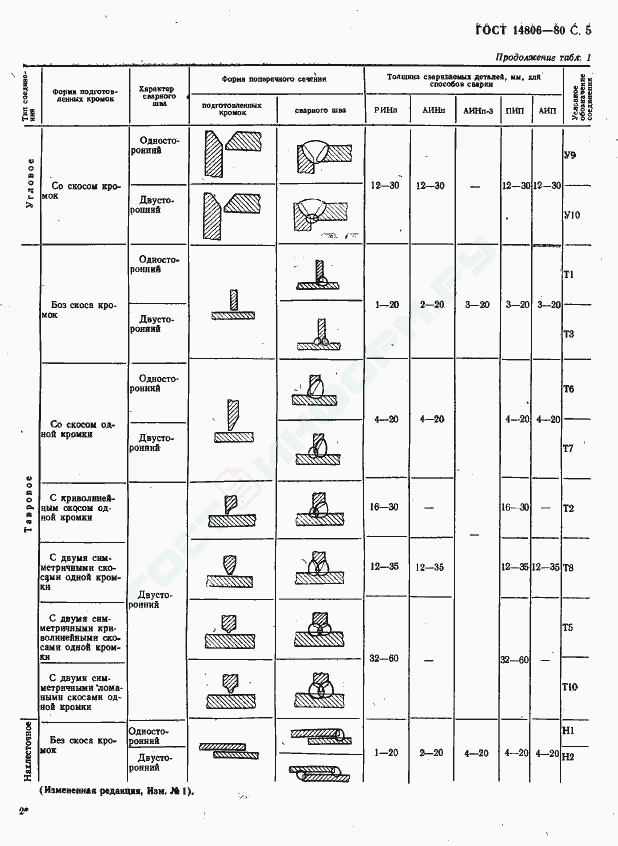
Неразъемное соединение, которое выполнено при помощи сварки, называется сварным. Основные типы сварных швов алюминия и его сплавов должны соответствовать тем, которые указаны в таблице 1 ГОСТа.
В таблице приведены 4 основных типа соединения, они различаются в зависимости от расположения деталей друг к другу:
- Угловое (когда детали соединяются под прямым углом).
- Тавровое (одна из деталей торцом устанавливается к другой).
