
Какими электродами варить сталь 20?
Сварка труб из стали 20

Материал относится к малоуглеродистым конструкционным сталям. Из него изготавливают широкий ассортимент проката: от поковок до прямошовных патрубков.
Сырье обладает хорошей свариваемостью и не требует предварительного подогрева. Последующая термообработка также не требуется. После обработки сплав не теряет прочности, надежности, а полученный шов (рубец) выдерживает значительное механическое воздействие.
Способы сварки
Трубные конструкции из ст20 сваривают по-разному. Наиболее распространены три технологии:
- термическая: к ней относятся газовая, лазерная, плазменная, дуговая, электронно-лучевая;
- механическая: в эту группу входит состыковка металлоизделий трением и взрывом;
- термомеханическая: комбинированный способ подразумевает воздействие на металл повышенной температурой и механическими усилиями. Подходит для скрепления малогабаритных частей.
Кроме того, выделяют подвиды в зависимости от способа проведения работ: механизированную и ручную технологии.
Для низкоуглеродистого сплава двадцать оптимально подходит электросварка (полуавтоматическая в среде защитных газов, автоматическая с применением проволоки, ручная дуговая, ручная аргонодуговая). Газовую используют реже: она представляет повышенную опасность из-за баллонов с газом, который находится под повышенным давлением.
Регламентирующий стандарт
Основные требования, которым должны соответствовать физико-химические свойства ст. 20, прописаны в ГОСТ 1050-2013.
В России действуют несколько госстандартов, которые касаются типологии сварочных способов. Так, виды сварочных швов прописаны в ГОСТ 14771-76, 5264-80.
Стандарты на сварные соединения, правила аттестации сварщиков содержатся в ГОСТ 5264-80, 8713-79, 11533-75 и др.
Технология сварки
Обычно делится на три этапа: подготовительный, непосредственно металлообработка, завершающий. По нормативам в первый входит очистка поверхности заготовок от грязи, жира; выравнивание стальных труб в месте стыка; подбор подходящего режима сваривания. Зачистка краев элементов от окалины, заусенцев и обезжиривание поверхностей позволит избежать дефектов в полученном шве.
После подготовительных мероприятий приступают ко второму этапу – свариванию.
- Включают сварочный аппарат, к которому присоединен кабель с держателем стержней. Выбор источника тока, режима зависят от толщины деталей, опыта сварщика, метода работ. Также необходимо зафиксировать на обрабатываемых заготовках земляные контакты.
- Выполняют предварительный подогрев (для стали двадцать он не требуется).
- Устанавливают прихваточные швы. Их размеры, количество определяются толщиной металла на деталях, размером заготовок.
- Осуществляют проварку изделий по контуру.
На завершающем этапе сварной рубец очищают от шлака. Остывший затвердевший покров отбивают молотком. С помощью жесткой щетки его зачищают от окалин, брызг раскаленного металла, наплывов. Если количество образований большое, задействуют шлифовальную машинку или болгарку. После полученные рубцы осматривают, чтобы исключить дефекты или непроваренные участки. В промышленных условиях для визуального контроля используют рентген-просвет.
Какими электродами варить трубу
При работе не обойтись без расходных материалов – электродных прутков. Они представляют собой металлический стержень, на поверхность которого нанесено специальное покрытие (обмазка). Оно обеспечивает защитный слой (пленку), который предотвращает попадание в шов кислорода и азота.
Виды оборудования по типу защитного слоя:
- с рутиловой пленкой ‒ нужны для создания угловых швов, прихваток;
- с целлюлозным покрытием ‒ используются для скрепления объектов с большим диаметром. Позволяют создавать кольцевые, вертикальные швы;
- с рутилово-целлюлозным слоем ‒ комбинация востребована при выполнении сложных конструкций (например, вертикального шва сверху вниз).
При подборе стержней учитывают несколько факторов: режим функционирования, мощность аппаратуры, условия, при которых выполняется работа, качество металла и другие. Выбор сердечника строго регламентируется специальными документами.
Электроды для трубопроводов под давлением
Для присоединения трубных секций из ст.двадцать оптимальны прутки Э42А УОНИ-13/45. Если в их составе присутствуют материалы 30ХМА, 20Х3МВФ, лучше выбрать оборудование ЭП-60, ЦЛ-19ХМ, ВСН-2.
Также для стыковки магистралей высокого давления применяют марки ОК 74.70, ОК 53.70. Последние покрыты специальным флюсом, позволяют проводить качественную обработку сетей, которые созданы на основе малоуглеродистых сталей. В результате получается сварное соединение, которое обладает повышенной пластичностью, хорошей ударной вязкостью.
Электроды для газопроводов
Для газопровода используют несколько марок. Наиболее универсальной считается ОК-46. Она обеспечивает качественный шов, поэтому часто используется при обработке ответственных сооружений (в т.ч. в судо- и авиастроении).
Прочные долговечные швы в поворотных и неповоротных местах газовых магистралей позволяют получить марки ЛБ-52, УОНИ-1355, МТГ-01К. Для этих стержней характерна стабильная дуга, легкое удаление шлакового покрова, небольшое разбрызгивание.
Электроды для нефтепроводов
Среди отечественных элементов наибольшее распространение получили сертифицированные марки ЛЭЗ ЛБгп. Устройства с диаметром 2,5 — 4 мм покрыты кремнием, серой, углеродом, марганцем.
Также для нефтепроводов применяют оборудование иностранных производителей: ОК 53/70 (Швеция), LB 52U (Япония) и др.
