Сталь 35 ГОСТ 1050 88 характеристики
Что нужно знать о стали марки 35
Сталь марки 35 относят к разряду конструкционных углеродистых и качественных. Наиболее активно используют в строительстве и машиностроении, где в полной мере проявляются основные ее преимущественные свойства: твердость и податливость к разноплановым обработкам.
Производят сталь 35, согласно ГОСТу 1050-88, регламентирующему все важные моменты, включая химический состав, механические свойства, твердость, способы обработки.
Химический состав, основные характеристики
Уже в обозначении стали 35 – характеристики сплава. Простая цифровая информация указывает, пожалуй, на самое важное – процентное содержание углерода при незначительном объеме примесей, что и определяет целый ряд востребованных потребителем свойств.
Химические элементы в процентном соотношении распределены следующим образом: Fe – примерно 97, C – 0,32- 0,4, Si – 0,17- 0,37, Mn – 0,5-0,8. Ni, Cr, Cu составляют по 0,25, а вот P, S и As – соответственно, 0,035, 0,040 и 0,08.
Сталь 35, характеристики ее, обусловлены принадлежностью к классу среднеуглеродистых сплавов, куда также входят стали марок 30, 40, 45 и 50. Сырье отличается высокими прочностными свойствами, при этом не обладает ни пластичностью, ни вязкостью низколегированных сталей, что, впрочем, и не требуется. Механические свойства подробно расписаны в таблицах ГОСТа 1050-88

Способы обработки стали 35
В процессе производства металлопроката, деталей сталь 35 подвергают:
- нормализации (отжигу);
- закалке с низким отпуском;
- закалке ТВЧ.
Сырье куют при температурном режиме от 1280 оС до 750 оС с последующим охлаждением, обрабатывают резанием, применяя технологию оптимального отжига, повышающего предел упругости сплава.
Что касается свариваемости, то в ГОСТе данную возможность классифицируют как ограниченную. Если сталь 20 сваривается без ограничений, за исключением деталей, прошедших химико-термическую подготовку, то марка стали 35 «более требовательна» — необходим подогрев и специальная термообработка. Основные рекомендуемые способы сваривания – РДС, ЭШС, АДС под флюсом с газовой защитой.
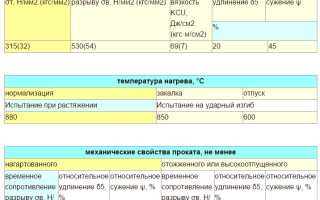
Сталь 35 (ГОСТ 1050-88) проходит закалку. По сути, это нагрев сплава до температуры выше критической или, как еще уточняют, температуры растворения избыточных фаз. В результате из структуры аустенита образуется неустойчивая, метастабильная структура мартенсит. Так, для стали 35 температура закалки составляет от 850 до 870 оС. После ее проведения твердость стали 35 – 45 HRC. Таблицы твердости проката после обработки ниже:
Для данной марки рекомендуют закалку с низким отпуском. Это означает, что обработку лучше проводить при температуре не выше 160 — 200 оС. При таких условиях происходит требуемое снижение закалочных напряжений, мартенсит превращается уже в отпущенный мартенсит без заметного снижения твердости стали 35, повышается ее прочность, улучшается вязкость.
О применении сплава
Сталь 35 (ГОСТ 1050-88), характеристики и ее основные эксплуатационные свойства неизменно востребованы многими строительными компаниями и организациями, машиностроительными и станко-инструментальными заводами.
Металлоконструкции, в том числе, и арматурные, фасонный прокат (круг, шестигранник ст35), а также валы различного назначения, оси и цилиндры, шестерни, шатуны и диски, шпиндели и траверсы – все это производят из конструкционной углеродистой качественной стали марки 35.
Здесь есть смысл заметить, что данный среднеуглеродистый сплав редко применяют при изготовлении некоторых крупногабаритных деталей и механизмов, поскольку сырье тяжело прокаливать. К тому же имеют место потери в механических показателях.