- Стыковое (соединяемые детали располагаются в одной плоскости).
- Нахлесточное (когда элементы расположены параллельно и перекрывают друг друга).
Швы могут быть односторонними и двухсторонними.
Помимо типа соединения, швы в ГОСТе классифицируются и зависят от вида подготовленных кромок:
- С отработкой одной кромки.
- С отработкой двух кромок.
- Без скоса кромок.
- С криволинейным, ломаным скосом.
- С несимметричными скосами.
- Прочие.
При выборе технологических параметров сварки нужно учитывать и толщину заготовок.
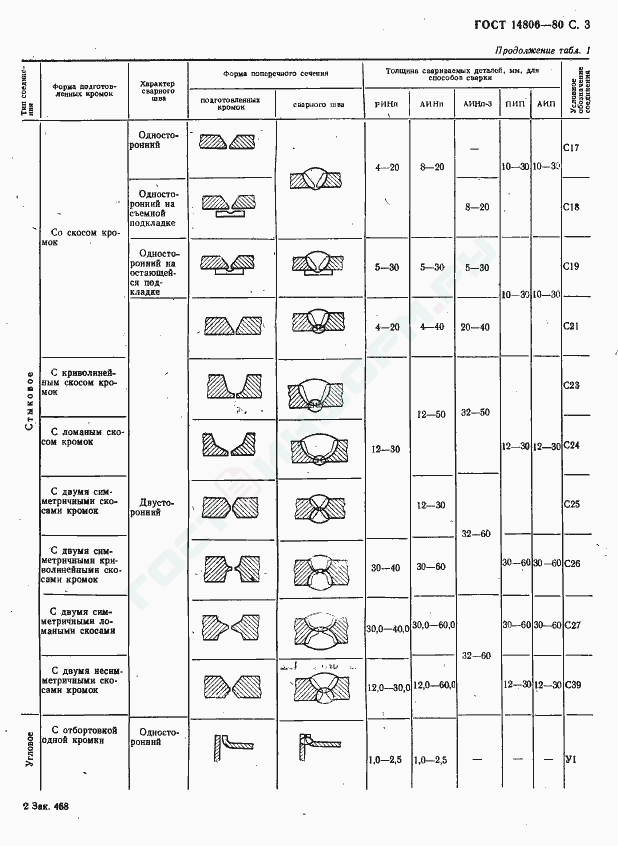
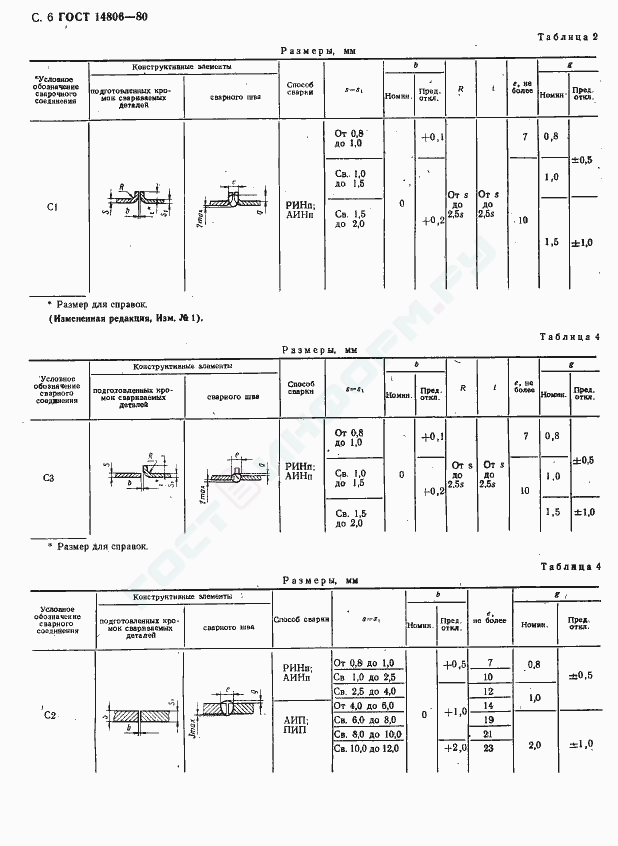
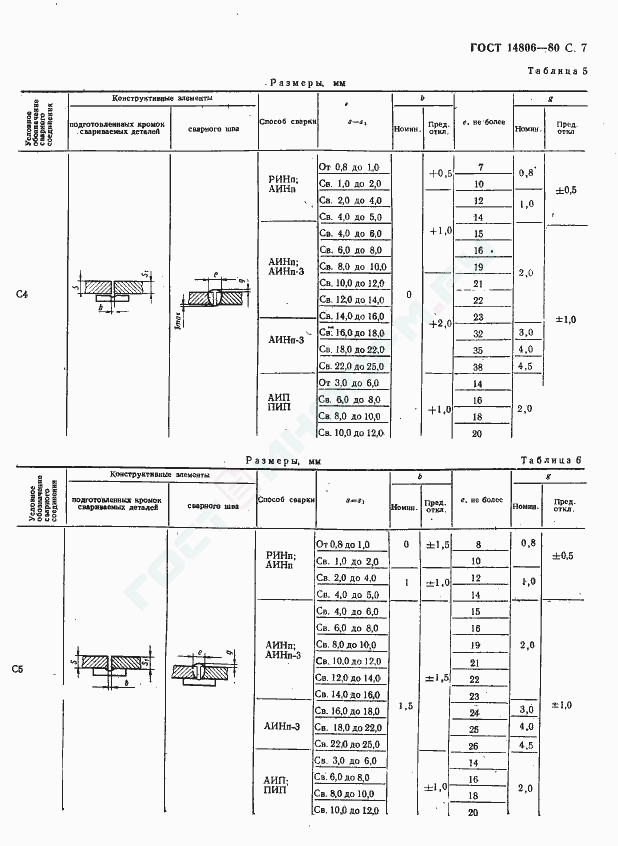
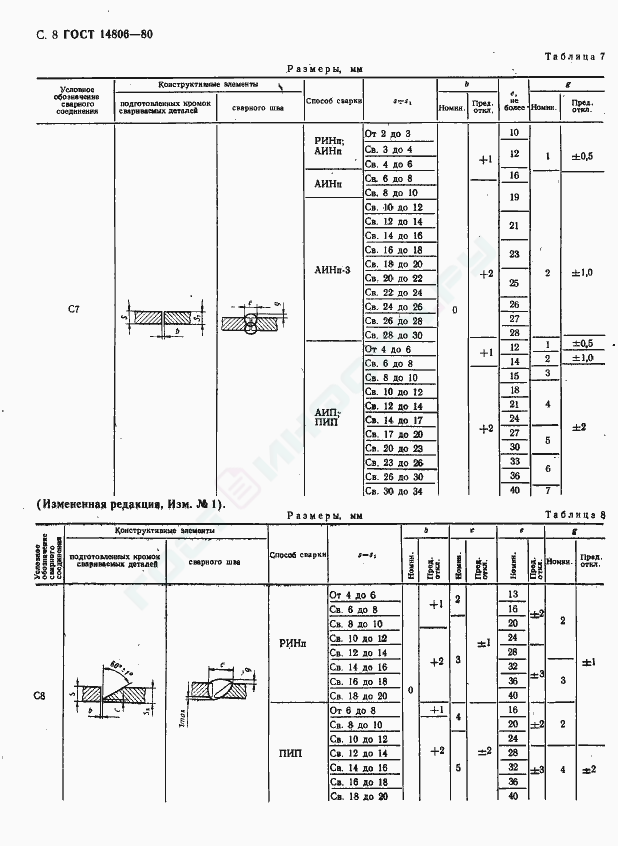
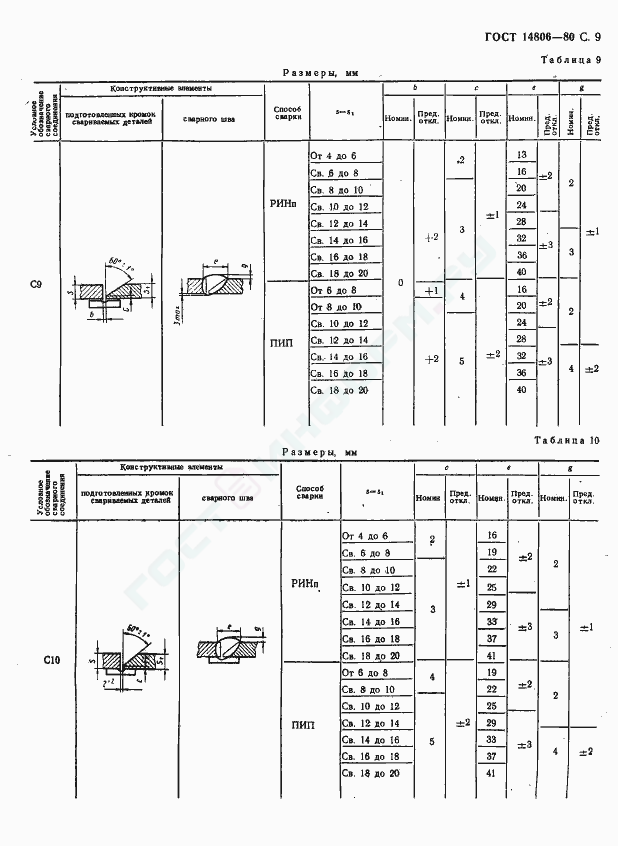
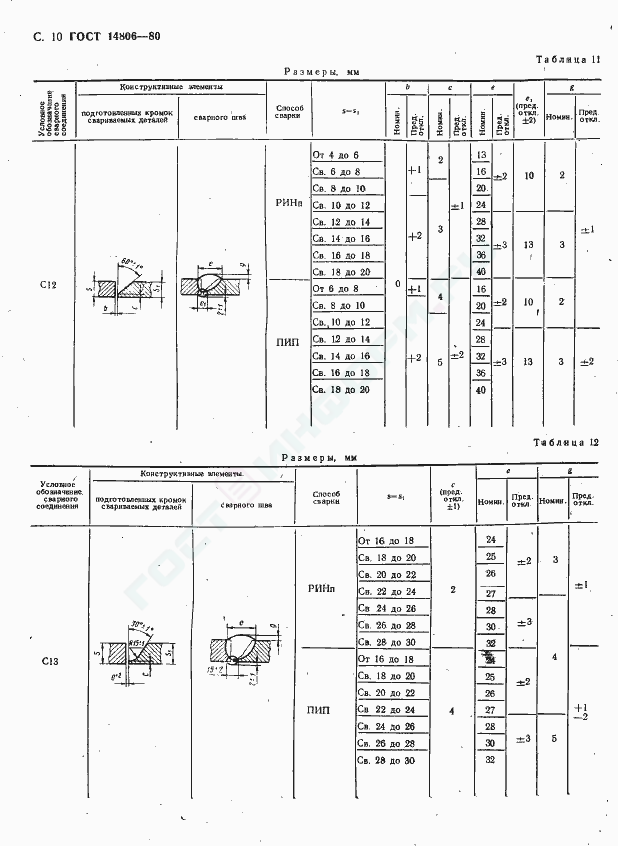
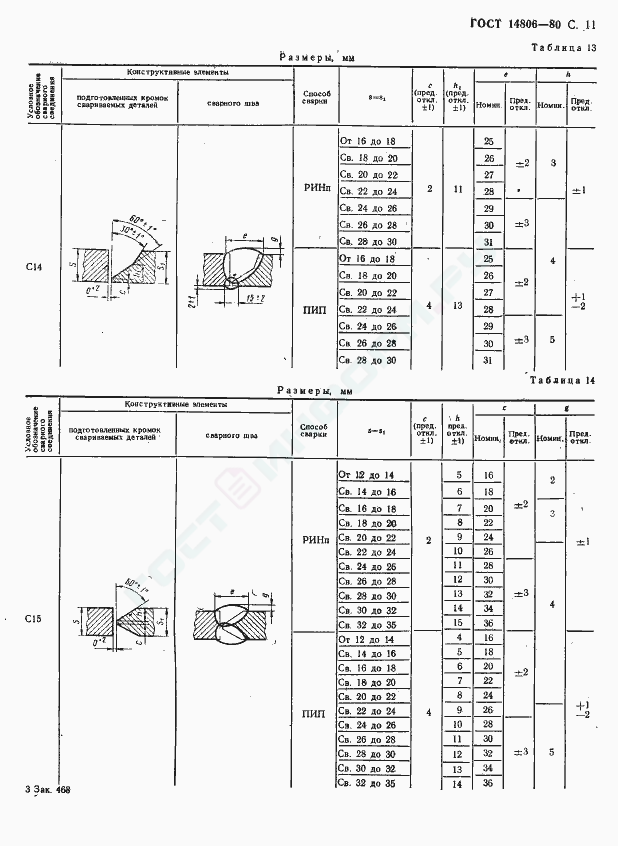
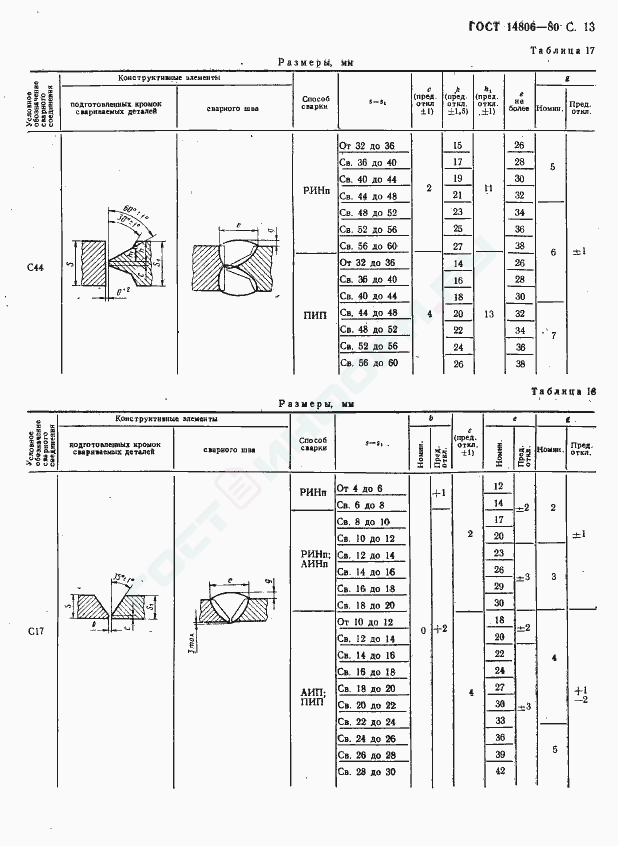
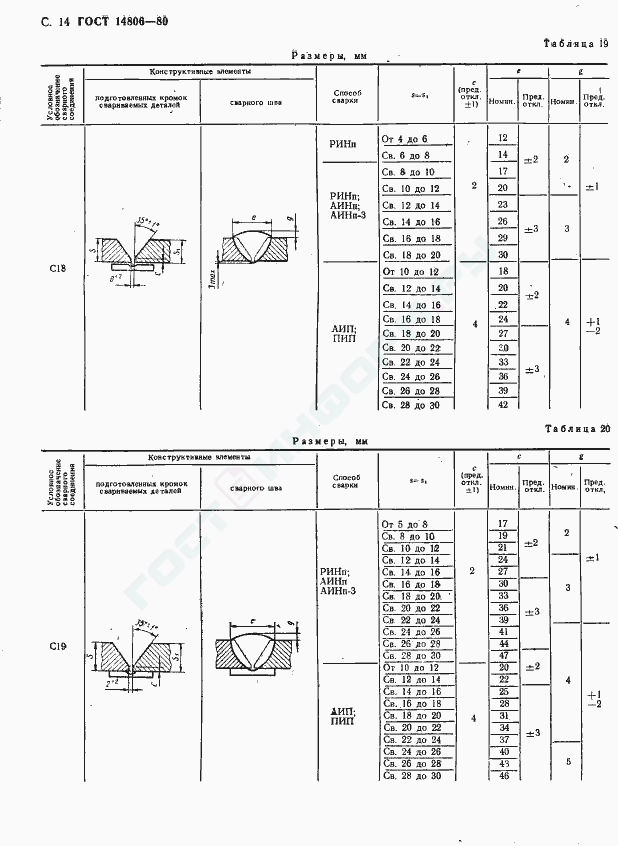
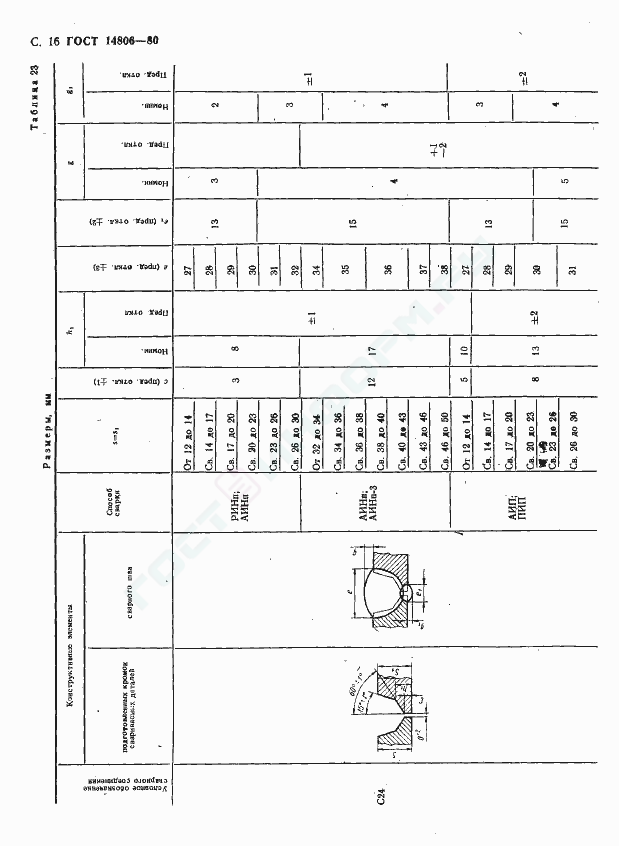
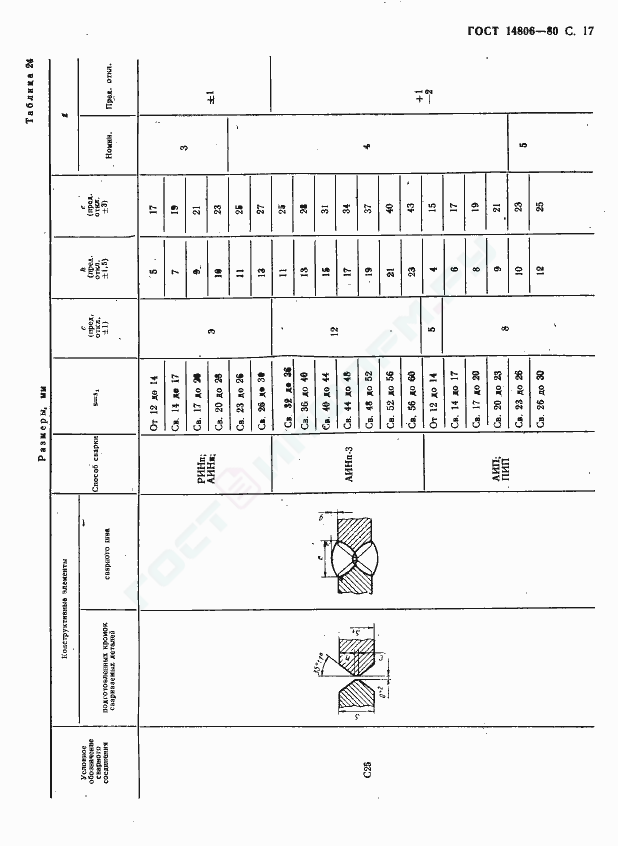
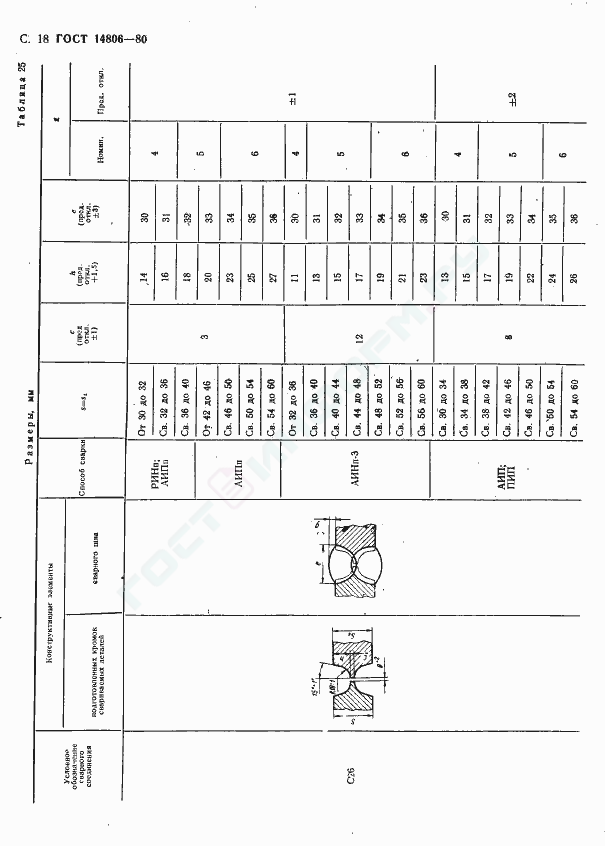