Электроды для тепловых сетей
Для создания короткой дуги часто используют марку ЦЛ-9 с низким содержанием водорода. Она позволяет работать в любом пространственном положении, но выделяет токсичные ядовитые вещества при горении. Также для тепловых сетей выбирают проволоку Э42А, Э-09Х1МФ, УОНИИ-13/45.
Сварка труб из стали 20 и 09г2с
Сплавы отличаются невысоким содержанием углерода. Они не закаливаются, не склонны к перегреву, устойчивы к образованию трещин. Для ручного или автоматического скрепления конструкционных слаболегированных веществ 09Г2С и 20 подходит оборудование УОНИ-13.55, Э42, АНО-21, ОЗС-12, МР-3 ЛЮКС. При соблюдении технологии, грамотного подбора сырья и аппаратуры получается прочный участок сварного соединения.
Более подробно технологические указания раскрыты в СТО 00220368-011-2007. Документ содержит требования к материалам, методам металлообработки разнородных соединений из углеродистых, высоко- и низколегированных сталей и сплавов.
Как варить красивые швы ‒ видео
9. Сварочные материалы и рекомендуемые электроды
Сварочные материалы, применяемые для сварки стальных конструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести, относительное удлинение, угол загиба, ударную вязкость) не менее нижнего предела свойств основного металла конструкции.
15. Свариваемые материалы и электроды
Марка свариваемого материала
Тип
электрода
Марка свариваемого материала
Тип электрода
Марка свариваемого материала
Тип электрода
Сталь 35Л Сталь 35
16. Типы электродов, их назначение
Тип электродов
Для сварки
Положение шва
Ответственных конструкций из низкоуглеродистых и некоторых низколегированных сталей (например, марки 09Г2)
Ответственных металлоконструкций и деталей машин из низкоуглеродистых сталей, работающих при статических и динамических знакопеременных нагрузках
Особо ответственных металлоконструкций из низколегированных, низкоуглеродистых сталей, работающих при динамических нагрузках; сосудов, работающих под давлением, а также заварки дефектов отливок
Ответственных металлоконструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей, а также заварки дефектов чугунных отливок
Ответственных металлоконструкций и деталей машин из низкоуглеродистых сталей, работающих при статических и динамических нагрузках
Ответственных металлоконструкций из низколегированных сталей, работающих при статических и динамических нагрузках
Ответственных металлоконструкций из низкоуглеродистых сталей
Ответственных металлоконструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей, заварки дефектов отливок ремонтной и монтажной сварки
Ответственных металлоконструкций из низколегированных сталей, монтажной и ремонтной сварки, а также заварки дефектов отливок
Ответственных металлоконструкций из среднеуглеродистых и низколегированных хромистых, хромомолибденовых и хромокремнемарганцовистых сталей, работающих в условиях тяжелых и динамических нагрузок
Высоконагруженных ответственных металлоконструкций из конструкционных и низколегированных сталей повышенной прочности, работающих при динамических нагрузках
Ответственных металлоконструкций из низколегированных сталей повышенной прочности
Ответственных конструкций из сталей 40Х и 30ХГСА, подвергающихся термической обработке до высокого предела прочности
Ответственных конструкций из среднелегированных высокопрочных сталей
17. Марки сварочной проволоки и ее назначение
Марки сварочной проволоки
ГОСТ
Для сварки
ГОСТ 2246-70 в ред. 1987г.
Углеродистых и низколегированных сталей в углекислом газе
Углеродистых и низколегированных сталей под флюсом
Коррозионно-стойких сталей в углекислом газе
Для аргонно-дуговой сварки коррозионно-стойких сталей
ГОСТ 7871 75 вред. 1989г.
Алюминия марок АД1 и АД1М
Алюминиево-магниевого сплава АМг5, АМг6
17а. Сварочные материалы, применяемые при сварке трубопроводов общего назначения
Стали свариваемых деталей
Сварка под флюсом
Сварочная и порошковая проволока при сварке открытой дугой и в углекислом газе
Электрод при ручной дуговой сварке
флюс
сварочная проволока
тип
марка
Св-08Г2С, ПП-АН1, ПП-АН8, ПП-2ДСК
Ст3сп, ВСт3пс, Ст3Гпс
АН-348А, ОСЦ-45, АН-348АМ, ОСЦ-45М
Св-08Г2С, ПП-АН3, ПП-АН7, ПП-АН11, ПП-2ДСК
09Г2С, 10Г2С1, 10ХСНД, 14Г2, 15ХСНД
Св-08Г2С, ПП-АН7, ПП-АН9, ПП-2ДСК, ПП-3ДСК
УОНИ-13/55, УОНИ-13/45, АНО-7, ТМУ-21
СВ-08Г2С, ПП-АН7, ПП-2ДСК
17б. Возможности применения сварочных материалов для дуговой сварки стальных металлоконструкций
Сталь
Покрытые электроды для ручной сварки
Сварка под флюсом
Сварка в углекислом газе или в его смеси с аргоном
Сварка порошковой проволокой
Проволока
Флюс
Ст2кп, Ст3пс, Ст3сп, Ст3Гпс Ст3Гсп
Э42, Э42А, Э46, Э46А Э50 Э50А
Св-08А, СВ-08АА, Св-08ГА, Св-06А, Св-08ГСМТ, Св-08ГС, Св-10Г2
ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-42, АН-42М, АН-60, ФЦ-16, АНЦ-1, АН-42, АН-42М, ФЦ-16
ПП-АН1, ПП-АНЗ, ПП-АН7, СП-2, СП-3, ППТ-13, ПП-АН11
Св-08ГА, Св-10ГА, Св-10Г2, Св-08ГС
ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-60, АНЦ-1
ПП-АН3, ПП-АН7, СП-2, СП-3, ПП-АНП
15ХСНД, 09Г2С, 09Г2СД, 12Г2С, 12Г2СД
Св-10НМА Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА
Особенности подбора электродов по диаметру
 Важный параметр, который учитывается при ручной дуговой сварке, – диаметр электрода. Эта номинальная толщина самого стержня (без обмазки) указывается на упаковках производителей. Расскажем о том, как выбрать электроды по диаметру и что влияет на этот выбор.
