Сталь прокатная угловая равнополочная ГОСТ 8509 93
Уголки стальные горячекатанные равнополочные ГОСТ 8509-93
Вы можете получить всю необходимую техническую информацию об интересующей Вас металлопродукции из содержания самого ГОСТа.
Мы постарались сделать справочник ГОСТов удобным в работе. Вы можете заказать металлопродукцию либо просто посмотреть цены и наличие прямо из справочника.
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
ГОСТ 8509-93
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3-93 от 17.02.93)
За принятие проголосовали: ->
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
2 По точности прокатки уголки изготавливают:
А-высокой точности;
В-обычной точности.
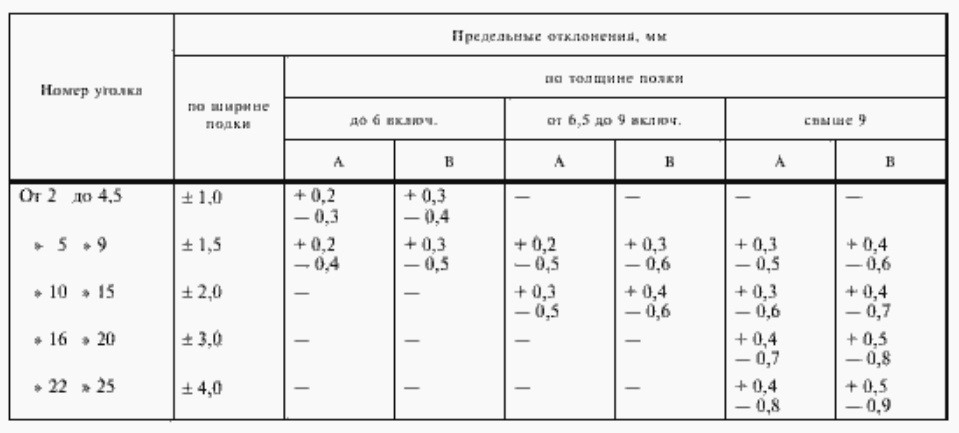
3 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
5 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
| Таблица 3 | ||
| Номер уголка | Предельные отклонения по массе , % | |
| I класс | II класс | |
| От2 до 7,5 включ. | + 3-5 | + 3 |
| Свыше7,5 | + 2,5 | -5 |
6 Отклонение от прямого угла не должно превышать 35′.
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
0,3 толщины полки-для уголков толщиной до 10 мм включительно;
3,0 мм-для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм-для уголков толщиной свыше 16 мм.
8 Уголки изготавливают длиной от 4 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
немерной длины;
ограниченной длины в пределах немерной.
8.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
8.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
9 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм-при длине до 4 м включительно;
+ 50 мм-при длине свыше 4 до 6 м включительно;
+ 70 мм-при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м-+ 5 мм на каждый следующий метр.
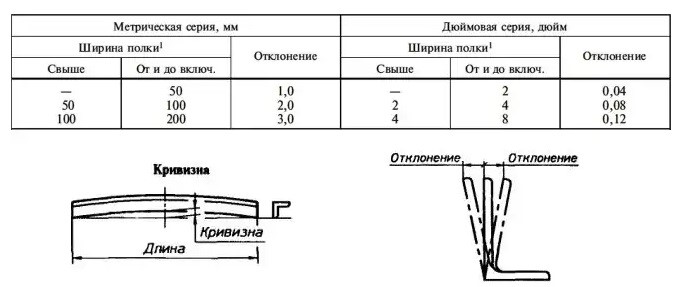
10 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
11 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
ПРИЛОЖЕНИЕ А (рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89) 1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1.
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм 3 .
ПРИЛОЖЕНИЕ Б (рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 5. УГОЛКИ РАВНОПОЛОЧНЫЕ И НЕРАВНОПОЛОЧНЫЕ В МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ (ИСО 657-5-76)
1 Предмет стандарта и область применения
Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой-ИСО 657-3 и ИСО 657-4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
| Таблица Б.1 | Предельные отклонения по ширине | |||||
| Метрическая серия , мм | Дюймовая серия , дюйм | ||||
| Ширина полки 1 | Предельные | Ширина полки 1 | Предельные | ||
| Свыше | От и до включ. | отклонения | Свыше | От и до включ. | отклонения |
| — | 50 | + 1,0 | — | 2 | + 0,04 |
| 50 | 100 | + 1,5 | 2 | 4 | + 0,06 |
| 100 | 150 | + 2,0 | 4 | 6 | + 0,08 |
| 150 | 200 | + 3,0 | 6 | 8 | + 0,12 |
1 Для неравнополочных уголков как базовая берется ширина большей полки.