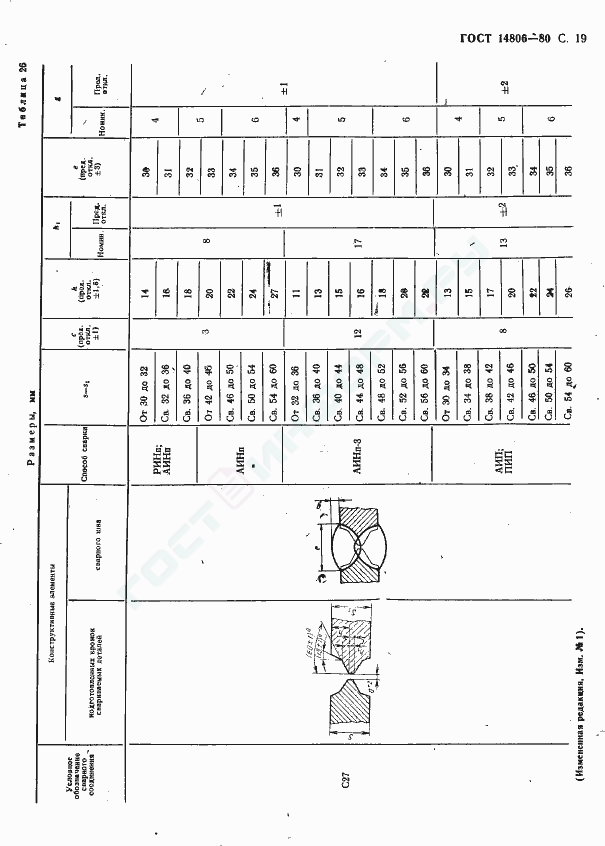
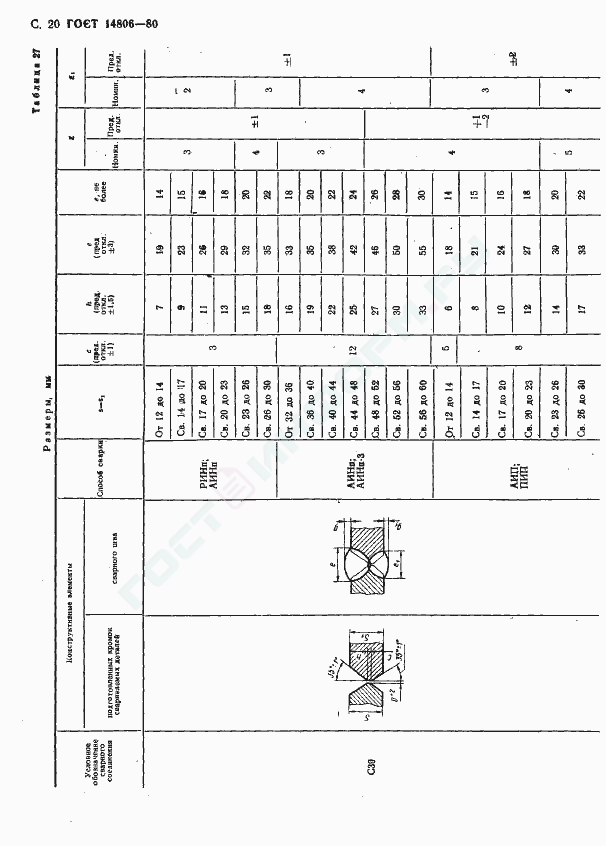
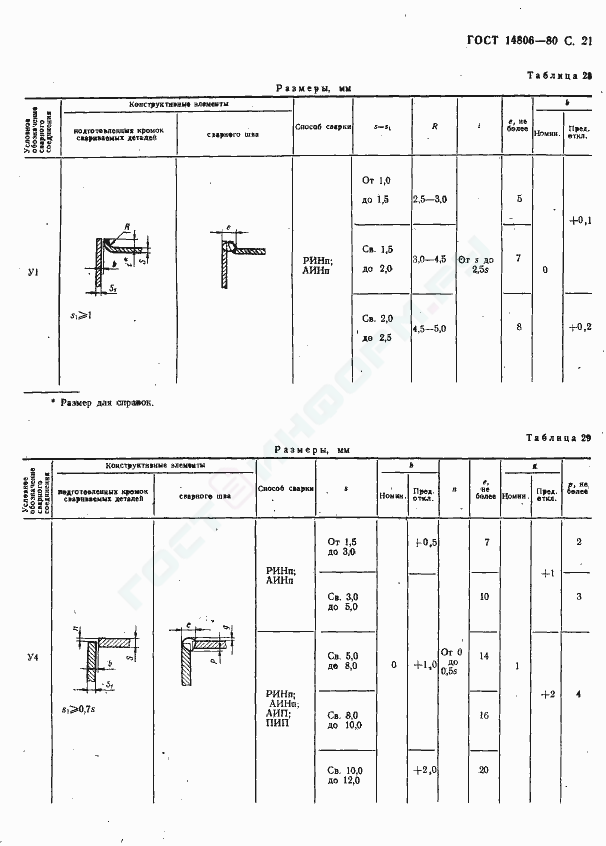
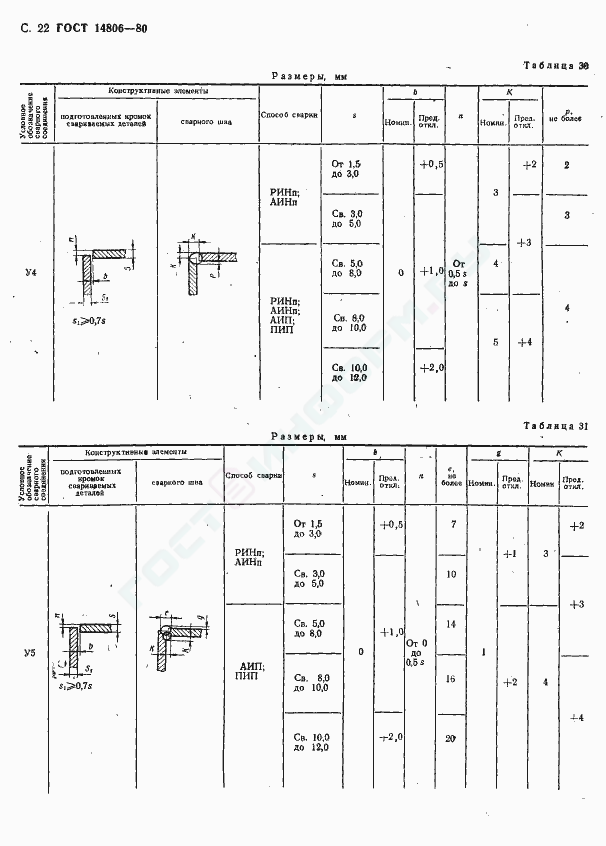
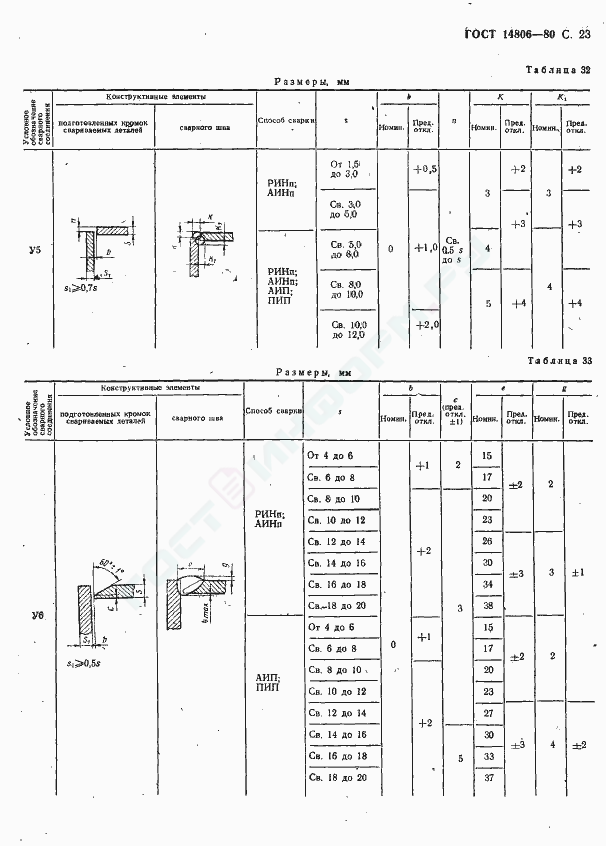
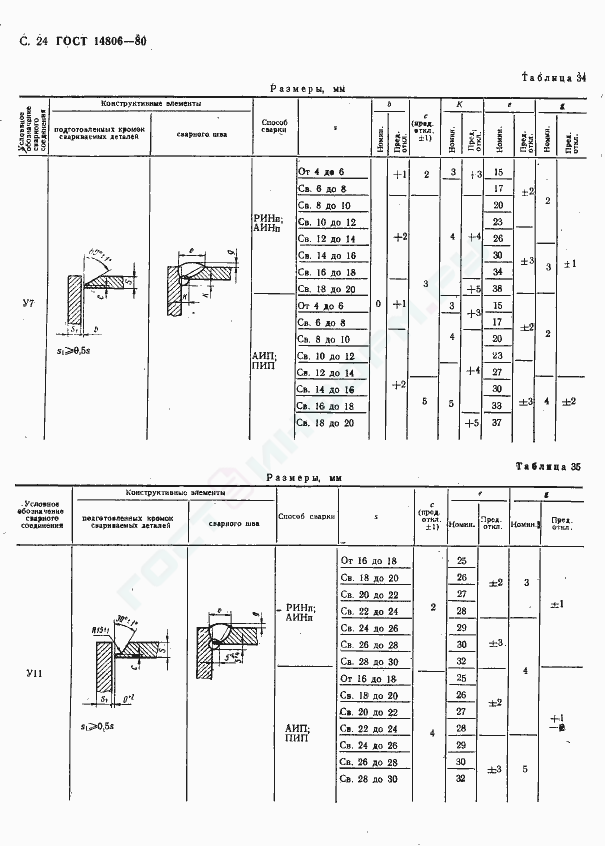
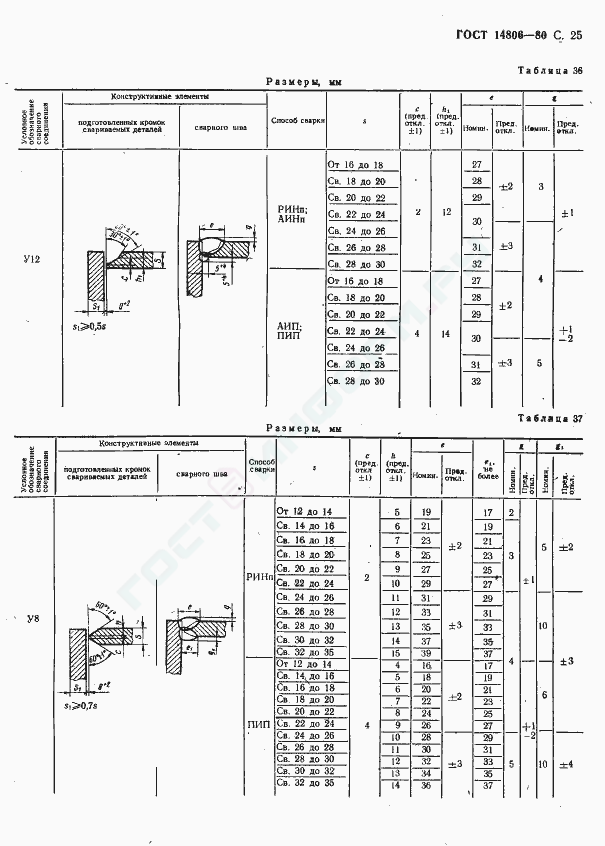
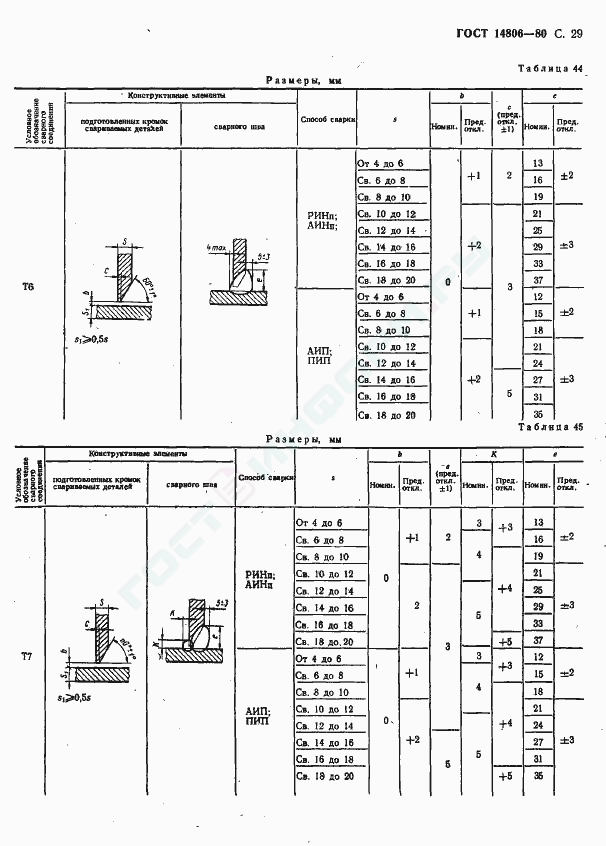
Конструктивные элементы
К конструктивным элементам сварных швов и полученных соединений относят размеры кромок под выполнение сварочных работ и сами