Важный параметр, который учитывается при ручной дуговой сварке, – диаметр электрода. Эта номинальная толщина самого стержня (без обмазки) указывается на упаковках производителей. Расскажем о том, как выбрать электроды по диаметру и что влияет на этот выбор.
Ключевые критерии
Основной параметр, по которому выбирают стержень того или иного диаметра, – толщина стенок свариваемых деталей. Учитываются также:
- пространственное положение сварного шва;
- тип соединения (встык, внахлест, тавровое и т. д.);
Выбирая электрод нужного диаметра, опытный сварщик также берет в расчет форму разделанных под сварку кромок.
Толщина деталей
Существуют основные рекомендации по выбору электрода нужного диаметра в зависимости от толщины стенок соединяемых элементов.
- Если изделия тонкостенные (от 1,5 до 2 мм), обычно используются электроды d 2мм.
- При толщине заготовок 2,5–3 мм для ММА сварки можно использовать электроды диаметром 3 мм.
- При работе с более толстыми заготовками (4–5 мм) сварщики, как правило, применяют стержни толщиной 3 или 4 мм.
- Если нужно сварить детали толщиной от 6 до 12 мм, предпочтение отдают электродам от 6 до 12 мм.
- Толстостенные заготовки для рядовых и ответственных конструкций (13 мм и более) варят электродами с диаметром 5–6 мм.
Во избежание прожога металла ручная сварка тонколистовых изделий (менее 1,5 мм) не осуществляется. Такие детали варят в аргоновой защитной среде или полуавтоматом. Также следует сказать, что использование электродов d 6 мм и более – достаточно ограниченно: во-первых, из-за большой массы, во-вторых, из-за невозможности качественно проварить такими толстыми электродами корневой шов.
Выбор режима сварки
Диаметр электродного стержня напрямую влияет на то, какая сила тока оптимально подойдет для сварочных работ. Диапазон рекомендуемых значений указывается производителем на упаковке. Учитывается и негласное правило, которым руководствуются многие сварщики с опытом и достаточными навыками: при увеличении диаметра стержня на 1 мм сила тока в среднем возрастает на 20–30 Ампер. Таблица рекомендуемых значений представлена ниже.
Диаметр
d 2 мм
d 2,5 мм
d 3 мм
d 4 мм
d 5 мм
d 6 мм
Сила тока
Это средние рекомендуемые значения. Силовые параметры могут разниться. Так, например, при равном диаметре 3 мм для сварки электродами УОНИ-13/55 понадобится сила тока в диапазоне 80–140 А, а для марки МР-3 будет достаточно от 70 до 100 А.
Тип сварного соединения
 Выбор диаметра электрода также зависит от того, каким должно быть сварное соединение – нахлесточным, стыковым, угловым, тавровым. При стыковой сварке деталей толщиной до 4 мм, как правило, достаточно одного слоя наплавляемого металла, d стержня составляет 3–4 мм.
Выбор диаметра электрода также зависит от того, каким должно быть сварное соединение – нахлесточным, стыковым, угловым, тавровым. При стыковой сварке деталей толщиной до 4 мм, как правило, достаточно одного слоя наплавляемого металла, d стержня составляет 3–4 мм.
Если толщина заготовок превышает 4 мм, кромки обязательно разделываются, шов варится в несколько проходов. Для выполнения первого слоя применяются электроды d 2–3 мм, следующие слои наносятся стержнями большего диаметра. В отношении угловых, тавровых и нахлесточных соединений учитываются следующие рекомендации.
- Однослойные швы выполняются электродами d от 2 до 6 мм – в зависимости от толщины заготовок (см. таблицу выше).
- Если изделие варят в несколько проходов, первый слой наносится электродом d 2–3 мм. Благодаря малому диаметру обеспечивается хороший провар корневого шва при невысоком нагреве зоны соединения.
Это позволяет снизить внутренние напряжения в структуре шовного металла, что особенно важно при производстве ответственных конструкций.
При выполнении сварки прямоугольных соединений (угловых и тавровых) сварщики учитывают и такую величину, как катет шва – расстояние от кромки шва до поверхности другой детали. Если длина катета составляет 3–4 мм, можно выбрать стержень диаметром 4–5 мм. Если катет равен 6–8 мм, используются электроды d 4–5 мм.
Пространственное положение
На выбор диаметра электрода влияет и положение шва в процессе сварки. Так, если детали варят в потолочном положении, рекомендуется использовать материал толщиной не более 4 мм. Если сварочная ванна располагается вертикально, этот показатель, как правило, не превышает 5 мм.
Полярность
 Выбор полярности постоянного тока также взаимосвязан с диаметров электродов.
Выбор полярности постоянного тока также взаимосвязан с диаметров электродов.
- При сварке на обратной полярности выделяется меньшее количество тепла, что снижает риски прожога заготовки. Поэтому таким способом обычно варят тонколистовые (до 5 мм) детали. Соответственно, самые распространенные диаметры электродов – от 2,5 до 4 мм.
- Ток обратной полярности дает более сильный нагрев, им варят более массивные и толстые заготовки.
Диаметр электродов в последнем случае должен быть не менее 4 мм.