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2
| Таблица Б.2 | Предельные отклонения по толщине | |||||
| Метрическая серия , мм | Дюймовая серия , дюйм | ||||
| Ширина полки 1 | Предельные | Ширина полки 1 | Предельные | ||
| Свыше | От и до включ. | отклонения | Свыше | От и до включ. | отклонения |
| — | 50 | + 0,5 | — | 2 | + 0,02 |
| 50 | 100 | + 0,8 | 2 | 4 | + 0,03 |
| 100 | 150 | + 1,0 | 4 | 6 | + 0,04 |
| 150 | 200 | + 1,2 | 6 | 8 | + 0,05 |
1 Для неравнополочных уголков как базовая берется ширина большей полки.
Примечание —
Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют + 2,5 % на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголка приведена в приложении А.
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
5 Кривизна 5.2 Кривизна должна быть измерена как показано на чертеже Б.1. 6 Неперпендикулярность (непараллельность, отклонение от прямого угла) ГОСТ 8509-93УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕHot-rolled steel equal-leg angles. Dimensions ГОСТ 8509-93 ОКП 09 3100, 09 3200, 09 3300 Дата введения 1997-01-01 Предисловие1 РАЗРАБОТАН Украинским научно-исследовательским институтом металловВНЕСЕН Еосстандартом Украины 2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации(протокол № 3 от 17 февраля 1993 г.) За принятие проголосовали:
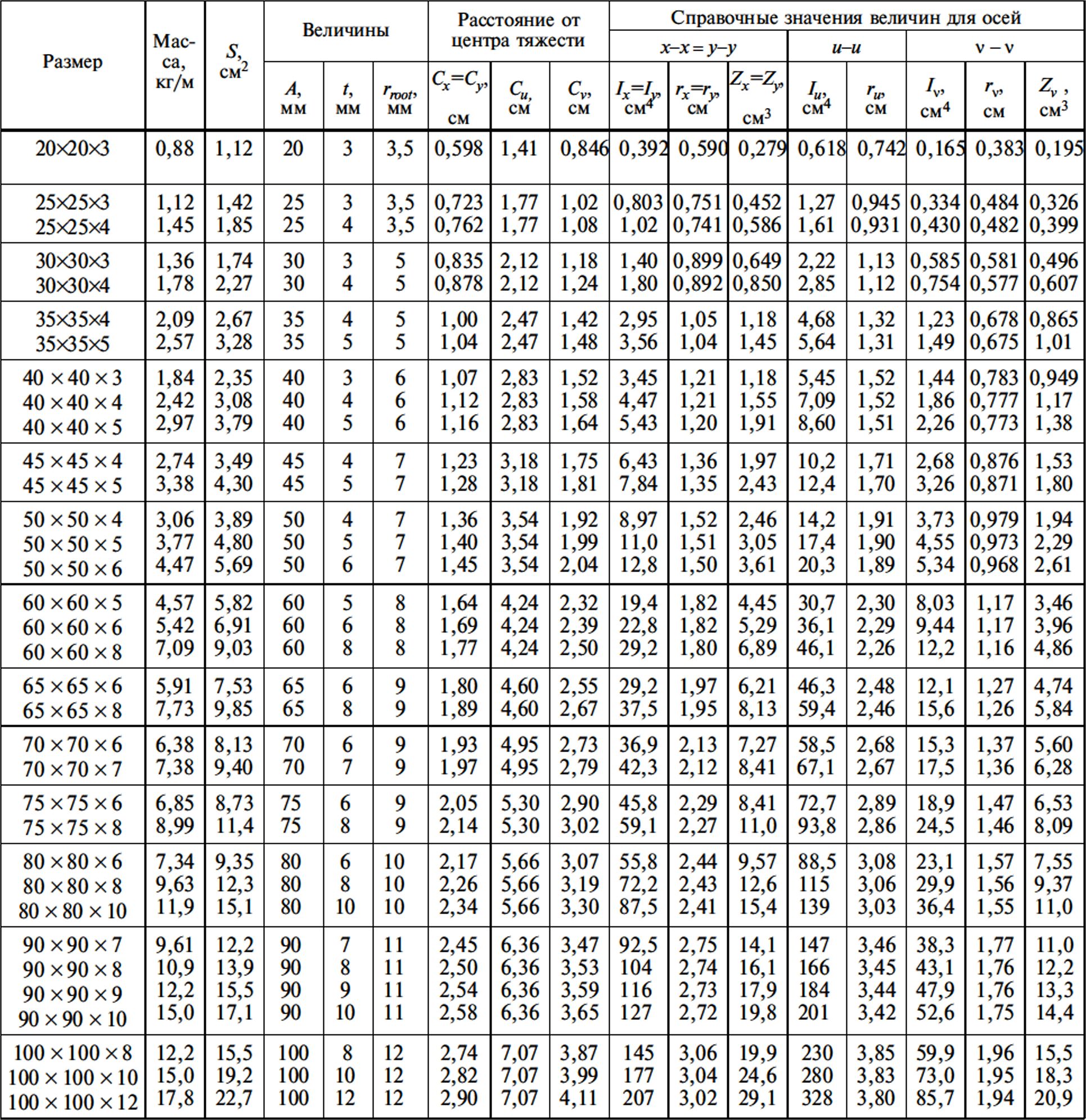
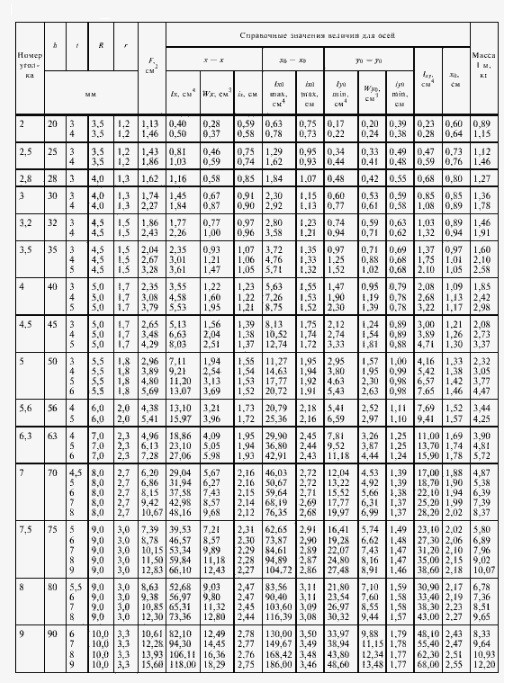
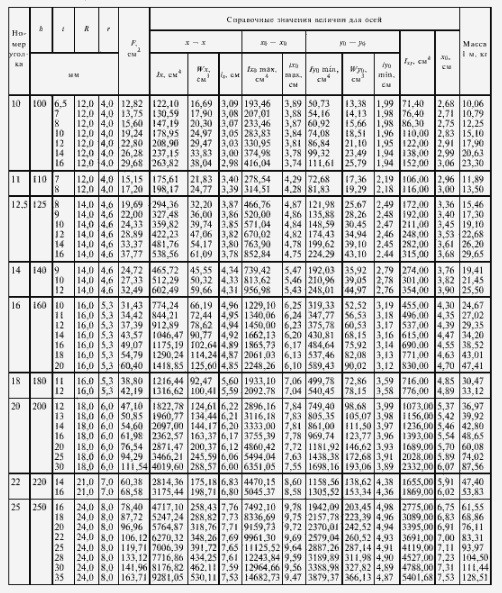
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ТОСТ 8509—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г. 4 ВЗАМЕН ТОСТ 8509—86 1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные. 2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 муголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт —приложениям А и Б.