размеры сварного шва. Кромками называются соединяемые края деталей при сварочных работах.
Размеры подготовленных кромок свариваемых деталей и величина сварного шва регламентируется в зависимости от вида соединения, способа сварки и толщины металла по ГОСТ 14806-69.
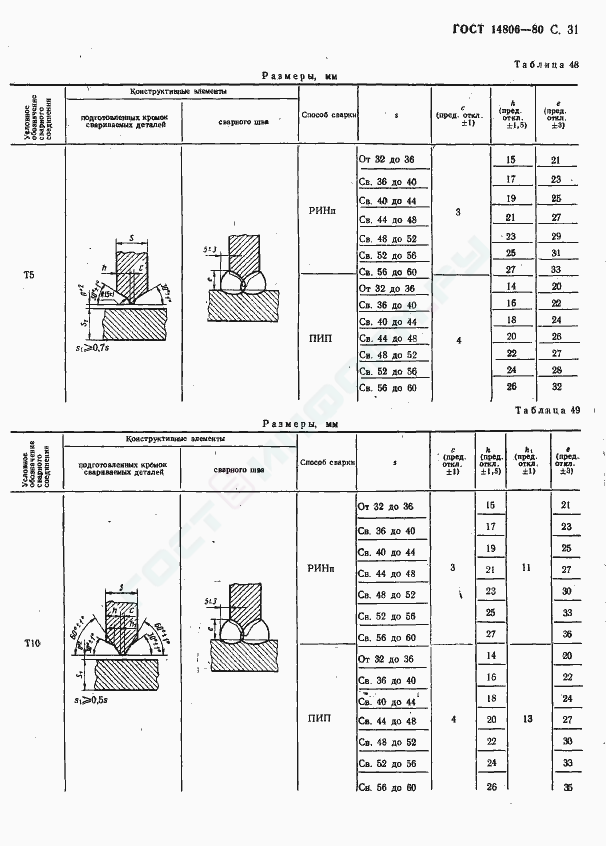
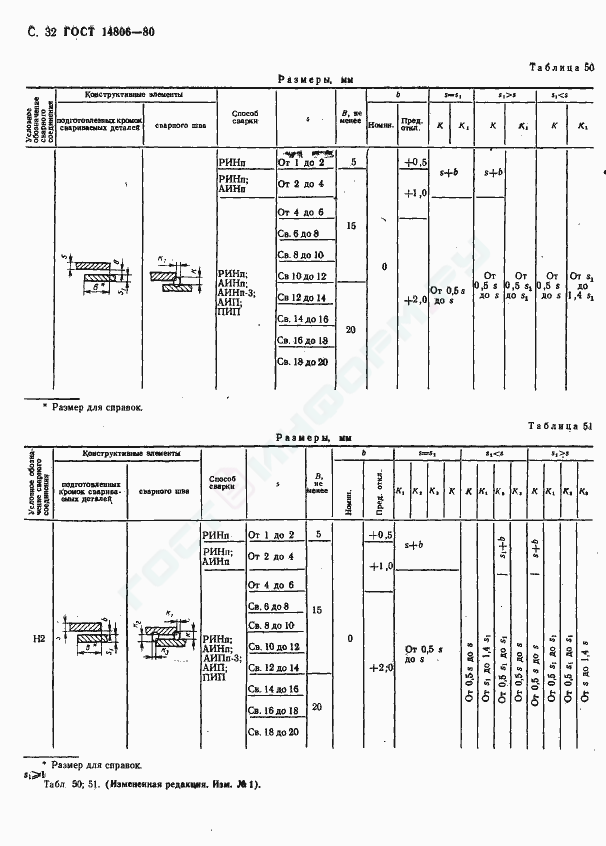
Конструктивные элементы алюминиевых заготовок и деталей из сплава алюминия и их размеры должны соответствовать прописанным в таблицах 2-51.