Диаметр стержня и толщина покрытия
Толщина покрытия электрода зависит от диаметра стержня и марки материала. В соответствии с ГОСТ-9466-75 она рассчитывается соотношением общего диаметра (с покрытием) с номинальным диаметром стержня (как D/d). Отсюда – коэффициенты:
- М (электроды с тонким покрытием) – не более 1,2;
- С (со средним покрытием) – не более 1,45;
- Д (толстое покрытие) – не более 1,8.
Выпускаются электроды и с особо толстым покрытием (Г), соотношение в которых D/d превышает показатель 1,8.
В каталоге МЭЗ представлены электроды различного диаметра, позволяющие сваривать заготовки из сталей и сплавов любой толщины – от тонкостенных до массивных деталей. Вся продукция Магнитогорского электродного завода имеет соответствующие сертификаты.
каким электродом можно сварить 65 сталь?
- Авторизуйтесь для ответа в теме
#1 Сергей000
Подскажите пожалуйста, каким электродом можно сварить 65 сталь?
Буду благодарен за помощь
- Наверх
- Вставить ник
#2 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

- Город: Орел
- Наверх
- Вставить ник
#3 ARGONIUS

- Город: Н.Новгород
Сообщение отредактировал ARGONIUS: 01 Апрель 2016 21:44
- Наверх
- Вставить ник
#4 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
- Город: Орел
- Наверх
- Вставить ник
#5 ЛехаКолыма
ниат-5 эа395/5 и их аналоги вам в помощь
- Наверх
- Вставить ник
#6 SergDemin
Сергей000 , а можно подробнее? В каких то случаях можно сварить, не отвалится. В каких то — вариантов нет.
- Наверх
- Вставить ник
#7 ARGONIUS
- Город: Н.Новгород
- Наверх
- Вставить ник
#8 Svarshik_odinohka
А уони 13/65 не подайдут?
- Наверх
- Вставить ник
#9 ЛехаКолыма
Svarshik_odinohka ,нужно будет делать подогрев примерно 350-400 град и медленное охлаждение,тогда еще может получится
- Наверх
- Вставить ник
#10 ЛехаКолыма
А что вы за изделие собрались ремонтировать?
- Наверх
- Вставить ник
#11 Космос



- Наверх
- Вставить ник
#12 Сергей000
Сергей000 , а можно подробнее? В каких то случаях можно сварить, не отвалится. В каких то — вариантов нет.

- Наверх
- Вставить ник
#13 Сергей000
А что вы за изделие собрались ремонтировать?
мне нужно сварить такую стойку
нагрузка на нее очень большая
- Наверх
- Вставить ник
#14 SergDemin
Сергей000 , 65, 65Г — это пружина. Лист рессоры подходящих размеров, отжечь, сделать заготовку, согнуть, термообработать на нужную твёрдость, полагаю 40 — 42 HRC. Варить то какой смысл?
Если рессора не подходит, кусок торсиона от какого нибудь джипа не нужный размер отковать.
Почему именно ст 65? Не 40Х, например? КПЕ — это что?
Сообщение отредактировал SergDemin: 02 Апрель 2016 20:01
- Наверх
- Вставить ник
#15 Сергей000
- Наверх
- Вставить ник
#16 SergDemin
Сергей000 , тогда понятно, почему из пружины. Только из рессоры. В сечении стойка какая?
- Наверх
- Вставить ник
#17 Рудольф Шнапс
Пособие для морских сварщиков Unitor так говорит о сварке проблемных сталей, в том числе и рессор (если судить по картинке)
Тип электрода у пиндосов E 312-17
Вдохновлён сталью, бетоном и золотым сечением.
- Наверх
- Вставить ник
#18 Рудольф Шнапс
Высокопроизводительный электрод для сварки сталей с ограниченной свариваемостью а также наплавки буферного слоя на такие стали перед упрочняющей наплавкой или наплавкой для восстановления геометрии.
Свариваемые стали: закаливающиеся, броневые, пружинные, инструментальные и другие стали с высоким углерод-эквивалентом, а также сталей с неизвестным химическим составом. Изделие после сварки не требует последующей термической обработки, а для небольших толщин (
до 10 мм) и предварительного подогрева. Сварные швы характеризуются крайне низкой долей участия в них основного металла и высокой стойкостью к образованию трещин. Наплавленный металл имеет аустенитно-ферритную структуру, хорошо упрочняется холодным деформированием, обладает очень высокими прочностными свойствами, хорошей стойкостью нагревании выш к коррозионному растрескиванию и стойкостью к образованию окалины при нагреве до 1150°С (однако склонен к охрупчиванию при длительном е 300°С). Сварку рекомендуется выполнять без поперечных колебаний с минимальным удельным тепловложением и отдавать предпочтение электродам меньшего диаметра. Межпроходная температура не должна превышать 150°С. Содержание феррита 25. 50% (FN 35-65).
Вдохновлён сталью, бетоном и золотым сечением.
- Наверх
- Вставить ник
#19 Рудольф Шнапс
Порыскал наши аналоги. Уж больно ESAB дорогие.
ЛЭЗ предлагает такое решение.