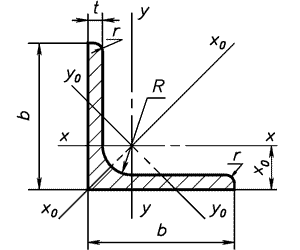
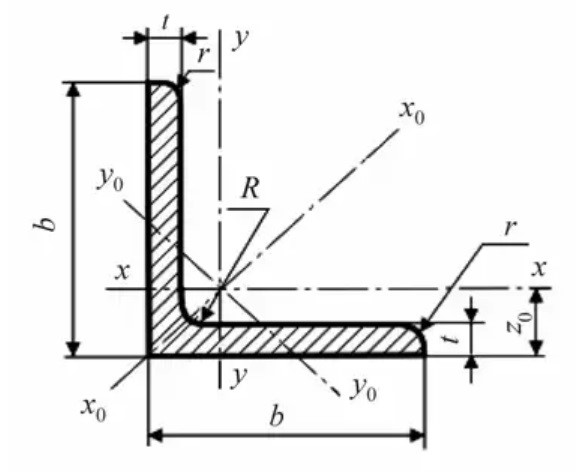
Рисунок 1
Окончание таблицы 1
Условные обозначения к рисунку 1 и таблице 1: b — ширина полки; t — толщина полки; R — радиус внутреннего закругления; r — радиус закругления полок; F — площадь поперечного сечения; I — момент инерции; x — расстояние от центра тяжести до наружной грани полки; Ixy — центробежный момент инерции; i — радиус инерции. 3 По точности прокатки уголки изготавливают:
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности. 6 По согласованию с потребителем отклонения по толщине полки допускается заменятьпредельными отклонениями по массе в соответствии с таблицей 3.
7 Отклонение от прямого угла при вершине не должно превышать 357 По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется. По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
9 Уголки изготовляют длиной от 4 до 12 м:
9.1 По согласованию изготовителя с потребителем уголки изготовляют мерной и кратноймерной длины с немерными длинами более 5 % массы партии. 9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м. 10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должныпревышать:
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр. 11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м. 12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии неменее 500 мм от торца штанги. ПРИЛОЖЕНИЕ А(рекомендуемое)ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕЧАСТЬ 1 .УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ(ИСО 657-1-89)1 Область распространенияЭта часть ИСО 657 включает размеры горячекатаных равнополочных уголков. 2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикацииданное издание являлось действующим. Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания. Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами. ИСО 657-5—76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях. 3 Размеры3.1 Предпочтительные размеры выделены полужирным шрифтом. 3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1. 3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан. 4 Свойства профиляМасса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице А.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значениярадиуса внутреннего закругления. 5 ДопускиДопускаемые отклонения на размеры приведены в таблице Б.1 приложения Б.
Окончание таблицы А.1
1 Страны—члены ИСО могут включать в национальные стандарты требуемые им размеры уголков. Из приведенного в таблице сортамента на равнополочные уголки в национальный стандарт могут быть включены те размеры уголков, которые обеспечиваются на прокатных станах. 2 Площадь поперечного сечения вычисляют по формуле
где S — площадь поперечного сечения, см 2 ; rroot — радиус внутреннего закругления, мм; rtoc — радиус закругления полок, мм; А — ширина полки, мм. 3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм 3 . ПРИЛОЖЕНИЕ Б(рекомендуемое)ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕЧАСТЬ 5.уголки равнополочные и НеравнополочныеВ МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ(ИСО 657-5-76)1 Предмет стандарта и область примененияНастоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657—1 и ИСО 657—2, в дюймовой — ИСО 657—3 и ИСО 657—4. 2 Предельные отклонения по ширине полкиПредельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1. Таблица Б.1 — Предельные отклонения по ширине
3 Предельные отклонения по толщине полкиПредельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2. Таблица Б.2 — Предельные отклонения по толщине
1 Для неравнополочных уголков как базовая берется ширина большей полки. Примечание — Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют ± 2,5 % на единицу длины и могут быть заменены предельными отклонениями по толщине. Массаединицы длины уголков приведена в приложении А. 4 Предельные отклонения при порезке на длиныПредельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.З и Б.4 соответственно. Таблица Б.З — Предельные отклонения для нормальных длин
Таблица Б.4 — Предельные отклонения для точных длин
1 Для неравнополочных уголков как базовая берется ширина большей полки. 5 Кривизна5.1 Максимально допустимая кривизна для равно полочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5.