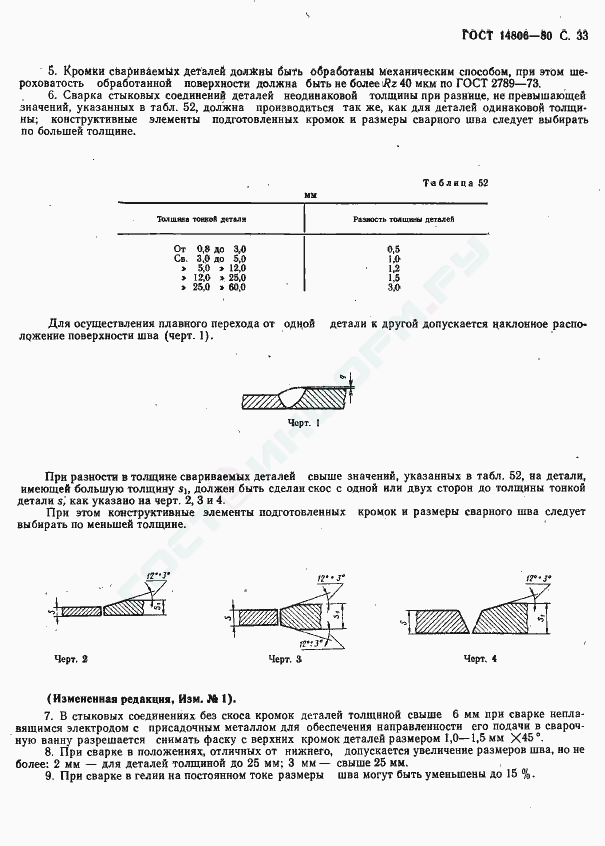
Кромка свариваемых деталей подлежит обработке механическим способом перед началом выполнения сварочных работ. Шероховатость обработанной поверхности не должна превышать 40 мкм.
Подготовка поверхностей
Технология подготовки поверхностей алюминиевых изделий может несколько отличаться, в зависимости от условий проведения работ. Тем не менее, несмотря на отличия, требования к состоянию кромок, зазоров и поверхностей вполне определены ГОСТ. Подготовительные работы можно разделить на несколько этапов.
На первом этапе происходит очистка поверхностей от грязи, пыли, масляных и жировых отложений. Полезно обезжирить поверхности бензином, растворителем, ацетоном или уайт-спиритом. Неотъемлемым этапом является разделка кромок. Особенно актуален процесс разделки, когда толщина деталей превышает 4 мм (20 мм для ручной дуговой сварки). В противном случае нельзя гарантировать проплавление металла по всей толщине, поэтому шов будет некачественным. Но даже при работе с тонким листовым металлом кромки приходится подготавливать, производят их отбортовку.

Перед непосредственной сваркой оксидную пленку нужно удалить, что производится механическим способом. В качестве инструмента подойдет напильник, наждачная бумага или металлическая щетка. Окисляется алюминий быстро, поэтому данную процедуру бессмысленно проводить задолго до начала работ. Предусмотрен и химический способ борьбы с окислом. Поверхность протирается каустической содой. Но после обработки придется деталь промыть водой и высушить.
Сварка стыковых соединений деталей неодинаковой толщины
В таблицах с конструктивными элементами швов по ГОСТ 14806-69 сделано допущение, что обе заготовки под сварку имеют одинаковые размеры. Но дополнительно здесь даны рекомендации сварщику, как ему поступить, если предстоит состыковать детали с неодинаковой толщиной.
При сварке стыковых соединений с неодинаковой толщиной сварка должна проводиться так же, как и для деталей с одинаковой толщиной, при условии, что размер отклонений не превышает значений, приведенных в ГОСТе.
| Толщина более тонкой детали, мм | Разница в толщине деталей, мм |
| от 0,8 до 3,0 мм | 0,5 |
| от 3 до 5 мм | 1,0 |
| от 5 до 12 мм | 1,2 |
| от 12 до 25 мм | 1,5 |
| от 25 до 60 мм | 3,0 |
При этом размеры сварного шва определяются по большей толщине.
Если же разница между свариваемыми деталями превышает значения, прописанные в таблице 52, то на детали с большей толщиной необходимо выполнить скос. А конструктивные элементы подготовленных кромок и величина сварного шва определяется по меньшей из толщин заготовок.
Отклонение от размеров швов
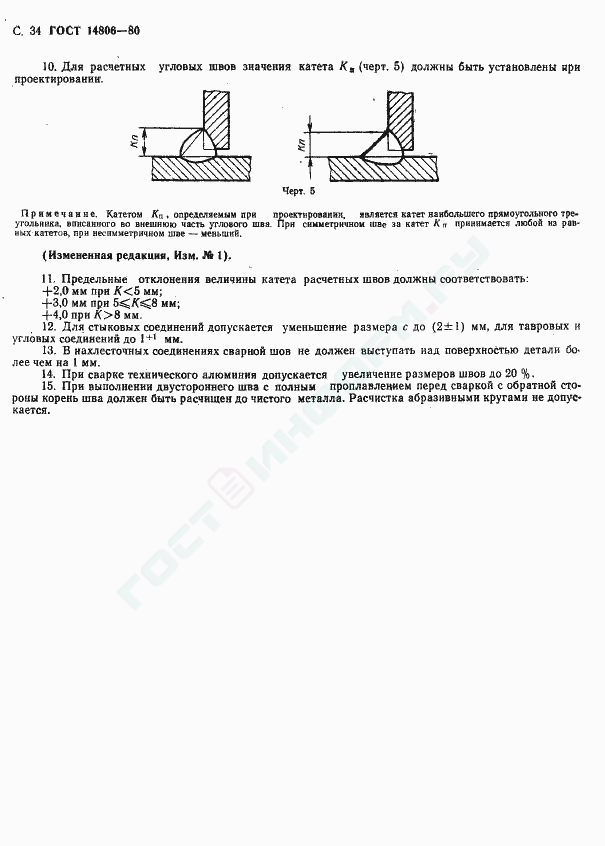
В случае проведения сварных работ в положении, которое отличается от нижнего, то величина шва может быть увеличена. Но допустимые отклонения по ГОСТу не могут превышать 2 мм для деталей до 25 мм и 3 мм – свыше 25 мм.
В случае если в качестве инертного газа используется гелий, а работы производятся на постоянном токе, то размеры шва могут быть уменьшены до 15%.
Для стыковых соединений допустимо уменьшение размера до 1-2 мм, тавровых и угловых соединений – до 1 мм. При нахлесточных соединениях сварной шов не может выступать над поверхностью более, чем на 1 мм. В случае сварки технического алюминия швы могут быть увеличены до 20%.
Если выполняется двухсторонний шов с полным проплавлением перед сварочными работами с обратной стороны, то корень шва расчищается до чистого металла. Не допускается использование абразивных кругов.
Таким образом, применение ГОСТ 14806-80 является обязательным при выполнении работ по сварке алюминия и его сплавов с толщиной 0,8-60 мм, если сварочный процесс производится методом дуговой сварки в среде инертных газов. Здесь приведены типы швов, конструктивные элементы, допустимые отклонения швов от заданных параметров и пр.
Ручная дуговая сварка
В некоторых случаях к соединению алюминиевых деталей не предъявляются жесткие требования прочности и надежности. Примером может служить применение алюминия в качестве декора. В подобной ситуации можно использовать сварку MMA.
В домашних мастерских данный способ весьма применим, однако он имеет ряд недостатков. При попытке сваривания деталей, толщина которых не превышает 4 мм, могут образовываться сквозные прожоги. Шов получится не очень прочным, а внутренняя структура будет содержать множество пор. В процессе сварки будет происходить интенсивное разбрызгивание металла, что существенно скажется на эстетичности шва. Образовавшийся шлак сложно снять с поверхности. Через некоторое время он станет центром образования коррозии.