Сварка трудносвариваемых сталей
Существует множество трудносвариваемых сталей, склонных к закалке, которые эксплуатируются в различных областях промышленности и должны подвергаться ремонту с по- мощью сварки. К таким сталям относятся: — высокоуглеродистые стали; — высокопрочные стали; — инструментальные стали; — пружинные стали; — теплоустойчивые стали; — износостойкие стали; — стали неизвестного состава. Под сталями неизвестного состава подразумеваются стали, имеющие ограниченную свариваемость. Чтобы избежать водородного растрескивания в зоне термического влияния эти стали свариваются при определенных скоростях нагрева и охлаждения. Однако, в некоторых случаях, при сварке не бывает возможности осуществить предварительный подогрев и последующее замедленное охлаждение. В этих случаях, для сварки применяются электроды на основе аустенитных коррозионностойких сталей или электроды на основе никеля. При этом риск образования трещин снижается, благодаря повышенному растворению водорода и высокой пластичности наплавленного металла. ОАО «Лосиноостровский электродный завод» для сварки трудносвариваемых сталей предлагает следующие марки электродов: ЛЭЗ-29/9, ЛЭЗНИИ-48Г и ЛЭЗНЧ-2. Электрод ЛЭЗ-29/9 имеет большую склонность к перемешиванию и выбирается, если необходима высокая прочность. Уровень феррита в наплавляемом металле находится в пределах 40%, что повышает хрупкость при работе конструкции в области повышенных температур. Электроды ЛЭЗ-29/9 чаще всего используются, когда неизвестен состав свариваемых металлов. Электроды ЛЭЗНИИ-48Г и ЛЭЗНЧ-2 обеспечивают полностью аустенитную структуру на- плавленного металла со сравнительно низкой прочностью и высоким сопротивлением к образованию трещин. Относительно мягкий металл шва понижает напряженное состояние, вызванное присутствием мартенсита, что снижает риск водородного растрескивания. Эти марки электродов целесообразно применять при сварке изделий из разнородных материалов, по край- ней мере, один из которых является высокоуглеродистым
Прикрепленные изображения

Вдохновлён сталью, бетоном и золотым сечением.
- Наверх
- Вставить ник
#20 keria
Сообщение отредактировал keria: 11 Август 2016 09:35
Какими электродами варить сталь 20?




§ 64. Технология сварки легированных сталей
Сварка низколегированных и среднелегированных конструкционных сталей. Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и ухудшается с ростом содержания углерода и легирующих компонентов. Стали кремнемарганцевой группы 15ГС, 18Г2С и 25Г2С сваривают электродами типа Э60А марки УОНИ-13/65. Перед сваркой кромки тщательно зачищают от грязи, ржавчины и окалины. Сварку выполняют предельно короткой дугой. Изделие перед сваркой подогревают до температуры 200 °С, электроды перед сваркой прокаливают при 400 °С в течение одного часа.
Кремнемарганцемедистые стали 10Г2СД, 10ХГСНД, 15ХСНД и 12ХГ сваривают электродами типа Э50А марки УОНИ-13/55. Изделие перед сваркой не подогревают.
Сварка легированной машиностроительной стали. Хромистая сталь 15ХМ сваривается электродами УОНИ-13/85 предельно короткой дугой без подогрева и последующей термической обработки.
Хромомолибденовая сталь 15ХМ сваривается электродами ЦЛ-14 с предварительным подогревом изделия до 250 — 300°С и последующим высоким отпуском при 710°С. Сталь марки 30ХМ сваривается электродами ЦЛ-30-63 с предварительным подогревом изделия до 350°С и последующим отпуском при 600°С.
Хромо кремнемарганцевые стали 20ХГСА, 25ХГСА, 30ХГСА, ЗОХГСуА свариваются электродами ЦЛ-18-63 или НИАТ-ЗМ предельно короткой дугой. После сварки сварные соединения подвергаются термической обработке на высокую прочность: закалка с температуры 880°С и низкий отпуск. Технологические характеристики электродов для сварки некоторых легированных машиностроительных сталей приводятся в табл. 32.
Сварка теплоустойчивых сталей. К теплоустойчивым сталям относятся 12 MX; 20МХЛ; 34ХМ; 20ХЗМВФ; 20ХМФ; 20ХМФЛ; 12Х1М1Ф; 15ХМФКР; 12Х2МФБ;Х5М; 15Х5МФА; Х5ВФ; 06X13; Х17; 1X13 и др.
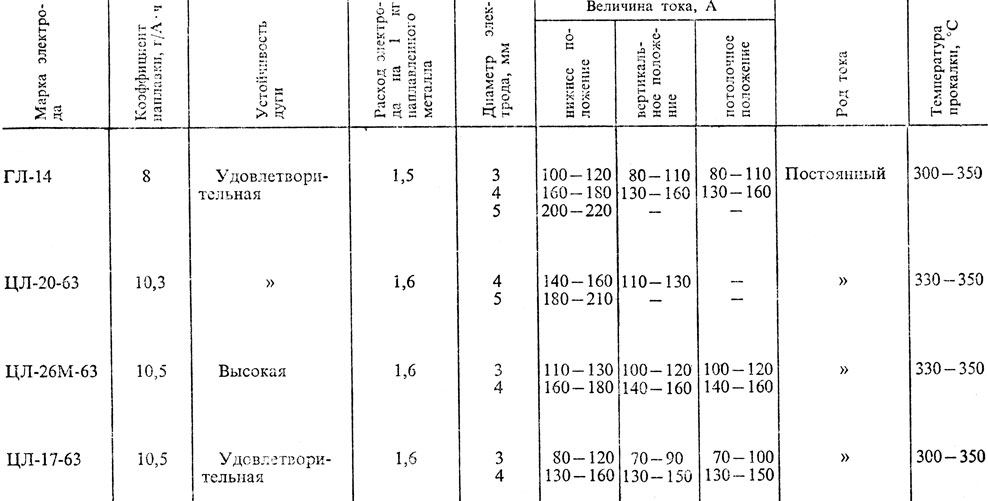
Изделия из сталей 12МХ и 20МХЛ, работающие при температуре до 550°С, свариваются электродами ЦЛ-14. Сварку выполняют с предварительным подогревом изделия до 250 -300°С для стали 20МХЛ и до 200°С — для стали 12МХ. После сварки рекомендуется высокий отпуск при температуре 710°С. Сталь 12МХ можно сваривать также электродами ГЛ-14, если изделие работает при температуре до 520°С. Подогрев и отпуск такие же, что и при применении электродов ЦЛ-14.