5.2 Кривизна должна быть измерена как показано на рисунке Б. 1. 6 Неперпендикулярность (непараллельность, отклонение от прямого угла)6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6. Таблица Б. 6 — Отклонение от прямого угла
1 Для неравно полочных уголков как базовая берется ширина большей полки.
6.2 Отклонение от прямого угла измеряется на концах полок уголков (рисунок Б.2)
Рисунок Б.2 7 Предельные отклонения по массеИмеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты. ГОСТ 8509-93М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ Hot-rolled steel equal-leg angles. ГОСТ 8509-93Дата введения 1997-01-01 1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные. 2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт — рекомендуемым приложениям А и Б.
Т а б л и ц а 1 (начало) Т а б л и ц а 1 (продолжение) 1 Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см 3 . 2 Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются. Условные обозначения к рисунку 1 и таблице 1: b — ширина полки; t — толщина полки; R — радиус внутреннего закругления; r — радиус закругления полок; F- площадь поперечного сечения; I — момент инерции; x — расстояние от центра тяжести до наружной грани полки; Ixy — центробежный момент инерции; i — радиус инерции. 3 По точности прокатки уголки изготавливают: А — высокой точности; В — обычной точности. 4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2. Т а б л и ц а 2 5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности. 6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3. Т а б л и ц а 3 7 Отклонение от прямого угла при вершине не должно превышать 35′. По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать: 1,0 мм — для уголков с шириной полки до 50 мм включительно; 2,0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно; 3,0 мм — для уголков с шириной полки свыше 100 до 200 мм. 8 Притупление внешних углов (в том числе и угла при вершине) не контролируется. По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать: 0,3 толщины полки — для уголков толщиной до 10 мм включительно; 3,0 мм — для уголков толщиной свыше 10 до 16 мм включительно; 5,0 мм — для уголков толщиной свыше 16 мм 9 Уголки изготавливают длиной от 4 до 12 м: мерной длины с немерной в количестве не более 5 % массы партии; кратной мерной длины, кратной мерной длины с немерной в количестве не более 5 % массы партии; ограниченной длины в пределах немерной. 9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии. 9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м. 10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать: + 30 мм — при длине до 4 м включительно; + 50 мм — при длине свыше 4 до 6 м включительно; + 70 мм — при длине свыше 6 м. По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр. 11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м. 12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги. Уголок равнополочный ГОСТ 8509-93 – что нужно знать о нем?Угловой прокат – один из наиболее востребованных и распространенных видов металлопродукции. Уголок равнополочный ГОСТ 8509-93, благодаря своим характеристикам, применяется чаще остальных. 1 Угловой прокат – производство и разновидностиСтальной уголок по применению металлопродукции занимает одну из лидирующих позиций. Представляет собой фасонный прокат, поперечное сечение которого напоминает букву L (фасонным прокатом, в отличие от сортового, называют изделия, у которых хотя бы одна касательная к контуру профиля пересекает поперечное сечение. У сортовых круга, листа и другого проката ни одна касательная не пересекает сечение).
Производят эту продукцию, за исключением нержавеющего уголка, из различных сортов низколегированной и углеродистой стали. По виду сечения разделяют на равнополочные и неравнополочные, по способу изготовления на гнутые и горячекатаные. Согласно этим классификациям для уголков из черного металла разработаны следующие ГОСТы, которым они должны соответствовать:
Горячекатаную продукцию получают путем прокатывания раскаленной заготовки между вращающимися валами прокатного стана, где уголок формируется под воздействием давления. Гнутые изделия производят методом сгибания листового проката на профилегибочных станках или с использованием трубных станов. Прочность горячекатаного уголка выше, чем гнутого. Но последние обладают более точными размерами, меньшим весом, широким диапазоном размеров полок и толщины стенок. 2 Основные характеристики на уголок равнополочный ГОСТ 8509-93При классификации углового проката важно знать марку металла, использованного при изготовлении, метод производства, размеры его полок, длину и точность. Уголок равнополочный ГОСТ 8509-93 делают из следующих сортов стали:
Согласно ГОСТу 8509-93, угловой прокат выпускают с шириной полок в диапазоне 20–250 мм и толщиной в пределах 3–35 мм (в конце статьи приведена таблица со всеми типами размеров). В соответствии с шириной полок прокату присвоены номера от 2 до 25 (ширина в сантиметрах). При обозначении изделий указывают параметры полок и толщину уголка: 63х63х6 мм (уголок с полками 63 мм и толщиной 6 мм). Обычно для равнополочной продукции ширину полок указывают один раз (63х6 мм). Толщину могут не указывать.