Виды поставки и ГОСТы
Твердость и плотность стали 35, ее практичность и невысокая стоимость оценена многими отечественными потребителями. Благодаря существованию стали 35 с ее характеристиками, пока еще ждут применения:
Фасонный прокат проверенного заводского качества, выполненный в соответствии с ГОСТами 2590-2006 (круг г/к ст. 35), 2879-2006, 2591-2006, 8509-93, 8240-97, 8510-86, 8239-89, 10702-78.
- листы толстые (ГОСТы 1577-93, 19903-74, 4041-71);
- листы тонкие (ГОСТ 16523-97);
- шлифованный пруток, серебрянка (ГОСТы 10702-78 и 14955-77);
- калиброванные круги (ГОСТы 8560-78, 7417-75, 8559-75, 10702-78);
- полосы (ГОСТы, 103-2006, 82-70,1577-93);
- ленты (ГОСТ 2284-79);
- проволока (ГОСТы, 5663-79 и 17305-91);
- поковки, кованые заготовки по ГОСТам 8479-70 и 1133-71;
- трубы в соответствии с ГОСТами 8731-74, 8734-75, 8732-78 и 8733-74.
Сталь 35 конструкционная углеродистая качественная
Для создания различных деталей и механизмов могут применяться самые различные материалы. Среди металлов следует отметить сталь 35. Она относится к классу углеродистых конструкционных сталей высокого качества, считается самым доступным предложением. Сталь 35 (ГОСТ 1050-88 ранее определял основные качества и химический состав, сейчас ему на смену пришел ГОСТ 1050-2013) применяют для получения промышленного крепежа различного типа.

Основные характеристики
Основные характеристики во многом определяют область применения металла. Сталь 35 характеризуется следующими качествами:
- Плотность Стали 35 составляет 7826 кг/м 3 при температуре 20 градусов Цельсия. Стоит учитывать, что показатель снижается при повышении температуры. Серьезное повышение температуры приводит к перестроению структуры, она становится более пластичной. Показатель плотности учитывается при проведении различных расчетов. К примеру, нужно проводить расчет оказываемого давления на несущие конструкции.
- При выборе металла уделяется внимание показателю твердости. В рассматриваемом случае твердость составляет 163 МПа. Сталь М35 может подвергаться различной термической обработке, которая направлена на повышение твердости поверхностного слоя. Часто в качестве термической обработки применяется технология нормализации, которая делает структуру более однородной и устойчивой к воздействию высоких нагрузок.
- Степень свариваемости ограничена. Именно поэтому рекомендуется проводить предварительный подогрев заготовки. За счет подогрева структуры стало возможным использование различных технологий сваривания. Для повышения качества получаемого шва после сварки проводится дополнительная термическая обработка.
- Структура не склонна к отпускной хрупкости. При термической обработке выполняется отпуск, который снижает внутренние напряжения. Слишком высокая хрупкость определяет то, что при ударе и другой динамической нагрузке могут появляться структурные трещины.
- Материал подвергается резанию. Это свойство определяет то, что материал часто поставляется на машиностроительные заводы где устанавливается большое количество токарного и фрезеровального оборудования. Поставляемые заготовки могут обрабатываться при использовании обычных резцов. Существенно повысить качество и скорость обработки можно за счет использования резцов с твердосплавными пластинами.

Механические свойства ст 35
Рассматриваемый металл может подвергаться ковке при температуре 1280 градусов Цельсия. Охлаждение может проводится при применении масла или на открытом воздухе, выбор проводится в зависимости от размеров заготовки.
Химический состав
Различные химические элементы могут изменять эксплуатационные характеристики получаемых материалов. Марка стали 35 характеризуется следующим соотношением химических элементов:
- Основной состав представлен железом. Он включается в состав практически всех сплавов, в данном случае концентрация около 97%.
- Твердость и другие качества связаны с углеродом. В рассматриваемом случае концентрация этого химического элемента составляет от 0,32 до 0,4%.
- В состав включается кремний, марганец и никель. Они определяют основные эксплуатационные характеристики. Концентрация никеля не более 0,25%, марганца в диапазоне от 0,5 до 0,8%. На кремний приходится всего 0,17-0,37% состава.

Лист стальной 140х500 мм сталь 35
Вредные компоненты выдерживаются в определенном диапазоне, что позволяет выдерживать более высокие эксплуатационные характеристики. Современные технологии производства позволяют повысить качество материала.