Изделия из сталей 34ХМ и 20ХЗМВФ, работающие при температуре до 470°С, сваривают электродами ЦЛ-30-63. Сварку выполняют с предварительным и сопутствующим подогревом изделия до 350°С для стали 34ХМ и до 400 — 450°С — для стали 20ХЗМВФ. Сварные соединения подвергаются отпуску: сталь 34ХМ — при температуре 600°С, сталь 20ХЗМВФ — при температуре 680°С.
Изделия из сталей 20ХМФ, 20ХМФЛ, 12Х1М1Ф, работающие при температуре до 570°С, сваривают электродами ЦЛ-20-63. Сварка выполняется короткой дугой с предварительным и сопутствующим подогревом изделия до 300 -350 °С. После сварки рекомендуется высокий отпуск при 700 -740°С в течение 3 ч.
Изделия из сталей 15ХМФКР и 12Х2МФБ, работающие при температуре до 600°С, сваривают электродами ЦЛ-26М-63. Сварку выполняют короткой дугой с предварительным и сопутствующим подогревом до температуры 350-400°С, а после сварки выполняют высокий отпуск при температуре 740 — 760 °С.
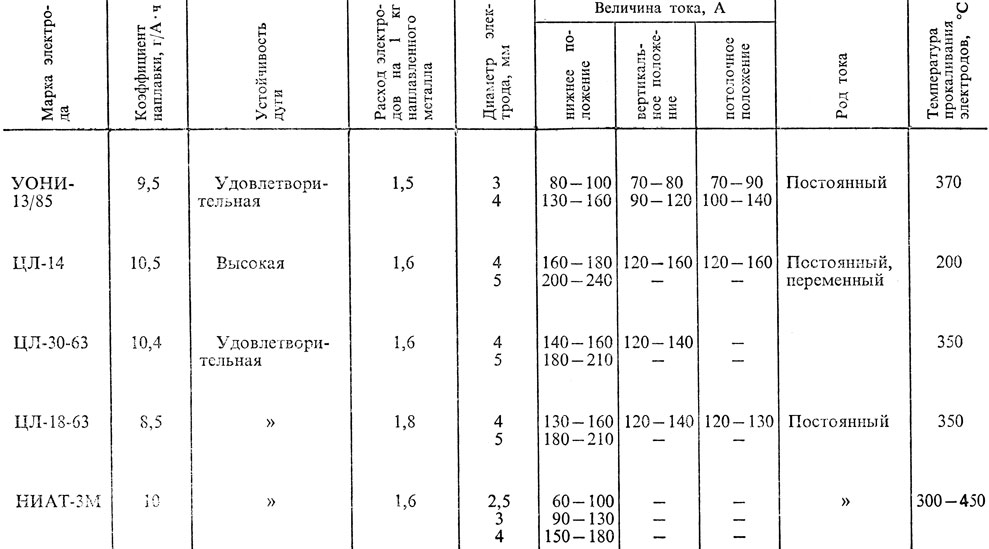
32. Технологические характеристики электродов для сварки некоторых легированных сталей
Изделия из сталей Х5М и 15Х5МФА, работающие в агрессивных средах при температуре до 450°С, сваривают электродами ЦЛ-17-63 с предварительным и сопутствующим подогревом до 300 — 450°С и с последующим высоким отпуском после сварки при температуре 760°С в течение 3 ч. Изделия из сталей Х5ВФ, 06X13 и X17 сваривают электродами СЛ-16.
Технологические данные электродов для сварки теплоустойчивых сталей приведены в табл. 33.
Сварка высоколегированных коррозионностойкпх, жаростойких и жаропрочных сталей и сплавов. К сварным соединениям высоколегированных сталей и сплавов кроме требований по пределу прочности, а также пластичности предъявляются и другие требования, которые определяются назначением конструкции и свойствами свариваемого металла. Эти требования следующие:
для коррозионностойких (нержавеющих) сталей — возможность противостоять межкристаллитной, общей жидкостной, ножевой коррозии под напряжением;
для окалиностойких сталей и сплавов — способность противостоять окалинообразованию и межкристаллитной газовой коррозии;
для жаропрочных сталей и сплавов — обеспечение длительной прочности, сопротивляемости ползучести, стабильности микроструктуры, стойкости против хрупкости при длительном воздействии высоких температур и нагрузок и малой чувствительности к надрезу и окалиностойкости.
Основными трудностями при сварке высоколегированных сталей и сплавов являются: обеспечение стойкости сварных соединений против образования кристаллизационных трещин, коррозионной стойкости, а также сохранения свойств соединений под действием рабочих температур и напряжений.
Сварка коррозйонностойких сталей. К коррозионностойким сталям относятся ОХ18НЮ, ОХ18НЮТ, Х18Н10Т, Х18Н9, Х18Н9Т, ОХ18Н12Т, ОХ18Н12Б, 1Х21Н5Т, ГХ16Н13Б, Х18Н12Т и др.
Стали ОХ18НЮТ, OX18HIO и Х18Н10Т сваривают электродами ОЗЛ-14, если к металлу шва предъявляются требования стойкости против межкристаллитной коррозии. Сварка этими электродами обеспечивает в сварном шве содержание ферритной фазы 6-10%.