Угловой прокат ГОСТ 8509-93 выпускают длинами 3–12 м. Возможно изготовление свыше 12 м. Производят следующих длин:
Для продукции мерной и кратной допустимые отклонения длины не должны отличаться в большую сторону на (в мм):
По точности угловые изделия классифицируют:
При изготовлении проката ГОСТ 8509-93 регламентирует недопущение скручивания изделий вдоль оси. Коэффициент кривизны продукции не должен превышать значения 0,4 % длины, а по требованию заказчика – 0,2 %. Полки располагаются под углом 90º. 3 Уголок и ГОСТ – вес погонного метраДругой очень важной характеристикой углового проката является вес 1 погонного метра. Эта величина позволяет быстро перевести требуемое количество продукции, указанное метражом, в ее общий вес. Знание массы металлопроката необходимо при его учете во время оплаты и отгрузки, при выборе способа доставки и транспорта. Еще большее значение данные о весе имеют при расчете металлических, строительных и прочих конструкций, а также для решения иных задач и вопросов. Чтобы определить вес расчетной партии уголка, необходимо по справочнику выяснить удельный вес 1 м изделия с соответствующими значениями ширины полки и толщины металла. Эту величину умножают на количество метров углового проката. В справочнике указано теоретическое значение массы 1 м, то есть рассчитанное по номинальным размерам и среднему значению плотности стали уголка 7850 кг/м 3 .
Фактическое значение может немного отличаться в большую или меньшую сторону. Это, в незначительной степени, зависит от фактической плотности той марки стали, из которой изготовлен прокат. И в большей мере обусловлено реальными размерными характеристиками углового профиля, регламентируемыми классом точности изделия. Таблица из справочника приведена в конце статьи. В ней также указано количество метров углового проката в 1 тонне продукции. 4 Допуски и отклонения основных характеристик уголкаСогласно ГОСТ 8509-93, отклонения фактической массы 1 м погонного от теоретических значений не должны быть больше 3 %. В то же время, допуски по ширине, толщине и длине уголка в сумме могут составлять погрешность до 5 %. Разрешенное отклонение ширины (все размеры в мм):
По толщине в мм:
По согласованию с заказчиком возможно отклонения по толщине замещать предельными допусками по массе:
Взаимное расположение полок не должно отклоняться от прямого угла при вершине больше, чем на 35 минут. По согласованию максимальное отклонение может быть для ширины полки (все размеры в мм):
По требованию заказчика внешние углы (при вершине в том числе) должны иметь притупление, не превышающее значения:
5 Прочие справочные сведения и характеристикиТакже в ГОСТе 8509-93 указаны справочные значения радиусов закруглений, площади поперечного сечения, расстояния от наружной кромки полки до центра тяжести уголка, момента и радиуса инерции, центробежного момента инерции. Некоторые величины используются при расчетах на жесткость и прочность металлоконструкций, которые собираются изготавливать из выбранного углового проката. А часть параметров необходима для настройки калибра валкового оборудования прокатного стана. Характеристики стали, из которой изготавливают данный вид уголка, обеспечивают его хорошим сопротивлением нагрузкам различных видов при сравнительно невысокой стоимости. Благодаря этому горячекатаный угловой прокат применяют практически во всех сферах. Наиболее широко – в строительстве для создания каркасных и иных металлоконструкций, а также армирования бетона.