Расшифровка стали: индекс 35 показывает, что в сплаве содержится 0,35% углерода, а остальные элементы составляют незначительное количество.
Применение стали 35
Как ранее было отмечено, рассматриваемый металл получил широкое применение. Это связано с низкой стоимостью производства и довольно высокими эксплуатационными характеристиками. Сплав часто применяется при получении следующих деталей:
- Характеризующиеся низкой прочностью и испытывающие небольшие напряжения. В эту группу относят коленчатые валы, оси, цилиндры, обод, траверсы и другие.
- Различных крепежных элементов: болты, гайки и шпильки. Они обходятся дешево, но при этом не могут эксплуатироваться при изготовлении износостойких деталей.
При выборе этого сплава следует учитывать, что из-за достаточно высокой концентрации углерода существенно снижается степень свариваемости. Поэтому заготовки в большинстве случаев поставляются для механической обработки. Устойчивость к коррозии средняя, получаемые детали могут применяться в умеренно агрессивной среде. Часто получаемые болты применяются при возведении фундамента или создании других несущих конструкций.
Аналоги сталь 35 обладают схожим химическим составом и свойствами, маркируются при применении стандартов ГОСТ. В других странах применяются свои стандарты. К примеру, в США аналоги получили название 1034, 1035, из Китая поставляют сплавы ML35 и ZG270-500. Более доступным предложением можно назвать металлы, которые производятся отечественными компаниями.
Технические характеристики углеродистой стали 35
Автор: Игорь
Дата: 05.11.2019
- Статья
- Фото
- Видео
Характеристики стали 35 позволяют классифицировать ее как конструкционный сплав, широко применяющийся в промышленности для производства крепежных элементов. Хотя отсутствие в составе дорогих добавок снижает прочностные свойства материала, однако делает его одним из самых доступных для применения.

Химический состав 

Регламентировавший ранее состав и характеристики стали 35 ГОСТ 1050-88 заменен на другой стандарт. Особенности ее производства и обработки сегодня определяются ГОСТом 1050-2013. Расшифровка маркировки указывает на содержание в металле главного элемента – углерода – 0,35%. Доля других добавок также невелика:
- никеля – 0,25%;
- марганца – 0,5-0,8%;
- кремния – 0,17-0,37%;
- меди и хрома – до 0,25%;
- серы и фосфора – не более 0,3-0,35%;
- мышьяка – 0,08%.

Заменители стали 35 отличаются, в основном, массовой долей углерода:
- 30;
- 35Г;
- 40.
Несмотря на эти отличия, свойства аналогов практически идентичны. Сплав имеет множество аналогов и за рубежом:
- 1034, 1038 – в Соединенных Штатах;
- 1.0501, С35, Сk35 – Германии;
- 1С35, RF36 – Франции;
- 080А32, 080А35 – Великобритании;
- С35 – Италии;
- С36 – Бельгии;
- 1572 – Швеции;
- 1.1181, С35Е – Евросоюзе;
- S35C, SWRCH35K – Японии;
- ML35 – Китае.
Номенклатура выпускаемой продукции регламентируется множеством стандартов и поставляется на рынок в виде:
- сортового проката;
- калиброванного и шлифованного прутка;
- толсто- и тонколистовой стали;
- серебрянки;
- ленты и полосы;
- проволоки;
- поковок;
- разнообразных труб.
Физические свойства
От химического состава зависят основные характеристики и применение стали 35.
Плотность металла с повышением температуры уменьшается. В диапазоне от 20 до 800 градусов она изменяется с 7826 до 7600 кг/м3. Одновременно увеличивается пластичность стали. Показатель плотности необходим при расчете величины нагрузки на несущие элементы конструкции.
С увеличением температуры изменяются и другие физические свойства материала:
- удельное электросопротивление – от 251 до 1156*109 Ом*м при 900 градусах;
- удельная теплоемкость – 469-699 Дж/кг*град;
- коэффициент линейного расширения – с 12 до 13,9 1/град;
- коэффициент теплопроводности уменьшается с 49 до 28 Вт/м*град;
- уменьшается и модуль упругости в интервале 20-400 градусов с 2,06*10-5 до 1,68*10-5 МПа.