Покрытыми электродами в режиме MMA можно сваривать не только чистый алюминий, но и его сплавы. Популярные марки электродов – ОЗА-1 и ОЗА-2, а также пришедшие им на смену УАНА и ОЗАНА
Электроды ОЗАНА-1 используются при сварке чистого металла, а ОЗАНА-2 больше подходит для сплава алюминия и кремния. Инвертор для сварки алюминия должен быть функциональным и позволять работать на постоянном токе с обратной полярностью. Разработаны специальные таблицы значений сварного тока для каждого металла. В данном случае можно примерно оценить его значение по следующему правилу: толщину листа, выраженную в миллиметрах, необходимо умножить на 25. Полученное значение указывает номинальный ток в амперах.
Для эффективной сварки толстых заготовок часто применяют предварительный разогрев, который выполняется газовой горелкой. Локальный прогрев может осуществляться до разной температуры, которая зависит от толщины заготовки. При локальном разогреве допускается последующее медленное охлаждение. Разделение шва на зоны позволяет исключить возникновение деформаций и трещин в металле.

В целях экономии расходных материалов рекомендуется производить сварку электродов с повышенной скоростью. Кроме того, замедление в формировании шва чревато прожогом металла насквозь. Важно при ведении сварки одним электродом обеспечить непрерывность процесса. Если электрод отвести в сторону, то кратер шва в этом месте покроется шлаком, и снова разжечь дугу будет проблематично. Направление ведения электрода совпадает с направлением шва. Поперечных колебаний быть не должно.
После окончания сварки следует удалить шлак. Шов промывается горячей водой и зачищается металлической щеткой. Даже малейшие частицы шлака могут стать очагами коррозии. Еще раз напомним, что подобная технология сварки алюминия применима только в домашних условиях, если к прочности соединения не предъявляется особых требований.
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры






































ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ.
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 14806-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ
СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ, СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Arc welding of aluminium and aluminium alloys in inert gases.
Welded joints. Main types, design elements and dimensions
ГОСТ
14806-80
Срок действия с 01.07.81
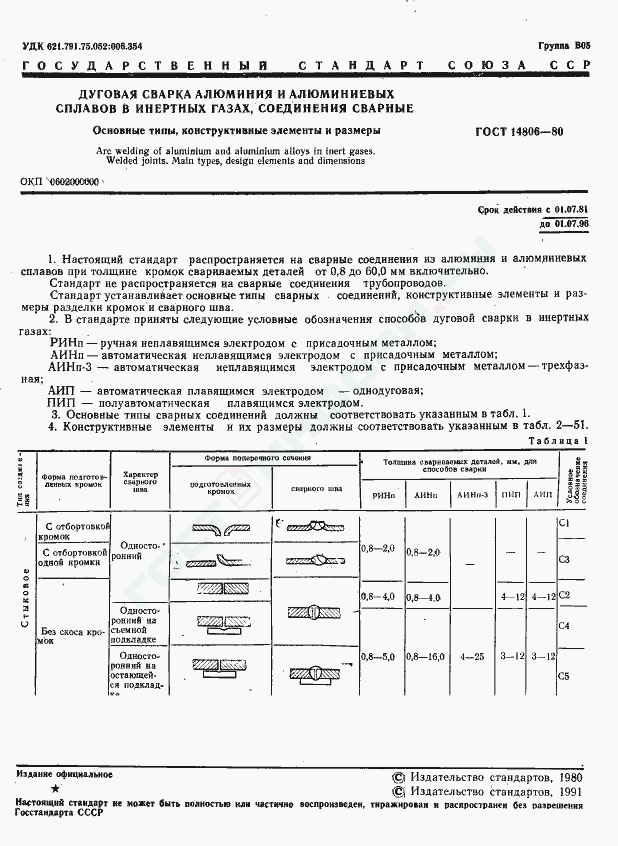
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно.
Стандарт не распространяется на сварные соединения трубопроводов.
Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИНп — ручная неплавящимся электродом с присадочным металлом;
АИНп — автоматическая неплавящимся электродом с присадочным металлом;
АИНп-3 — автоматическая неплавящимся электродом с присадочным металлом — трехфазная;
АИП — автоматическая плавящимся электродом — однодуговая;
ПИП — полуавтоматическая плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-51.
Пошаговая инструкция по сварке алюминия аргоном для начинающих
Сварка алюминия аргоном – востребованная технология, позволяющая добиться оптимального результата при соединении данного металла и сплавов на его основе. Использование технических газов придает процессу некоторые особенности, которые обязан знать каждый сварщик.
Какие свойства следует учитывать?
 Для получения качественного результата, необходимо проводить работы с учетом характеристик свариваемого материала. Это позволит настроить оптимальные параметры сварочного оборудования и осуществить грамотный подбор расходных материалов.
Для получения качественного результата, необходимо проводить работы с учетом характеристик свариваемого материала. Это позволит настроить оптимальные параметры сварочного оборудования и осуществить грамотный подбор расходных материалов.
Главной особенностью алюминия является его взаимодействие с кислородом, который содержится в атмосфере. Результатом контакта является образование тонкого слоя тугоплавкой оксидной пленки, которая защищает изделие от дальнейшего окисления.
[stextbox плавления чистого алюминия составляет 650 Сº. Для оксидной пленки этот показатель гораздо выше – 2000 Сº.[/stextbox]
 Сравнение температуры плавления алюминия и его оксида.
Сравнение температуры плавления алюминия и его оксида.
Зона соединения должна быть полностью очищена от данного соединения, поскольку попадание оксида в зону расплава негативно влияет на качество шва.
Интересной особенностью является отсутствие визуальных эффектов, которыми сопровождается сварка других металлов. В отличие от них, цвет алюминия не меняется под действие температуре, что создает сложности в оценке степени прогрева. Ошибки чреваты прожогами рабочей поверхности.
Важным свойством алюминия является высокий коэффициент объемной усадки, который необходимо учитывать при планировании работ. Данное качество является основной причиной возникновения трещин после кристаллизации горячего металла. Это вызвано с внутренним напряжением, которое растет с понижением температуры. Для компенсации негативных качеств опытные сварщики увеличивают расход электродной проволоки.
Соединение с учетом вышеперечисленных качеств позволит создать надежное неразъемное соединение алюминиевых заготовок.
Способы
Помимо рассматриваемой технологии, существует несколько основных способов сварки алюминия:
- Газовая;
- Ручная дуговая;
- Полуавтоматическая;
Рассмотрим их подробнее:
- Газовая сварка подразумевает использование специальных прутков, в качестве присадочного материала. Они подаются в зону соединения и являются одним из компонентов сварочного шва. Для защиты от взаимодействия с атмосферным воздухом использую флюсы на основе хлористых солей. После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.
- Ручную дуговую сварку покрытыми электродами выполняют относительно редко, поскольку даже использование надежного инверторного аппарата и качественных электродов не позволяют надеяться на соединения высокого качества, ввиду специфических качеств алюминия.
- Сварка в полуавтоматическом режиме – достойная альтернативна аргонодуговой сварке. Данный метод также предусматривает использование газа в качестве средства защиты горячего металла. Главное требование – правильный подбор присадочной проволоки. Ее состав должен соответствовать основной поверхности.
[stextbox трением алюминия и его сплавов используют для работы с особо тонкими элементами, которые невозможно соединить классическими способами.[/stextbox]
Технология с помощью аргона

Рассматриваемый метод относится к технологически сложным работам, которые должны выполняться квалифицированными специалистами, прошедшими курс обучения, включающий себя получением профессиональных навыков, а также изучение правил безопасной эксплуатации сварочного и вспомогательного оборудования.
Аргонодуговую сварку ГОСТ 14806-80, который стандартизирует работы с алюминием в среде защитных газов, чаще всего применяют в следующих отраслях промышленности:
- Пищевая. Емкости и трубы, которые взаимодействуют с пищевыми продуктами, изготавливают из алюминия.