Следует отметить, что уголок обладает низкой коррозионной стойкостью. Поэтому, если предполагается эксплуатировать его в условиях высокой или повышенной влажности, то рекомендуется заменить на оцинкованный, нержавеющий или, может быть, алюминиевый уголок. Масса 1 метра погонного и количество метров в тонне углового проката ГОСТ 8509-93 Уголки равнополочные стальные ГОСТ 8509–93К числу наиболее востребованных видов металлопроката относят уголки стальные горячекатаные равнополочные, производство которых регламентирует ГОСТ 8509-93. Его применяют при сооружении металлических каркасов и мостов, павильонов, бетонных монолитов, козырьков, ограждающих конструкций и пр. Упомянутый стандарт описывает тип и физико-технические параметры только горячекатаных изделий. Сортамент и характеристики уголков стальных гнутых равнополочных регламентированы ГОСТом 19771-93. Производство равнополочных уголков из сталиРавнополочные уголки гнутые и горячекатаные — профиль из стали различных марок Г-образной формы, у которого обе стороны угла имеют равные размеры. Этот вид металлопроката считается более прочным, чем неравнополочные изделия. За счет одинаковой ширины полок профиль обладает равными эксплуатационными характеристиками по всей длине. В свою очередь горячекатаные уголки с одинаковой шириной полок прочнее гнутых изделий. Характеристика обеспечивается технологией производства металлопроката.
Гнутый профиль создают из листового материала путем гибки на профилегибочных станках. А горячекатаные на прокатных станах после нагрева заготовки до состояния пластичности. Раскаленный лист металла прогоняют между валами. Сдавливая его, они придают заготовке требуемую по ГОСТ 8509-93 геометрическую форму и параметры. Технологии производства обуславливают более высокую геометрическую точность гнутых уголков с равной шириной полки и их широкий сортамент. При производстве гнутых и горячекатаных профилей применяют:
Параметры стального профиля определяют его вес. Масса горячекатаных равнополочных уголков больше — от 0.89 до 128.59 кг/м. Материалы для изготовления гнутых равнополочных уголков также описаны в стандарте ГОСТ 380-94. Он допускает применение углеродистых сталей с определенными физико-техническими характеристиками. Масса гнутых изделий меньше. Характеристики, описываемые ГОСТ 8509-93
Сортамент горячекатаных уголков определяется следующими величинами:
Номера изделий, их соответствие физико-техническим параметрам и полный сортамент указаны в таблице ниже.
Все величины и площади поперечного сечения горячекатаных стальных уголков рассчитаны по фактическим размерам при условии плотности металла не менее 7.85 г/см 3 . Допустимые отклонения при производстве по ГОСТ 8509-93Стальные профили с одинаковой шириной полки выпускаются двух классов — «А» повышенная точность и «Б» обычная точность. Отклонения в размерах уголков с учетом их типа и класса указаны в таблице ниже.
При этом приведенные в таблице №1 значения для радиуса закругления профиля — неконтролируемые величины, используемые для калибровки изделий. ГОСТ допускает изготовление стальных уголков с равной шириной полок со сдвигом отклонений, если того требует потребитель. Смещение проводят по толщине полок, замещая их отклонениями по массе. Допустимые параметры для смещения приведены в таблице ниже.
Согласно ГОСТ 8509-93 отклонение полок при вершине внешнего угла не должно составлять более 35′. Допустимые значения приведены в таблице ниже.
Гостовские параметры длиныПроизводят стальные равнополочные уголки длиной от 3 до 12 м. Можно изготавливать профили и свыше 12 м. В продольном направлении изделия отпускаются:
При производстве учитывают допустимые смещения по длинам. Четырехметровый стальной горячекатаный профиль — отклонение +30 мм, изделия 4-6 м — отклонение +50 мм, уголок свыше 6 м — смещение по длине +70 мм. Для более габаритной продукции разрешено смещение не более чем на 5 мм на каждый следующий метр. При этом кривизна профиля колеблется строго в рамках от 0.2 до 0.4%. Гостовские параметры внешних углов и их размерыРекомендации распространяются как на угол при вершине полок, так и на их внешние углы. Стандарт 8509-93 допускает притупление:
При соблюдении рекомендаций ГОСТ расчет эксплуатационных характеристик проводится по стандарту.  Похожие публикации detector Для любых предложений по сайту: e-polirovka@cp9.ru | ||||||||||||||||