Как отполировать сталь в домашних условиях?
Полировка металла
Для придания лучших потребительских качеств и привлекательного внешнего вида металлическим изделиям проводят процедуру финишного шлифования. Полировка металла придает изделию декоративный блеск, также выполнение подобной процедуры позволяет подготовить поверхность для нанесения различных материалов.

Виды работ
Полировка металла может проводиться следующими методами:
- механическая или абразивная полировка изделий;
- химическая обработка при помощи специальных веществ, к примеру, пасты;
- электрохимический способ;
- электролитно-плазменный способ.
Некоторые виды финишного шлифования простые, не требуют наличия специальных материалов или оборудования. К примеру, механический метод может использоваться в домашних условиях. Однако добиться существенного результата при их применении практически не возможно.
Недостатки традиционных способов
Полировка металла при помощи традиционных методов, абразивного и химического воздействия на поверхности, имеет определенное количество ограничений в применении. К ним можно отнести:
- отсутствие возможности автоматизации процесса. При проведении работы по получению блеска многие предприятия внедряют технологию автоматической обработки, что позволяет значительно сократить время получения целой партии. Химическая, механическая, электрохимическая полировка имеют особенности, которые затрудняют автоматизацию технологического процесса;
- затруднение получения зеркальной поверхности при использовании рассматриваемых типов воздействия на металл касается технологических и электрических причин. Экономические причины, прежде всего, связаны с большой стоимостью производственных роботов и станков, которые работают на системе числового программного управления. Технологические определяют невозможность включения традиционных методов полировки изделий из металла для получения зеркальной поверхности.

Полировка нержавейки войлочным полировочным диском
Зачастую вышеприведенные проблемы приводят к тому, что рассматриваемая работа выполняется руками при помощи специальной пасты при механическом воздействии. Этот момент определяет значительное снижение показателя производительности, так как обработка на автоматизированной линии невозможна. Из-за использования устаревших методов зачастую производственная линия представляет сбой конвейер, а это отрицательно отражается на стоимости получения изделия, снижает конкурентоспособность предприятия.
Механический метод полировки
На протяжении многих лет использовался механический метод обработки поверхности металлического изделия. Специальные наборы абразивных кругов и лент при сочетании полировочными пастами ГОИ позволяют получить материал с показателем шероховатости Rа = 0,05–0,12 мкм.
К особенностям данного метода паролирования можно отнести:
- для автоматизации процесса используются специальные станки, которые оснащают матерчатыми или войлочными кругами;
- на абразив наносится определенное количество пасты ГОИ;
- рассматриваемая паста гои представляет собой специальный порошок, состоящий из активного вещества, которое оказывает активизирующее воздействие на поверхность изделия;
- типичная паста состоит примерно из 60% абразивного компонента и 40% связующего вещества. содержание активизирующей добавки 2%.
Финишное шлифование можно достигнуть только при использовании пасты ГОИ. При этом используется мягкий круг и паста ГОИ с тонким абразивом. При подобной работе расход материала довольно большой: на 1 квадратный метр поверхности приходится 0,3 войлочного круга и абразивного вещества типа ГОИ, примерно, 100 грамм. При обработке сложной поверхности используется ленточный тип материала и тот же абразив ГОИ.
Отдельное внимание следует уделить пасте ГОИ. Она представляет собой специальное вещество, которое создано на основе оксида хрома. Вещество из категории ГОИ выпускается в виде бруска зеленого цвета. Специальные наборы ГОИ содержат бруски с различными показателями зернистости абразива.
Химическое полирование
При химической полировке на поверхность оказывается сочетание воздействия определенного вещества и гальванических паров. Этот процесс определяет образование пассивирующей оксидной пленки, которая приводит к выравниванию микронеровности поверхности.
Качество полирования зависит от соотношения скорости образования пленки и ее растворения в жидкости. Наибольший показатель блеска можно добиться при образовании пленки малой толщины. При химическом полировании металла можно добиться пленки меньшей толщины, чем при электрохимической, что определяет возможность достижения лучшего блеска, но большие неровности детали не могут быть выровнены.