- Авиационная. Название «крылатый металл» говорит само за себя. Данная отрасль особенно остро нуждается в алюминии и его сплавах.
- Автомобильная. Многие элементы легкового транспорта и специальной техники изготавливают из алюминиевых сплавов. Например, головки блока цилиндров, масляные поддоны, поршни.

Сварочное оборудование и расходные материалы для выполнения работ имеют достаточно высокую стоимость. По этой причине, себестоимость одного сантиметра шва, гораздо выше, в сравнении с альтернативными методами соединения, однако высокие качественные характеристики делают метод востребованным в современной промышленности.
Обратная сторона – низкая популярность у начинающих сварщиков.
Плюсы и минусы
Аргонодуговая сварка обладает рядом преимуществ:
- Свариваемая заготовка не подвергается значительной термообработке, что положительно влияет на целостность структуры поверхности.
- Использование защитного газа надежного защищает расплавленный металл от взаимодействия с окружающей средой. Полученный будет иметь однородную структуру и высокие качественные характеристики.
- Использование вольфрамового электрода позволяет равномерно проплавить шов на всех уровнях.
Имеются и недостатки, которые также необходимо учитывать при выборе технологии:
- Присадочный материал подается руками, что снижает производительность, по сравнению с полуавтоматическим режимом.
- Предъявляются высокие требования к квалификации исполнителя.
- Технологическая сложность процесса. Даже незначительные изменения, например соотношения угла наклона горелки к прутку может негативно сказаться на результате.
Как подготовить соединяемые детали?
Начинать работы следует с тщательной подготовки поверхности, которая включает в себя удаление оксидной пленки. Существует два принципиально разных подхода, которые будут рассмотрены ниже.
Механический метод
Исходя из названия, поверхность обрабатывается с помощью подручных средств:
- Щетки по металлу с низкой жесткостью;
- Наждачная бумага.
Допустимо выполнения работ как вручную, так и с помощью болгарки или другого инструмента.
[stextbox наждачной бумаги может привести к загрязнению поверхности, что негативно отразится на качестве шва. По этой причине абразив используют только в крайних случаях, при отсутствии других способов очистки.[/stextbox]
Щетка по металлу должна быть новой. Если она использовалась для очистки других металлических поверхностей, мелкие частички могут попасть в шов при плавлении металла.
Жесткость должна быть низкой, поскольку цель обработки – удаление тонкого поверхностного слоя. Чрезмерное давление способно нарушить структуру металла.
Химический
Для травления поверхности можно приобрести состав в специализированном магазине или изготовить его самостоятельно. Он включает в себя следующие компоненты:
- литр воды;
- гидроксид натрия (50 мг);
- фторид натрия (45 мг).
Состав наносят на поверхность в течение одной минуты. Процедуру можно проводить за 3 дня до начала работ – за это время защитные свойства будут сохранены.
Опытные сварщики рекомендуют подготовить и прутки. Для этого их травят, промывают, сушат и подвергают кратковременной термообработке.
Пошаговая инструкция
 Оборудование для аргонодуговой сварки.
Оборудование для аргонодуговой сварки.
После подготовки контактной зоны и ее разметки, согласно чертежу или схеме, можно приступать к выполнению работ. Каждый этап процесса имеет свои особенности, потому для лучшего восприятия информации, приведем пошаговую инструкцию.
Настройка аппарата
Перед запуском оборудования необходимо открыть и настроить подачу защитного газа с помощью манометра, установленного на редукторе. Для работы в помещениях расход аргона не должен превышать 8 л. На открытом воздухе этот показатель увеличивают на 10%. Диаметр неплавящегося электрода и присадочного прутка увеличивается с ростом толщины металла. Для выбора правильных показателей, воспользуйтесь справочной таблицей:
 Соотношение толщины заготовки к применяемым электродам и пруткам.
Соотношение толщины заготовки к применяемым электродам и пруткам.
Шар правильной формы на конце электрода, который появляется в процессе выполнения работ – индикатор того, что процесс протекает в соответствии с технологическими требованиями.
Возбуждение сварочной дуги
Вопрос, какой способ зажигания дуги выбрать, зависит только от исполнителя. Специалисты рекомендуют использовать бесконтактный метод возбуждения. Для этого используют высокочастотный осциллятор. При этом электрод должен располагаться в начале шва, строго перпендикулярно рабочей плоскости.
[stextbox не должен касаться других поверхностей. В случае контакта его рекомендуют заменить новым.[/stextbox]
Создание сварочной ванны
 После возбуждения дуги следует внимательно следить за зоной расплава. На качество соединения влияет момент подачи присадочного материала. Пруток подается только после достаточного прогрева поверхности. Благодаря легкоплавкости алюминия, эта процедура длится несколько секунд. Универсальной точкой отсчета является толщина металла – один миллиметр равен одной секунде прогрева.
После возбуждения дуги следует внимательно следить за зоной расплава. На качество соединения влияет момент подачи присадочного материала. Пруток подается только после достаточного прогрева поверхности. Благодаря легкоплавкости алюминия, эта процедура длится несколько секунд. Универсальной точкой отсчета является толщина металла – один миллиметр равен одной секунде прогрева.
Выполнение шва
После прогрева в зону расплава подают присадочный прут. Параллельно с этим, начинают перемещать горелку. Движения должны быть плавными, без отклонений от зоны шва. В противном случае аргон перестанет защищать расплавленный металл, что приведет к окислению последнего.
Процесс формирования шва идет по мере плавления прутка, который подается под углом 10-20º. Такой метод называется капельным. Очень важно, чтобы размер «капель» был одинаковым. Это придаст соединению привлекательный внешний вид.
Завершение шва
Самая ответственная процедура называется «заваркой кратера». Он образуется в конце шва, за счет стремительного застывания металла. Для данной процедуры все аппараты TIG (ТИГ) для аргонодуговых работ имеют особый режим работы, характеризующийся повышенной подачей тока.
Контроль и дефекты

Способы контроля качества шва зависят от его назначения. При декорировании поверхности, в первую очередь оценивают внешние данные, уделяя внимание визуальным параметрам. К соединениям, эксплуатирующимся под нагрузками, предъявляются более строгие требования.
Причина возникновения дефектов – несоблюдение требования технологии соединения. К ним относятся:
- Трещины;
- Непровар;
- Подрезы;
- Наплывы.
При выявлении вышеперечисленных недостатков, они подлежат устранению, путем переварки соединения.
Заключение
Аргонную сварку алюминия широко используют во многих отраслях промышленности. Рабочий процесс имеет много особенностей, что отталкивает начинающих сварщиков. Несмотря на это, соблюдение требования технологии позволяют получить надежное соединение с отличными характеристиками.
[stextbox 6-го разряда Шаталов Игорь Борисович. Опыт работы – 17 лет: «Я работаю на молокозаводе. Ввиду высоких требований и санитарных норм, многие детали изготовлены из алюминиевых сплавов, который отлично взаимодействует с пищевыми продуктами. Несмотря на высокие эксплуатационные характеристики сплава, оборудование требует периодического обслуживания и текущего ремонта, что подразумевает, в числе прочих, выполнение сварочных работ. Данный металл варим только аргонодуговой сваркой. При этом скорость несколько ниже, по сравнению с полуавтоматическим режимом, зато можно не волноваться, что шов не проживет межремонтный интервал».[/stextbox]
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
Описание:
Обозначение: ГОСТ 14806-80
Статус: действующий
Название русское: Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
Название английское: Arc welding of aluminium and aluminium alloys in inert gases. Welded joints. Main types, design elements and dimensions
Дата издания: 01.12.1990
Дата введения в действие: 30.06.1981
Переиздание: переиздание с изм. 1
Область и условия применения: Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно.
Стандарт не распространяется на сварные соединения трубопроводов.
Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва
Взамен: ГОСТ 14806-69
Список изменений: №1 от (рег. ) «Срок действия продлен»
Текст ГОСТ 14806-80






Приложение к ГОСТу
Изменение №1 к ГОСТ 14806-80
Обозначение: Изменение №1 к ГОСТ 14806-80
Дата введения в действие: 01.06.1990
Текст поправки интегрирован в текст или описание стандарта.