Механические параметры
Твердость сплава равна 163 МПа. Показатель можно увеличить с помощью термической обработки. Чаще всего для этой цели используется режим нормализации, который упорядочивает структуру металла и увеличивает поверхностную твердость.
Свариваемость стали марки 35 ограниченная. Поэтому для заготовок чаще выбирают механические способы обработки. Но предварительный подогрев заготовки дает возможность применения разных технологий сварки:
- аргонодуговой;
- электродуговой ручной;
- электрошлаковой.
Для упрочнения и зачистки сварного шва рекомендуется последующая термообработка.
Склонность к отпускной хрупкости отсутствует, что снижает вероятность образования структурных трещин при динамических нагрузках. Операция отпуска, которая сопутствует термообработке, в значительной степени снимает внутренние напряжения.
Способность к обработке резанием достаточно высокая, что позволяет с особой точностью придавать нужную форму деталям даже с помощью обычных инструментов. А применение резцов с твердосплавными элементами дает возможность увеличить скорость и точность обработки в несколько раз.
Флокеночувствительность металл не проявляет.
Коррозионная устойчивость сплава невысока, несмотря на присутствие в составе никеля. Но она достаточна для использования изделий в средах с низкой агрессивностью
Термическая обработка
Для улучшения механических свойств стали 35 используют термообработку. После закалки и отпуска происходит:
- снижение внутренних напряжений;
- улучшение структуры мартенсита;
- повышение прочности и вязкости без заметной потери твердости.
Различают термообработку двух видов:
- поверхностную, когда затрагивается небольшая глубина заготовки;
- объемную, при которой тепловое воздействие достигает всей глубины металла.
Закалка проводится в температурном диапазоне 860-900 градусов, в зависимости от толщины или диаметра заготовки. Рекомендуемое время выдержки составляет 2-2,5 часа, после чего применяется воздушное охлаждение.
После закалки производится отпуск стали путем нагрева до 600-650 градусов и постепенном остывании на воздухе с заданной скоростью. Отпуск уменьшает хрупкость и повышает вязкость материала. В некоторых случаях используется закалка с низким отпуском при 160-200 градусов.
В процессе резания на поверхности заготовки образуется слой с деформированной структурой и внутренними напряжениями. Со временем он может привести к изменению размеров изделия, что особенно актуально для сложных конструкций. Повысить стабильность структуры поверхностного слоя и сопротивление деформации поможет рациональный режим отжига при температуре 400 градусов.
Металл подвергается ковке в интервале 1280-750 градусов. Способ охлаждения выбирается в зависимости от толщины или сечения изделия. Для деталей толщиной до 800 мм используют воздушное охлаждение.
Преимущества и недостатки
Плюсы и минусы сплава обусловлены его механическими свойствами. Среди его достоинств:
- высокая устойчивость к ударным нагрузкам позволяет использовать его в производстве крепежных деталей;
- твердость в сочетании с низкой пластичностью востребованы в строительстве для изготовления несущих элементов;
- сталь не подвержена образованию трещин;
- доступная стоимость является одним из важных факторов высокого спроса на сталь 35;
- диапазон температур применения стали – от минус 40 до плюс 425 градусов.
Недостатки стали выражаются:
- в ограниченной свариваемости, которая ограничивает сферу ее применения;
- низкой антикоррозийной устойчивости;
- проявлении признаков «усталости» при долговременных механических нагрузках.
Область применения
Характеристики стали 35 определяют область ее применения. В машиностроении сталь используют для изготовления механизмов, не предназначенных для работы на износ:
- производства различного крепежа – болтов, гаек, фланцевых элементов;
- деталей, не требующих высокой прочности – коленчатых валов, цилиндров, дисков, ободов, шатунов.
В строительной отрасли сталь применяется:
- для сооружения трубопроводов;
- производства железобетонных плит;
- сантехнических изделий – эмалированных ванн, раковин;
- уголков и арматуры.
В быту используются изготовленные из стали 35:
- трубы разного диаметра;
- сетки и листы;
- прутья.
