
Сверла для сверления каленой стали
Сверла по металлу

Найдено 22384 товара
Категория
Для фиксации в ключевом патроне используются сверла с цилиндрическими и шестигранными хвостовиками. rnrn
Оснастка с цилиндрическим хвостовиком — одна из самых популярных на сегодняшний день. Однако такая форма препятствует передаче высокого крутящего момента, так как сверло в этом случае начитает проворачиваться в патроне. rnrn
Шестигранный хвостовик в этом плане более надежен. Такие сверла могут устанавливаться как в традиционном патроне, так и в держателе для бит в четверть дюйма. Последний вариант значительно сокращает время, затраченное на смену оснастки, но при этом, снижает точность работ. Для устранения подобного недостатка были разработаны сверла Centrotec со слегка скругленными гранями хвостовика. rnrn
Хвостовики SDS-типа используются в быстрозажимных патронах. Система SDS, разработанная и внедренная компанией Bosch в 70-х годах прошлого века, предназначена для быстрой смены сверл или буров. rnrn
Хвостовик типа SDS для крепления в инструменте имеет два паза. Его диаметр составляет 10 мм, а глубина погружения в патрон — 40 мм. rnrn
SDS-plus: на таком хвостовике имеется два открытых паза для направляющих клиньев патрона и два закрытых для упора стопорных шариков. Диаметр — 10 мм, фиксируется в патроне на глубину 40 мм. Как правило, применяется совместно с легким строительным инструментом. rnrn
SDS-max – оснастка с таким хвостовиком используется с тяжелым, профессиональным инструментом большой мощности и производительности. Такой хвостовик имеет значительные диаметр (18 мм) и глубину погружения в патрон (90 мм), крепится в инструменте благодаря трем открытым и двум закрытым пазам. rnrn
Хвостовик SDS-top имеет диаметр 14 мм, вставляется в патрон на глубину 70 мм. Оснастка с таким хвостовиком оптимальна для дрелей и перфораторов среднего класса (порядка 4 кг). rnrn
Ввиду того, что с помощью универсальных сверл можно создавать отверстия в различных материалах, при выборе следует обращать на такую характеристику, как его диаметр. В процессе сверления, в зависимости от плотности материала, происходит биение сверла. Чем материал плотнее, тем больше амплитуда биения, соответственно диаметр готового отверстия будет больше диаметра сверла. Поэтому для получения отверстия необходимого диаметра, всегда берется сверло чуть меньшего размера. «,»sort»:10,»additional»:false>,<"data":<"rangeMetadata":<"minValue":7.8,"maxValue":540,"currentFromValue":7.8,"currentToValue":540,"step":0.1,"unit":"мм","active":true>>,»id»:201054,»type»:»specification»,»label»:»Длина»,»description»:»
При выборе длины сверла определяющими факторами являются глубина глухого отверстия или толщина рассверливаемого материала, если отверстие сквозное. rn
Немаловажным является и тип сверла. Например, центровые сверла, как правило, выпускаются длиной 120 мм и 150 мм, винтовые — 220 мм, 250 мм и 280 мм, зенковочные — 130 мм и 150 мм, а спиральные — 80-200 мм. «,»sort»:11,»additional»:false>,<"data":<"rangeMetadata":<"minValue":1,"maxValue":30,"currentFromValue":1,"currentToValue":30,"step":1,"unit":"шт","active":true>>,»id»:211586,»type»:»specification»,»label»:»Количество в упаковке»,»description»:null,»sort»:12,»additional»:false>,<"data":<"rangeMetadata":<"minValue":0.2,"maxValue":69,"currentFromValue":0.2,"currentToValue":69,"step":0.001,"unit":"мм","active":true>>,»id»:206904,»type»:»specification»,»label»:»Диаметр хвостовика»,»description»:null,»sort»:13,»additional»:false>,<"data":<"rangeMetadata":<"minValue":0,"maxValue":330,"currentFromValue":0,"currentToValue":330,"step":1.0e-5,"unit":"мм","active":true>>,»id»:201058,»type»:»specification»,»label»:»Рабочая длина»,»description»:null,»sort»:15,»additional»:false>],»booleanFilters»:[<"data":<"value":<"selected":false,"active":true>>,»id»:null,»type»:»is_packaging»,»label»:»Купить упаковкой»,»description»:null,»sort»:6,»additional»:false>,<"data":<"value":<"selected":false,"active":true>>,»id»:null,»type»:»has_review»,»label»:»Только с отзывами»,»description»:null,»sort»:8,»additional»:false>,<"data":<"value":<"selected":false,"active":true>>,»id»:232750,»type»:»specification»,»label»:»Сверло левого вращения»,»description»:null,»sort»:18,»additional»:false>],»productCount»:12135,»queryString»:»»>» data-category-id=»1503″ data-category-name=»Сверла по металлу» data-bowed-category-name=»в Сверлах по металлу» data-rname=»po-metallu» data-tag-page-id=»» data-make-id=»0″ data-search-string=»» data-reset-link=»/rashodnie-materialy/instrument/dlya-dreley/udarn/sverla/po-metallu/#goods» data-ab-is-expanded-filters=»» >
Как просверлить каленую сталь в домашних условиях
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения. В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее. Рассмотрим все особенности сверления каленой стали подробнее.

Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.

Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.

Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.

Смазывание стали специальным маслом
Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
Это связано с тем, что масло может снижать температуру режущей кромки.
Выбор сверла
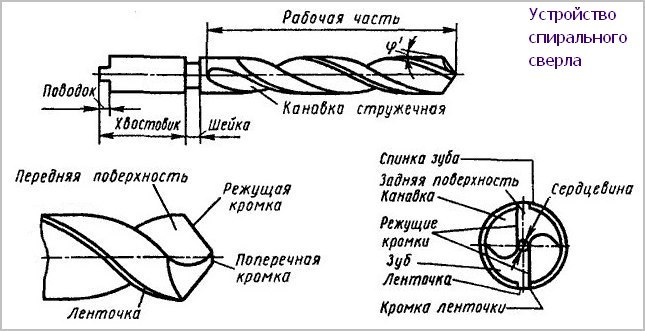
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
- Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.

Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Как просверлить отверстие в каленом металле
Рубрика: «Работаем с металом»
Как просверлить каленую сталь, методы.
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Просверлить каленый металл.
Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы. Если все-таки сталь хоть немножко гнется, а затем ломается (это можно определить по обломанному торцу), то её можно просверлить и обычным сверлом с победитовыми напайками, т.е. сверлом по бетону. Правда, сверло надо чтобы было острое. Заточить или подправить победитовое сверло можно легко на алмазном круге.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах, смазав место сверления. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче…
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова…
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я. Делаем из парафина бортик нужного диаметра и формы, капаем туда кислоту и ждем. Отверстие получается немножко больше чем диаметр бортика, это надо учитывать. Чтобы ускорить процесс, заготовку можно немножко подогреть, примерно до 45 градусов.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей, а также подойдёт и перовидное сверло, предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не перегреть и не сломать.
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой. Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Если сталь не очень крохкая, можно пробить дырку нужного диаметра пробойником, через потставку такого же или чуть большего диаметра. Например, ножовка по дереву или обломанный шпатель легко пробивается таким методом.
Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Вот пока все методы сверления калёной стали. Появятся ещё какие-то, допишу, а если у вас есть свой метод сверления каленной стали, напишите.
Какие сверла по металлу самые лучшие. Делаем правильный выбор
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.

Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.

Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.

Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.

Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.

Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.

При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.


По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.

Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.

Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Заключение
Какие свёрла по металлу лучше покупать зависит от многих обстоятельств:
- Если необходимо просверлить несколько отверстий в очень тонком и мягком металле, то достаточно приобрести дешёвый бурав, который справиться с работой.
- При профессиональном использовании, совершенно не выгодно приобретать дешёвые свёрла. Низкого качества продукция может привести к браку и к значительным временным затратам на частую замену некачественного режущего инструмента.
Как просверлить каленую сталь в домашних условиях. Как просверлить каленую сталь в домашних условиях Как просверлить закаленный металл
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка

Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Легко! Любое победитовое сверло возьмет такую сталь. Можно и алмазное использовать, если нет под рукой победитового.
Если по условиям эксплуатации допустимо, чтобы участок, где нужно отверстие, может не иметь закалки, то можно локально прогреть это место, чтобы сделать отпуск и потом просверлить отверстие в этом месте уже обычным сверлом.
Ну, есть ещё плазменные, лазерные, электроэрозионные и другие методы обработки материалов, но это уже для тех, у кого есть под рукой соответствующее оборудование.
Сообщение митяй » 09 ноя 2011, 22:12
Да нах того хиндерера с его фиксаторами! Так буду ходить!
То есть даже если просверлить отверстие(нужного диаметра и не отпустить железку перегревом), то основные трудности начнутся потом — с нарезкой резьбы. На фиг, на фиг. Это уже в будущем, если надумаю плашку менять на самодельную, то тогда уже и насверлю нужных отверстий, и резьбу в них посажу — а потом уже и закалить можно будет.
Читать также: Почему мебельный степлер гнет скобы
Зато тема получилась насыщенная на полезные советы.
Re: Как сверлить каленую сталь
Сообщение kuhuk » 10 ноя 2011, 02:13
Re: Как сверлить каленую сталь
Сообщение Aleks » 10 ноя 2011, 09:48
kuhuk Высоко — это выше 56. 57. Да и то смотря к чему.
Ну ты же помнишь смертоубийственный кинжалище, помишь, как я засверливал через две втулки для соосности отверстие в хвосте. При таком раскладе у меня твердосплав достаточно быстро бы ушел в небытие. А вот быстрорезом аккуратненько с минимальными оборотами и с грамотной смазкой взял. Долго, нудно, с постоянным подтачиванием, но осилил. Не перегрел, не сжог, а именно просверлил. А ведь там было около 53 единиц! Твердосплавом было бы гораздо быстрее и проще, но в тех условиях на тех биениях патрона он бы и нескольких секунд не продержался. Так что возможно ХОРОШИМ быстрорезом сделать отверстие. Сложно, но можно. Твердосплавом проще.
А вот резьба — в тако отверстии — это действительно проблемища.
Re: Как сверлить каленую сталь
Сообщение vadel » 10 ноя 2011, 10:02