Стали Х18Н9, Х18Н9Т сваривают электродами ОЗЛ-8, если к металлу шва не предъявляются требования стойкости против межкристаллитной коррозии или если сварное соединение будет эксплуатироваться при температуре до 350°С (при отсутствии агрессивных сред — при температуре от 253 до 800°С). Содержание ферритной фазы в сзарных швах колеблется от 3,5 до 8,5%.
Стали Х18Н10Т, Х18Н9Т, ОХ18Н12Т, ОХ18Н12Б, 1Х21Н5Т 1Х16Н13Б свариваются электродами ЦЛ-11, если к сварному шву предъявляются жесткие требования стойкости против межкристаллитной коррозии. Содержание ферритной фазы в сварных швах обеспечивается от 2,5 до 7%.
33. Технологические характеристики электродов для сварки теплоустойчивых сгалей
Сталь Х18Н12Т сваривают электродами ЦТ-15-1 (корневой шов), сварное соединение будет эксплуатироваться при температуре 600 — 650°С и высоком давлении. Содержание ферритной фазы в сварных швах колеблется от 5,5 до 9%.
Стали Х18Н10Т, Х18Н9Т сваривают электродами ЗИО-З, если сварные швы будут эксплуатироваться при температуре до 560°С или если к металлу шва будут предъявлены требования стойкости против межкристаллитной коррозии. Содержание ферритной фазы в сварном шве регламентируется от 2,5 до 5 %. Технологические свойства электродов для сварки коррозионностойких сталей приведены в табл. 34.
Сварка жаростойких сталей. К ним относятся Х25Т, Х28, Х23Н18, Х23Н13, Х20Н14С2, Х25Н20С2 и др.
Стали Х25Т и Х28 сваривают электродами 03JI-6, если сварные изделия будут эксплуатироваться при температуре 1150°С (без циклических резких изменений и в средах, не содержащих сернистый газ). Сварку выполняют короткой дугой. Кромки подготавливают под сварку только механическим способом. Содержание ферритной фазы регламентируется от 2,5 до 10%.
Стали Х23Н18, Х25Т и Х28 сваривают электродами ЦЛ-25, если сварные изделия будут эксплуатироваться при температуре выше 850°С. Сварку выполняют валиками, имеющими ширину не более трех диаметров электрода. Кратеры заплавляют частыми короткими замыканиями. Содержание ферритной фазы регламентируется от 3 до 9%.
Стали Х25Т, Х28, Х23Н13, Х23Н18, находящиеся в эксплуатации при температуре 900-1100°С, сваривают электродами ОЗЛ-4. Сварку выполняют предельно короткой дугой. Кромки обрабатывают под сварку только механическим способом. Содержание ферритной фазы регламентируется от 2,5 до 8%.
Стали Х23Н18, Х23Н13, находящиеся в эксплуатации в окислительных и науглероживающих средах при температуре 900- 1050°С, сваривают электродами ОЗЛ-9А. При сварке этих сталей особенно необходимо следить за недопустимостью появления трещин в кратерах. Ферритная фаза отсутствует и ГОСТом не нормируется. Сварные швы недостаточно стойки против межкристаллитной коррозии.