Хотя сталь 35 не демонстрирует высокие технологические характеристики, она находит широкое применение практически во всех отраслях промышленности. Свойства практичности и доступной стоимости обеспечивают ей востребованность на рынке металлопроката.
Углеродистая качественная ГОСТ 1050-88
Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
С О Ю З А С С Р
ПРОКАТ СОРТОВОЙ, КАЛИБРОВАННЫЙ, СО СПЕЦИАЛЬНОЙ ОТДЕЛКОЙ ПОВЕРХНОСТИ ИЗ УГЛЕРОДИСТОЙ КАЧЕСТВЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т С О Ю З А С С С Р
ПРОКАТ СОРТОВОЙ, КАЛИБРОВАННЫЙ, СО СПЕЦИАЛЬНОЙ ОТДЕЛКОЙ ПОВЕРХНОСТИ ИЗ УГЛЕРОДИСТОЙ КАЧЕСТВЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ
ГОСТ
1050—88
Общие технические условия
Carbon structural quality steel gauged bars with special surface finish. General specifications
ОКП 09 5000, 11 4100, 11 5000
Срок действиея с 01.01.91
до 01.01.96
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает общие технические условия для горячекатаного и кованого сортового проката из углеродистой качественной конструкционной стали марок 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 58 (55пп) и 60 диаметром или толщиной до 250 мм, а также проката калиброванного и со специальной отделкой поверхности всех марок.
В части норм химического состава стандарт распространяется на другие виды проката, слитки, поковки, штамповки из стали марок, перечисленных выше, а также из стали марок 05кп, 08кп, 08пс, 10кп, 10пс, 11кп, 15кп, 15пс, 18кп, 20кп и 20пс.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Марки и химический состав стали по ковшевой пробе должны соответствовать приведенным в табл. 1.
Перепечатка воспрещена
© Издательство стандартов, 1989
Массовая доля элементов, %
1. По степени раскисления сталь обозначают: кипящую — кп, полуспокойную — пс, спокойную — без индекса.
2. Сталь марки 05кп не допускается к применению во вновь создаваемой и модернизируемой технике.
1.1.1. Массовая доля серы в стали должна быть не более 0,040%, фосфора — не более 0,035%. Для стали марок 11кп и 18кп, применяемой для плакировки, массовая доля серы должна быть не более 0,035%, фосфора — не более 0,030%.
1.1.2. Остаточная массовая доля никеля в стали всех марок не должна превышать 0,30%, меди в стали марок 11кп и 18кп — 0,20%, в стали остальных марок — 0,30%.
1.1.3. В стали марок 35, 40, 45, 50, 55 и 60, предназначенной для изготовления патентированной проволоки, массовая доля марганца должна быть 0,30—0,60%, никеля — не более 0,15%, хрома — не более 0,15%, меди — не более 0,20%. Массовая доля серы и фосфора — соответственно требованиям стандартов на проволоку, но не превышает норм, приведенных в п. 1.1.1.
1.1.4. В стали марок 08пс, 10пс, 15пс и 20пс, предназначенной для изготовления листового проката для холодной штамповки, допускается массовая доля марганца до 0,25% по нижнему пределу.
1.1.5. В стали марок 08пс, 10пс, 15пс и 20пс допускается массовая доля кремния менее 0,05% при условии применения других (кроме кремния) раскислителей в необходимых количествах.
1.1.6 В стали допускается массовая доля мышьяка не более 0,08%.
1.1.7 Массовая доля азота в кислородно-конвертерной стали не должна превышать 0,006% для тонколистового проката и ленты и 0,008% — для остальных видов проката.
1.2. В прокате, заготовках, поковках и изделиях дальнейшего передела допускаются отклонения по химическому составу от норм, приведенных в табл. 1, в соответствии с табл. 2.
Кремний для спокойной стали
1.3. Сортамент проката должен соответствовать требованиям:
ГОСТ 2590 — для горячекатаного круглого;
ГОСТ 2591 или другой нормативно-технической документации — для горячекатаного квадратного;
ГОСТ 1133 — для кованого круглого и квадратного;
ГОСТ 2879 — для горячекатаного шестигранного;
ГОСТ 103 — для горячекатаного полосового;
ГОСТ 4405 — для кованого полосового;
ГОСТ 7417 — для калиброванного круглого;
ГОСТ 8559 — для калиброванного квадратного;
ГОСТ 8560 — для калиброванного шестигранного;
нормативно-технической документации — для калиброванного полосового;
ГОСТ 14955 —со специальной отделкой поверхности.