Электромеханический метод
Механическая и химическая полировка металла зачастую не приводит к необходимому результату. Это связано с тем, что изделие может обладать повышенной устойчивостью к изменениям структуры. Электрохимический метод – процедура воздействия, которая предусматривает погружение деталей в электролит. Провести подобную работу своими руками зачастую достаточно сложно, так как электролит представлен раствором кислоты. Воздействие происходит при подключении резервуара к источнику питания с напряжение около 20 В.
Этот вид обработки определяет появление пассивирующей пленки, которая приводит к уменьшению показателя шероховатости. Степень изменения качества поверхностной структуры зависит от подаваемого напряжения. Достигаемое качество зависит от типа металла, показателя остаточной деформации, толщины обрабатываемой детали и других моментов.
Электролитно-плазменный способ
Последние годы все большей популярностью стал пользоваться электролитно-плазменный метод обработки.
Специальные наборы приспособлений, которые создать своими руками достаточно сложно, обеспечивают воздействие заряда на деталь. К особенностям конструкции можно отнести:
- обрабатываемое изделие становится анодом;
- к детали подводится положительный потенциал от мощного источника питания;
- в качестве катода выступает рабочая ванна.
Для воздействия на нержавеющую сталь и медных сплавов используют специальный раствор, состоящий из сульфата аммония и хлористого аммония. Их концентрация составляет примерно 5%. При условии, что изделие изготовлено из другого металла или сплава используется раствор с концентрацией приведенных веществ 10%. Полировка металла при использовании подобного набора и метода выполняется в течение 2-5 минут, заусенце можно снять примерно за 20 секунд. Подобные показатели определяют высокую производительность этого способа полировки металла.
Peugeot 107 Craaazy Пыыыж › Бортжурнал › Небольшой гайд по полировке металлических изделий (в т.ч. дисков)

Всем привет! Давненько меня не слышно, но это и не удивительно — на 107ой я даже со двора не смогу выехать) А вот 206 собрат здорово выручает — показывает чудеса проходимости (ни разу не застрял, хотя опасения были).
Решил запечатлеть процесс полировки игрушечных машинок (!). Это в тему про полировку пластмассовых изделий (колпачков BBS), о которой можно прочитать здесь — www.drive2.ru/cars/peugeo…ak/2/journal/433369/#post
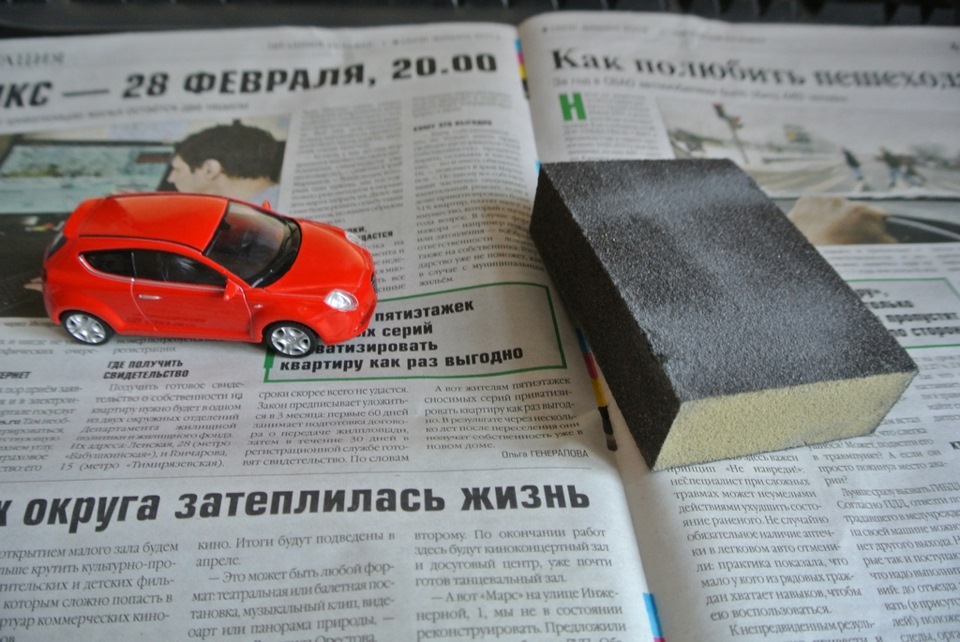
В этом эпизоде можно увидеть полировку крашенного металлического изделия, конкретно модели Alfa Romeo MiTo от Welly.
Что нам понадобится:
1) Предмет полировки (металлическое изделие)
2) Наждачка числом 180-250-320-400-500-800-1000-1500-2000 (тут список формируется по вашему желанию, если поверхность не крашенная, то можно взять с 400 сразу).
У меня не было 250 и 320. Было 120 в виде губки для грубой обработки, потом не менее грубая 180, дальше уже просто обработка поверхности от 400 и выше.
3) Полировальная салфетка
4) Полировальная паста для металлов Alu Magic ну или паста Гои (как в прошлый раз)
5) Малярный скотч, при необходимости
6) Газета, чтобы не мусорить)
7) Стакан воды
8) Влажные салфетки
Итак, берем газету, машину, наждачку:
Обклеиваем малярным скотчем по необходимости:

Начинаем ошкуривание 120-150 шкуркой (но это не обязательно, поверхность может быть изначально хорошей, например полка диска, которая помутнела). Не стесняемся, снимаем лишний материал поактивнее. Обрабатываем, пока полностью не устранятся серьезные косяки (не будет снята краска, не будут выравнены ямы).

2 фотографии обработки до 180 зерном.


Уже после 400 начинаем обработку металла до необходимой кондиции:

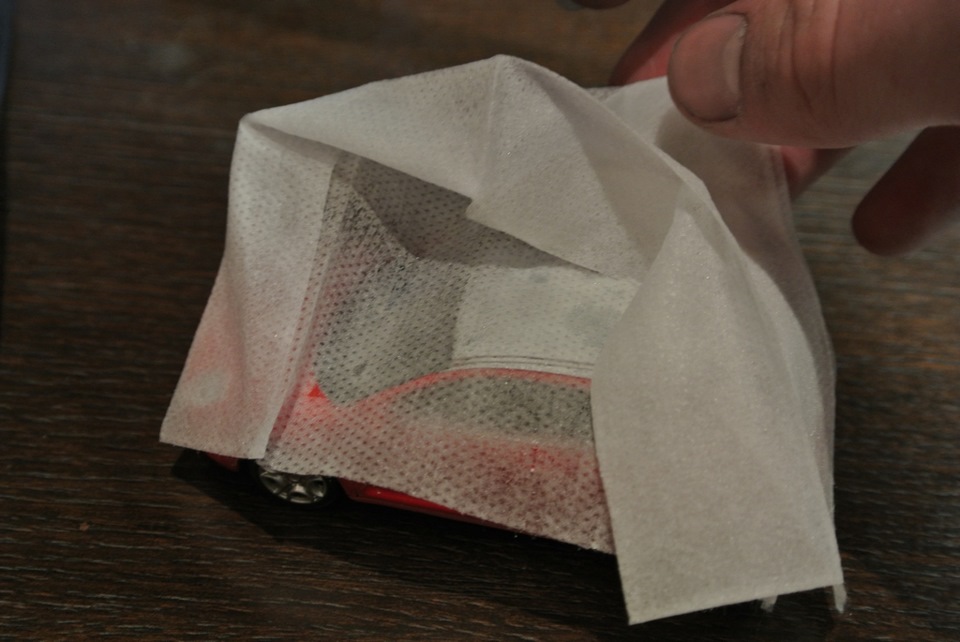
При ошкуривании не забывайте удалять металлическую стружку, а то потом могут появиться черные точки, которые будет сложно удалить на поздних этапах (придется возвращаться к началу). Можно иногда протирать влажными салфетками, дабы стереть и лишнюю пыль.
Ошкуривание 500 и 800 зерном:


На 1000 зерне берем стакан с водой и макаем в него наждачку:
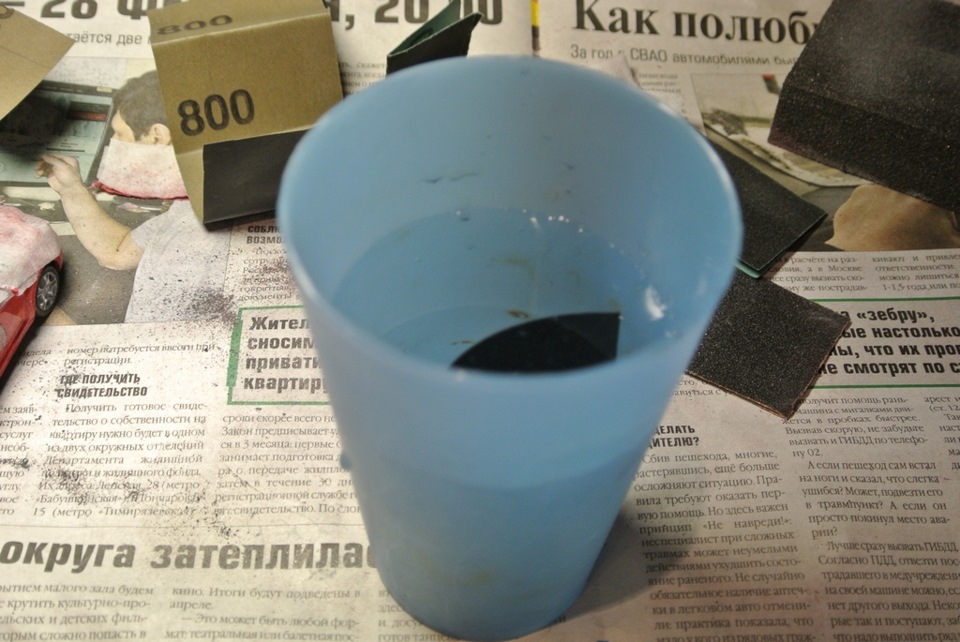
И начинаем влажное ошкуривание, которое дольше сохраняет абразивные свойства шкурки и не так сильно шкрябает по поверхности. Опять же, металлическая стружка не так сильно забивается.

После 1000 и 1500 (влажное):


Ну и после 2000 (пытался сфоткать некое отражение, которое есть, но не зеркальное):

Процесс ошкуривания завершен, теперь необходимо убрать мусор, снять малярный скотч, вымыть и высушить предмет ошкуривания:

Берем полировальную салфетку и пасту Alu Magic. Достаточно 1-2 капель.


Втираем пасту в объект в течение 2-3 минут (плюс-минус):

Потом надо взять чистую тряпочку и растереть остатки пасты.
Для пущего эффекта я беру пасту ГОИ 2 и втираю. Как лучше втирать — можно прочитать по ссылке сверху.

При необходимости повторить работу с пастами.
После всех работ берем влажную салфетку и очищаем предмет. Может на нём и не видно пасты, но она там осталась. Так что будет нелишним.
Ну и на выходе получаем такие поделки:

Всем спасибо за внимание. Из ближайших новостей — в апреле будет установка кресел UNP, подвески Ksports (винтовой), установка BBS дисков на лето, а так же ремонт ангельских глаз (их у нас больше нет, качество подвело. Будем делать диодные!)
Полировка нержавеющей стали – зеркало за 5 минут реально!
Полироль для нержавеющей стали помогает нам обновить поверхность и очень быстро сделать ее блестящей простым механическим способом. Но это не всегда эффективно. Какие методы более действенные и насколько они доступны для бытового применения?
1 К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.

Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.

Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя). Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
2 Механические методы – классика, доступная каждому
Это наиболее простой способ добиться зеркально гладкой поверхности. Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.

Существует два вида полировки – черновая и чистовая. Первая делается более крупнозернистыми материалами и необходима для устранения шероховатости поверхности. В качестве рабочего инструмента выступают специальные пасты или ленты, на которые нанесены абразивные частички. Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых дополнительно входят и поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми и натирают обрабатываемое изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной шлифовальной машинкой. Начинается обработка наиболее крупнозернистым материалом, а затем каждый последующий раз необходимо уменьшать размер абразива вдвое. При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.