Стали Х20Ы14С2, Х25Н20С2, работающие при температуре до 1050°С, сваривают электродами ГС-1 (первый слой). Жаростойкость наплавленного металла до 1150°С.
Стали Х20Н14С2, Х25Н20С2, работающие при температуре 900-1100°С, сваривают электродами ОЗЛ-5. Кромки подготовляют под сварку только механическим способом. Сварные швы устойчивы против образования горячих трещин. Сталь Х20Н14С2, находящуюся в эксплуатации при температуре 900-1100°С, можно также сваривать электродами ЦТ-17 при наложении швов небольшой ширины — не более 3 диаметров электрода. Технологические характеристики электродов для сварки жаростойких сталей приведены в табл. 35.
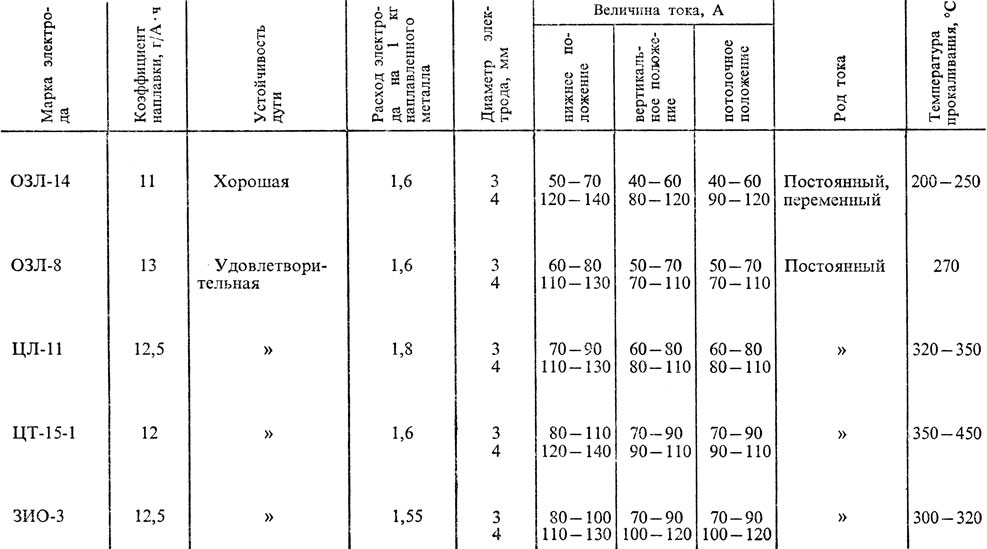
34. Техно логические характеристики электродов для сварки коррозионностойких сталей
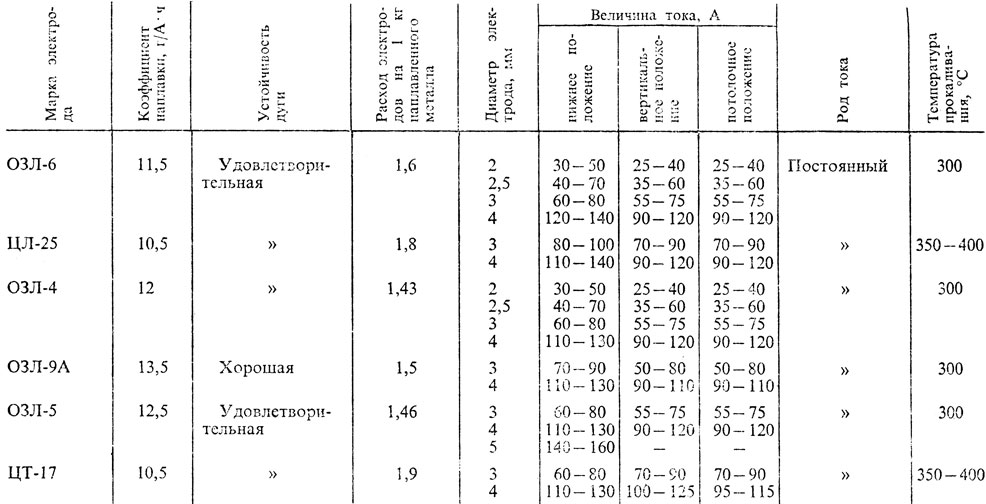
35. Технологические характеристики электродов для сварки жаростойких сталей
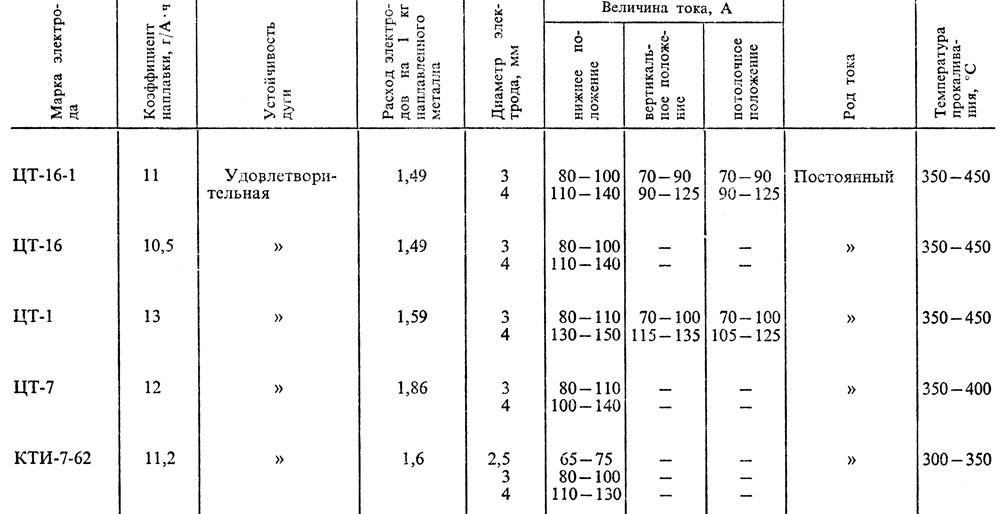
36. Технологические характеристики электродов для сварки жаропрочных сталей и сплавов
Сварка жаропрочных сталей и сплавов. К сталям этой группы относятся 1Х16Н14В2БР, 1Х16Н16В2МЕР, 1Х14Н14В2М, 4Х14Н14В2М, 1Х16Н13М2Б, 1Х14Н14В2М, Х18Н12Т, Х23Н13, Х23Н18, ХН35ВТ и др.
Стали 1Х16Н14В2БР и 1Х16Н16В2МБР сваривают электродами ЦТ-16-1. Кратеры заваривают короткими замыканиями электродов. Эти же стали сваривают электродами ЦТ-16, если изделия эксплуатируются при температуре до 700°С.
Стали 1Х14Н14В2М и 4Х14Н14В2М, работающие в условиях температуры до 600°С, сваривают электродами ЦТ-1. Сварные швы устойчивы против образования горячих трещин.
Стали 1Х16Н13М2Б, 1Х14Н14В2М и Х18Н12Т, работающие в условиях температуры до 620°С, сваривают электродами ЦТ-7. Горячие трещины в сварных швах устраняются достижением ферритной фазы от 2 до 5 %. После сварки применяют отжиг при 750- 800 °С в течение 10 ч.
Стали Х23Н13, Х23Н18, работающие в условиях температуры до 1050°С, сваривают электродами 03Л-9. Огневая подготовка кромок под сварку не допускается. При многослойной сварке швы необходимо выполнять электродами 03Л-9 через слой, наплавленный электродами 03Л-4, 03Л-5, 03Л-6 и ГС-1. Сплавы на железо-никелевой основе ХН35ВТ свариваются электродами КТИ-7-62.
Технологические характеристики электродов для сварки жаропрочных сталей и сплавов приведены в табл. 36.
Вопросы для самопроверки
- Каковы особенности сварки низколегированных конструктивных сталей?
- Почему легированные стали необходимо сваривать короткой дугой?
- В чем заключается особенность сварки теплоустойчивых сталей?