Примеры условных обозначений приведены в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики базового исполнения
2.1.1. Прокат сортовой немерной длины с предельными отклонениями для обычной точности размеров, кривизны, овальности и других требований к форме, серповидности и неплоскостности класса 2 по ГОСТ 103 (для полосы).
2.1.2. Прокат калиброванный немерной длины с предельными отклонениями для квалитета — h11, овальностью — не более предельных отклонений по диаметру.
2.1.3. Прокат со специальной отделкой поверхности немерной длины с предельными отклонениями для квалитета — h11, овальностью — не более половины предельных отклонений по диаметру.
2.1.4. Прокат сортовой без термической обработки, калиброванный и со специальной отделкой поверхности нагартованный — Н или термически обработанный (отожженный, высокоотпущенный, нормализованный, нормализованный с отпуском, закаленный с отпуском) — Т.
2.1.5. Прокат сортовой двух групп качества поверхности: а и б. Прокат группы качества поверхности а предназначен преимущественно для горячей обработки давлением, группы б — преимущественно для холодной механической обработки.
2.1.6. На поверхности проката группы качества поверхности а не должно быть раскатанных пузырей, прокатных плен, закатов, трещин, загрязнений, трещин напряжения.
2.1.6.1. Дефекты на поверхности должны быть удалены пологой вырубкой или зачисткой, ширина которой должна быть не менее пятикратной глубины.
Глубина зачистки дефектов, считая от фактического размера, не должна превышать:
половины допуска на размер — для проката размером менее 80 мм;
допуска на размер — для проката размером от 80 до 140 мм;
5% диаметра или толщины — для проката размером от 140 до 200 мм;
6% диаметра или толщины — для проката размером более 200 мм.
В одном сечении проката размером (диаметром или толщиной) более 140 мм допускается не более двух зачисток максимальной глубины.
2.1.6.2. На поверхности проката допускаются без зачистки отдельные риски, вмятины и рябизна глубиной в пределах половины допуска на размер, а также раскатанные пузыри и загрязнения (волосовины) глубиной, не превышающей 1/4 допуска на размер, но не более 0,20 мм, считая от фактического размера.
2.1.7. На поверхности проката с качеством поверхности группы б допускаются местные дефекты глубиной, не превышающей минусового предельного отклонения на размер для проката размером менее 100 мм; допуска на размер — для проката размером 100 мм и более.
Глубина залегания дефектов считается от номинального размера.
2.1.8. Прокат сортовой должен быть обрезан. Допускаются смятые концы и заусенцы. Косина реза сортового проката размером до 30 мм не регла-ментируется, свыше 30 мм — не должна превышать 0,1 диаметра или толщины. Прокат сортовой размером до 40 мм немерной длины допускается изготовлять с необрезными концами.
2.1.9. Качество поверхности и требования по обрезке концов калиброванного проката должны соответствовать — ГОСТ 1051 групп Б и В, со специальной отделкой поверхности — ГОСТ 14955 групп В, Г и Д.
В прокате со специальной отделкой поверхности обезуглероживание не допускается.
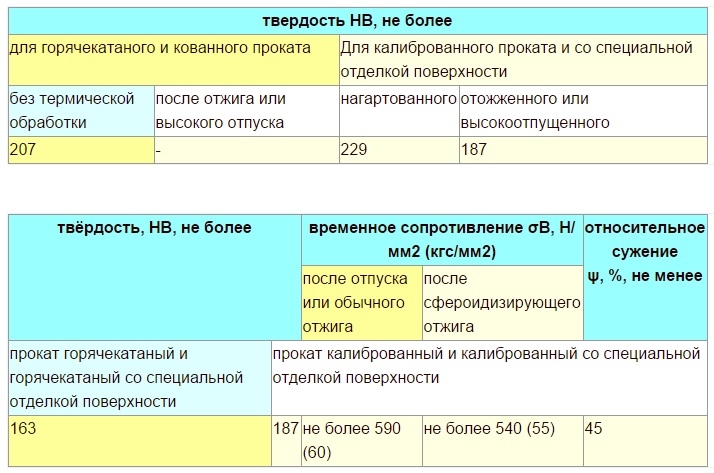
2.1.10. Твердость сортового проката не должна превышать 255 НВ, калиброванного и со специальной отделкой поверхности — 269 НВ.