Однако если речь идет о мелких элементах незамысловатой формы, тогда возможно избежать электрополировки нержавеющей стали и использовать ручной метод. В этом случае специальная паста наносится на кусочек войлока либо иной мягкой ткани, и поверхность натирается круговыми движениями. Также ручного способа не избежать при обработке труднодоступных мест, куда шлифовальная машинка не сможет достать.
3 Химическое полирование – особенности и рецепты
При этом способе изделие погружают в химический раствор и держат определенное время. Также очень важно соблюдать температурный режим. В результате протекания химических процессов микронеровности на поверхности расплавляются, и она получается идеально гладкой. Главное преимущество этого способа – скорость полировки, обычно процесс занимает несколько минут. Еще вам не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации. Жидкий раствор проникает даже в самые укромные места детали.
При этом всем обилии плюсов есть и некоторые недостатки. Во-первых, это меньший блеск, поэтому такое полирование применимо только когда деталь не нуждается в зеркальной поверхности. Во-вторых, раствор недолговечен, так что придется работать интенсивно после его приготовления. В-третьих, смесь очень агрессивная, поэтому особое внимание необходимо уделить технике безопасности. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения. Для химполировки нержавеющей стали используются растворы на основе кислот.

Смешивается 660 г/л соляной, 230 г/л серной кислоты и 25 г/л кислотного оранжевого красителя. Нагреваем раствор до 70–75 °C и погружаем в него деталь. Достаточно подержать ее около 3 мин. При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.
Во всех рецептах предполагается использование концентрированных кислот.
Еще в раствор можно добавить поверхностно-активные вещества (ПАВ), глицерин и бензиловый спирт. Смесь включает 25–35 частей фосфорной, по 5 ч. азотной и соляной, 0,5 ч. сульфосалициловой кислот и 0,5 ч. двунатриевой соли этилендиаминтетрауксусной кислоты (ЭДТА). Также необходимо 1 ч. глицерина, а содержание бензилового спирта не превышает 0,1 ч. В качестве ПАВ используются триэтаноламин, этиленгликоль и оксифос, содержание этих веществ не более 0,015; 0,017 и 0,01 частей соответственно. Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.

В этом случае берется 20–30 % ортофосфорной, 4–5 % азотной и около 4 % соляной кислоты, также в состав входит 1,5 % метилоранжа. Все остальное – дистиллированная вода. Раствор нагревается максимум до 25 °C, а время обработки колеблется от 5 до 10 минут. Чтобы улучшить качество полирования, изделие необходимо периодически шевелить.
4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.

А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока. Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот.
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм 2 . Делать электрохимическое полирование нужно около пяти минут.

Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм 2 . Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
5 Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на процессах в металле при его погружении в раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.

Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм). Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.

Плазменная полировка удаляет с изделия тончайший слой с повышенным содержанием инородных включений. В результате поверхность имеет зеркальный блеск, обладает высокими адгезионными свойствами. Кроме того, этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Однако чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.
Возвращаем металлу блеск и красоту с помощью полировки
Определение понятия «полировка» и ее виды
Полирование – это разновидность обработки металла, в процессе которой к металлической поверхности возвращается блеск. На современном этапе выделяют такие способы шлифовки:
- Ручное полирование — производится преимущественно при ремонтных работах;
- Полумеханическое полирование — с применением специальных полировальных кругов, надевающихся
 Войлочные полировочные диски для полировки металла
Войлочные полировочные диски для полировки металла
 Войлочные полировочные диски для полировки металла
Войлочные полировочные диски для полировки металлана полировальный станок;
Какие инструменты и станки используются? Механические методы подразумевают использование следующих инструментов и устройств:
- полировочный станок;
- шлифовальная машина;
- электроточило;
- бормашины с фиксаторами.
Этот метод отделки имеет ряд преимуществ. Во-первых, он позволяет менять частоту вращения кругов и лент, что положительно сказывается на качестве обработки металлической плоскости; во-вторых, на полировочный станок могут устанавливаться дополнительные насадки, изготовленные из ткани, кожи, шерсти и т.д.
 Специальная шлифовальная машинка — УШМ
Специальная шлифовальная машинка — УШМ
Ручная шлифовка отличается от автоматизированной тем, что ее эффективность зависит от качества расходных полировочных материалов. В ручной отделке используется алмазная паста и добавки на основе оксида хрома либо железа. Ровные металлические поверхности шлифуются обыкновенным напильником – деревянным бруском, обтянутым тканью, на которую наносится полировочная паста.
Полировка металла специальным прибором
Комбинированные методы обработки
Полировка металла может осуществляться комбинированными методами, в случае неподготовленной и шероховатой поверхности с грубым рельефом. В таком случае назначают длительную электролитно-плазменную отделку, которая состоит из снятия значительного слоя металла.
Этот метод обработки применяется в крайних случаях, когда требуется быстрое восстановление блеска металлического изделия. Из недостатков технологии следует выделить высокую энергоемкость, особенно на начальном этапе обработки, когда используется на 100% большее энергии, чем обычно.
 Электролитно-плазменный полировочный станок
Электролитно-плазменный полировочный станок
Электролитно-плазменный полировочный станок производит обработку детали в два этапа. На первом происходит обезжиривание поверхности, а на втором сама шлифовка, которая, в свою очередь, также состоит из двух циклов: срез шероховатого слоя и шлифовка металла. Очистка от жира производится в обязательном порядке, поскольку вязкая поверхность приводит к окислению металла и ухудшению качества его отделки.
Классификация паст для полировки металла
До зеркального состояния металлическую поверхность можно довести своими руками без использования станков, достаточно обратить внимание на специальные средства, делящиеся на такие группы:
 Разновидности паст для полировки
Разновидности паст для полировки
- Водные. Вещество не содержит жиров и отлично справляется со своими обязанностями;
- Органические средства — содержат парафин и разнообразные масла. Они разбавляются разными маслами и жирными кислотами;
- Алмазная паста – революционное решение, позволяющее моментально добиться блеска любой металлической поверхности.
Остановимся детальнее на последнем варианте шлифовки. Алмазная паста настолько эффективна, что полностью заменяет полировальный станок. Алмазное Вещество выпускается двух видов: марки АСН и АСМ (дорогие).
 Паста для полировки металла
Паста для полировки металла
Алмазная паста имеет следующие преимущества:
- Точность. Синтетические алмазы позволяют максимально точно отполировать до блеска любое изделие из металла;
- Широкий спектр зернистости. На современном рынке можно найти более 12 типов зернистости;
- Простая эксплуатация позволяет проводить очистительные процедуры своими руками без применения специального инструмента;
- Алмазная паста требует наличия минимального инструмента: тряпки, воды и резиновых перчаток.
 Таблица полиролей для металла
Таблица полиролей для металла
Главным недостатком рассматриваемого средства для очистки является его высокая цена. В среднем алмазная паста на рынке расходных материалов стоит больше 500 рублей за 35 грамм вещества.
Принцип работы алмазной пасты
Алмазная паста воздействует на металлическое изделие механическим и химическим способом, образуя дисперсные пленки. В состав очистительного средства входят активные вещества, способствующие протеканию адсорбирующих процессов, что облегчает шлифование материала.
 Алмазная паста может быть разных компонентов
Алмазная паста может быть разных компонентов
Алмазная паста наносится на разные виды тканей (войлок, микрофибра или джинсы), бумагу, резину, пластик и другие виды неметаллических материалов. Стоит отметить, что алмазная паста может наноситься и на полировальные круги для повышения эффективности обработки металлической поверхности. Таким способом можно добиться зеркального эффекта. На полировальный станок устанавливаются круги из фетры, войлока или кожи.