2.1.11. Механические свойства проката должны соответствовать нормам, приведенным в табл. 3.
Сталь углеродистая качественная конструкционная ГОСТ 1050-88
Область применения.
Стандарт устанавливает общие технические условия для горячекатаного и кованого сортового проката из углеродистой качественной конструкционной стали марок 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, и 60 диаметром и толщиной до 250 мм, а так же проката калиброванного и со специальной отделкой поверхности всех марок.
В части норм химического состава стандарт распространяется и на другие виды проката, слитки, поковки, штамповки из стали марок, перечисленных выше, а так же стали марок 05кп, 08кп, 08пс, 10кп, 10пс, 11кп, 15кп, 15пс, 20кп и 20пс.
Классификация.
Обозначение двумя первыми цифрами: 08, 10, 15, 20 и т. д. до 60 показывает среднее содержание углерода в сотых долях процента. Буквы кп и пс после цифр соответствуют кипящей или полуспокойной стали.
1ГП – горячая осадка (испытание);
2ГП – для горячей обработки давлением;
3ГП – для холодной механической обработки;
М1 – в нормализованном состоянии;
М2 – нагартованный или нормируемые механические свойства;
М3 – с нормированными механическими свойствами;
ТО – отожженный, высокоотпущенный;
- ТВ1 – без термической обработки;
- ТВ2 – нормируемая твёрдость;
- ТВ3 – нагартованный прокат;
Марка стали
Заменитель
Рекомендуемое применение
Свариваемость
Детали к которым предъявляются требования высокой пластичности, шайбы патрубки, прокладки и другие неответственные детали, работающие в интервале температур от — 40 до + 450 градусов по Цельсию.
Сваривается без ограничений, кроме деталей после химико- термической обработки.
Для прокладок, шайб, вилок, труб, а также деталей подвергаемых химико-термической обработке — втулок, проушин, тяг.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Детали работающие при температуре до + 450 градусов, к которым предъявляются требования высокой пластичности, после химико-термической обработки (ХТО) — детали с высокой поверхностной твердостью при невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Детали работающие при температуре от — 40 до + 450 градусов, к которым предъявляются требования высокой пластичности, а также: втулки, шайбы, ушки, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие при температуре от-40 до + 450 градусов; после ХТО — рычаги, кулачки, гайки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от — 40 до + 450 градусов; после цементации и цианирования детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины(крепежные детали, рычаги, оси и т.п.)
Сваривается без ограничений.
Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей.
Сваривается без ограничений.
После нормализации или без термообработки крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температурах от — 40 до+ 450 градусов под давлением; после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
После нормализации или без термообработки патрубки, штуцера, вилки, болты корпуса аппаратов и другие детали из кипящих сталей, работающие при температурах от — 20 до + 450 градусов; после цементации и цианирования — оси, крепежные детали, пальцы, звездочки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики болты, фланцы, тройники, крепежные детали и другие неответственные детали; после ХТО — винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Детали невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры, коленчатые валы, втулки, шпиндели, звездочки, тяги, обода, валы, траверсы, бандажи, диски и другие детали.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
После улучшения — коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и другие детали; после поверхностного упрочения с нагревом ТВЧ -длинные валы, ходовые валики, зубчатые колеса, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной обработке детали, от которых требуется повышенная прочность.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
После нормализации с отпуском и закалки с отпуском — зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев.
Трудно свариваемая. Необходим подогрев и последующая термообработка.
Гусеницы, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие на трение.
Не применяется для сварных конструкций
Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, амортизаторов, замочные шайбы, регулировочные прокладки и другие детали, шпиндели, бандажи, диски сцепления, пружинные кольца к которым предъявляются требования высокой прочности и износостойкости.