Описание процесса полировки
Для шлифовки металлической поверхности вам понадобятся: притиры и несколько тюбиков алмазной смеси с разной зернистостью. Алмазная паста равномерно распределяется по рабочей поверхности тряпки или другого материала. Специалисты заметили интересную закономерность, позволяющую повысить качество обработки металла.
 Шлифование металлических деталей
Шлифование металлических деталей
Оказывается, что в вещество для шлифовки нужно добавлять касторовое или оливковое масло. Идеальным соотношением считается микстура, состоящая на 40% из алмазной пыли и 60% масла. После разбавления смесь сразу же наносится на металлическую поверхность.
 Связанный абразивный инструмент и способы шлифования
Связанный абразивный инструмент и способы шлифования
Специалисты рекомендуют начинать работу только с крупными зернами, постепенно переходя к абразивным средствам. Во время обработки следите за тем, чтобы в микстуру не попадали лишние элементы – пыль, опилки, волосы или куски тряпок. Наличие сторонних предметов сильно ухудшает полировку до блеска. Также рекомендуется мыть руки после перехода с одной зернистости к другой.
Виды алмазной пыли
На современном рынке можно повстречать средства не только для полировки металла, но и других материалов, например, дерева, стекла, камня и т. д. Классифицировать их можно по цвету окраски, например:
 Огромный ассортимент алмазной пасты
Огромный ассортимент алмазной пасты
- Желтая упаковка говорит о том, что вещество предназначено для шлифовки керамических материалов и стеклянных изделий. Стоит отметить, что эта пыль может применяться и для финишной обработки металла;
- Синяя упаковка. Это вид средства применяется для отделки стекла. Шлифовальное средство имеет достаточно широкий выбор абразивных элементов – от 60 до 10 уровней;
- Красная упаковка подходит исключительно для обработки металлических поверхностей.
Что же касается самых упаковок, то алмазная паста продается в компактных пластиковых баночках, объемом 35–45 грамм. Средняя стоимость баночки зависит от величины и качества абразивных материалов. Чем мельче и качественнее полировочный материал, тем дешевле стоит паста. Средняя цена составляет 450–600 рублей.
Паста ГОИ
Хромовая паста ГОИ – это универсальное средство, с помощью которого производится полировка металлических и неметаллических поверхностей. Несмотря на то, что средство было изобретено в начале 1930 годов, оно применяется для полировки металлов даже сегодня.
Полировальная паста ГОИ
Средство ГОИ бывает разной зернистости (классифицируется по размеру абразивных материалов). Различают такие виды зернистости: мелкая, средняя, и крупная. Мелкая пыль применяется для полировки мягких и цветных металлов, крупное зерно – для грубой отделки черных металлов и стали.
Особенности использования. Изначально средство для полировки имеет твердую структуру, разбавить которую можно при помощи нескольких капель машинного масла. Если вам нужно отполировать неровную металлическую поверхность с загибами, то рекомендуется наносить пасту в разбавленном виде на тряпку.
 Полировка пастой ГОИ
Полировка пастой ГОИ
Второй метод полировки предназначен для обработки ровных металлических поверхностей. Его особенность заключается в том, что на деревянный брусок наносится небольшое количество абразивного материала. Затем рекомендуется делать методичные движения взад-вперед по обрабатываемой поверхности.
Для ручной шлифовки рекомендуется использовать мягкие виды тканей – хлопчатобумажную или фланелевую, для черных металлов подойдет джинсовая или брезентовая ткань.
Видео: Полировка алюминия
Методы полировки нержавейки
Материал имеет в своем составе легирующие элементы, которые защищают от коррозии и образования нагара. Со временем на поверхности появляются царапины и потертости, а также окисления. При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.
 Полировка нержавейки
Полировка нержавейки
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту. В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях. Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому. Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см 2 , в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно-плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Средства для полировки
Шлифование нержавеющей стали производят при помощи ручного инструмента с электрическим приводом. В качестве дополнительных приспособлений применяются:
- круг из войлока или фетра, салфетка, а также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого изготовления;
- ленты для полирования.
- шлифовальные машинки орбитального типа;
- болгарки с комплексом насадок;
- машинки ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машинки;
- напильники ленточного типа с возможностью поворота насадок.
 Средства для полировки нержавейки
Средства для полировки нержавейки
Периодичность ухода за внешним видом
Частота полировки нержавеющей стали зависит от возникновения на поверхности металла повреждений и потертостей. После обработки на нержавке образуется защитная пленка из атомов хрома, которая предотвращает коррозию и ржавление. При этом появляется матовый оттенок.
Для сохранения металлического блеска на поверхности металла запрещено применять пасты, содержащие крупный абразив, хлор. Повреждения на металле выявляются визуально.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.