
Закалка шх15 в домашних условиях
LiveInternetLiveInternet
- Регистрация
- Вход
—Рубрики
- Природные камни для заточки и доводки (511)
- Размышления (90)
- Течение жизни.. Повседневное. (85)
- Images (75)
- Макро и микрофото (63)
- Чёрно-белое. (30)
- Приятные события и встречи (27)
- Поездки, путешествия (13)
- Чайное (8)
- Изобразительное искусство (8)
- Пряности, кофе и прочее.. (6)
- Статьи Дмитрича (Васильев В.Д.) (5)
- О книгах. (5)
- избранные фото (823)
- О заточном деле (760)
- об опасных бритвах (207)
- Своими руками (682)
- О ножах (212)
- Видео (72)
- Музыкальное (131)
- Забавное (161)
—Музыка
—Поиск по дневнику
—Подписка по e-mail
—Друзья
—Постоянные читатели
—Сообщества
—Статистика
Заточка ножа из стали ШХ-15
Так совпало, что одновременно мне понадобилось наточить нож из шх-15 с зонной закалкой (ромбовидный клин) и мой друг Владимир принёс мне на пробу пару камушков.
Нож около года использовали на кухне и он достаточно сильно окислился, несмотря на лёгкое травление в хлорном железе. Поэтому сперва я прошёлся по нему алмазной пастой, а потом приступил к заточке. Подводы были в хорошем состоянии (я его уже точил с полгода назад и доводил подводы на сланцах), а сама кромка имела незначительные замины, но практически по всей своей длине. Нож сведён примерно в 0,8 и затачивал я его на суммарный угол около 28-30 градусов.
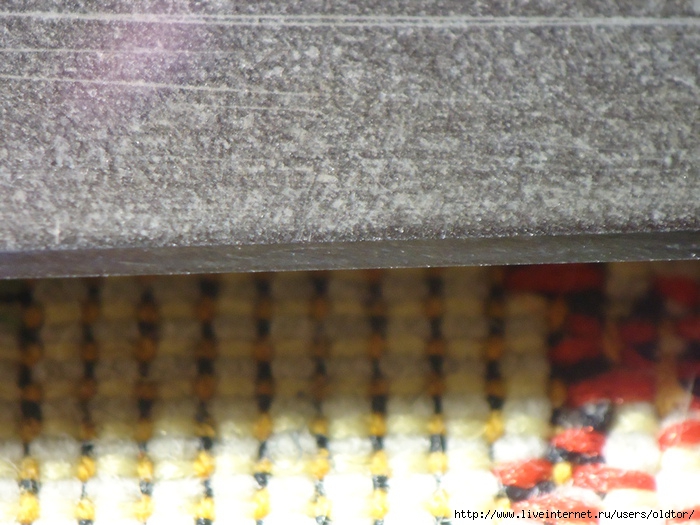
Использовал для заточки всего три камня, из них два для себя новых. Первый — недавно привезённый из-за бугра старый неопознанный искусственный камень, который раньше видимо использовали с маслом. Надо сказать, что несмотря на очистку, ощущение маслянистости на поверхности есть. Камушек даёт поверхность порядка 2000 грит, работает довольно быстро, но не слишком агрессивно. Мне понравилось. Даёт очень нежный и тоненький заусенок, который убирается об кусочек картона за пару движений. Единственное, что камушек немного засаливается, но видимо это из-за того, что маслом когда-то пропитался сверх всякой меры, потому что то небольшое количество суспензии, которое вырабатывается, очень слабо насыщено и остатки металла в ней плавают.
Вот его фото и фото ножа перед заточкой:

Вот фото подвода после этого камня и виден заусенок:
Вторым я использовал чёрно-синий сланец природный с оборотной стороны моего Pfeil-евского бельгийца. Про него я недавно писал, поэтому останавливаться на этом не стану. Скажу только, что никаких сложностей при переходе на него с вышеуказанного искуственного камня не произошло и нож стал без усилия, довольно мягко брить предплечье «с отскоком».
Последним я использовал японский природный водный камень для суперфиниша, очень твёрдый и однородный. Камень мне очень-очень понравился. Вот он:

Кстати, после бельгийца, я слегка протравил нож а потом прошёлся по нему полумикронной алмазной пастой, чтобы убрать верхний слой плёнки и дать глянец. Нож конечно поюзанный, имеет царапины и травится неравномерно из-за зонной закалки, но в целом стал выглядеть приличнее, да и коррозионной стойкости приобрёл. После травления и пасты, контрольно освежил бельгийцем подводы, чтобы на них не осталось плёнки от травления, после чего уже финишировал нож на японце. Поверхность он даёт очень чистую, даже в 20х увеличении она при соответственном ракурсе даёт зеркало, причём результат проявляется почти сразу, и в чистоте поверхности и в остроте ножа и однородности его режущей кромки. Редко удаётся так быстро довести нож, даже из углеродки, до такой степени остроты — он феноменально мягко, чуть ли не на весу сбривает волоски с предплечья » с отскоком». Думаю на этом японце было бы здорово доводить опасные бритвы. Надо будет попробовать.
Работал на нём, как уже сказал, недолго, с увеличением угла, поскольку в данном случае при вопросе «шашечки или ехать?» — важнее ехать. Эстетичной полировки подводов «в зеркало» в данном случае не требуется, уже не говоря о том, что невооружённым взглядом поверхность кажется достаточно чистенькой по всему подводу. На втором фото подводов к кромке будет видна «ступенька» на увеличение угла:


Ну и в завершение, несколько фото ножа после окончания всех работ:
Нож из стали ШХ15

Сталь подшипника в основном самая распространённая ШХ15. Нож из подшипника самый распространённый среди новичков ведь проще разрезать и выпрямить готовую полосу, а затем расковать до нужной толщины, предав нужную форму клинка.
ШХ15 самая дешёвая и легкодоступная сталь ее легко можно достать даром и именно по этому новички и куют свои первые ножи именно из подшипника. ШХ15 если содержит примеси хрома и других нержавеющих металлов придаст свойство нержавейки вашему ножу. При ковке такой стали главное правило — это соблюдение температурного режима. Ковка производится при 800-850°C, иначе, если пережечь металл,1 то на готовом ноже, в местах повышенной температуры, будут появляться точечные рыжики, ну или в худшем случае — нож весь будет ржаветь. Также при работе с подшипником, перед ковкой нужно будет нагреть и дать медленно остыть, этот этап называется отпуск, тем самым мы убираем закалку металла и он становится мягче.
Сегодня в своей статье я хочу показать одну работу из ШХ15. Для ножа я взял старый подшипник шариковый 150 мм диаметром и отрезал 150 мм кусок до этого. Из этого же подшипника уже делал нож и по-этому не отпускаю металл, так как он уже отпущен.
Отрезав кусок металла, я нагреваю его немного и выравниваю. После я приступаю, как говорится к низко температурной ковке. Сначала я кую металл до нужной толщины, а это 2.5 мм от кончика до конца хвостовика.
Нож я планировал от кончика до конца ручки 120 мм, так как мне нужен небольшой нож, далее формирую лезвие и обух вот и все с ковкой. После ковки на Гриндере придаю нужный профиль, шлифую всю поверхность до 2 мм толщины, а после формирую спуски, но не затачиваю.
Теперь приступаю к закалке. Нагреваю до алого-вишневого цвета заготовку и окунаю в масло после небольшой от лежки отправляю нож в прогретую до 200°C печь на 2 часа так металл проходит отпуск, снимает внутреннюю напряжённость металла после закалки. После отпуска на Гриндере шлифую окончательно все спуски и произвожу заточку.
Далее решил не полировать в зеркало, а лишь убрать крупные риски от шлифовки и потравить в кислоте. После шлифовки обезжириваю поверхности и погружаю на 10 минут в хлор.железо.
Вот и все после протравки мою нож мылом и губкой, тем самым смываю окись металла. После протравки меня вид устраивает теперь приступаю к ручке.








Для изготовления рукояти у меня есть кусок сухой березы. Отрезаю нужную длину, снимаю топором бересту с корой, далее на ссср соковыжималке грубо формирую форму ручки, к стати из старой соковыжималки получается очень удобный станок, я на нем раньше и шлифовал и точил, и резал, и полировал, а потом, как-то увидал у знакомого, что он старым родным диском от соковыжималки очень быстро и аккуратно шлифует дерево, теперь я так же обрабатываю ручки, а остальное уже на Гриндере.
Теперь размешав эпоксидный клей, забиваю ручку на свое место, после высыхания шлифую окончательно в ручную наждачной бумагой. После шлифовки варю ручку в льняном масле 2 часа, так ручка станет прочнее и не будет гнить и бояться воды, да и дерево красивее выглядит.
Ну вот и все нож готов. Нож я делал для того, чтобы возить его с собой в машине, как инструмент.
Ну вот всем спасибо друзья и до новых Самоделок.
Закалка шх15 в домашних условиях
Сообщение Vityba » 13 май 2012, 16:00
Автор Алан Баликоев.
Х12МФ
В следующем году сталь отметит свое столетие. Но не смотря на вековой возраст она до сих пор остается самой популярной штамповой сталью в мире и одной из самых популярных для изготовления клинков. Сама Х12МФ и авторские материалы на ее основе (например “волновая сталь” Г.К. Прокопенкова и В.Козлова или “Уральская узорчатая” от А. Елистратова) широко представлена на российском ножевом рынке.
Причины такой популярности совсем не удивительны. Х12МФ сочетает хорошую стойкость РК с приличной механикой и коррозионной стойкостью. К тому же, сталь достаточно технологична и при минимальном навыке обеспечивает получение приемлемых характеристик. А в авторском исполнении временами может тягаться на равных с самыми современными сталями.
Теперь рассмотрим ее подробнее.
Х12МФ, она же D2 (и еще несколько сотен аналогов) – типичный представитель штамповых сталей с 12%Cr.
Типичный состав стали:
Химический элемент C Si Mn Cr Mo V
% 1.45-1.65 0.1-0.4 0.15-0.45 11-12.5 0.4-0.6 0.15-0.30
Стали могут несколько отличатся по содержанию легирующих элементов, например, за рубежом есть стали с несколько более высоким содержанием молибдена и ванадия, но, в общем и целом, это не оказывает серьезного влияния на свойства.
Основными легирующими элементами являются углерод и хром. Благодаря этому сталь содержит заметное количество твердых карбидов типа M7C3 на базе карбида хрома в состав которых так же входят железо, молибден и ванадий. Часть карбидов эвтектического происхождения и имеет достаточно крупные размеры (до 50мкм) и пластинчатую форму. Большое количество (22-24%) твердых (HV 1200-1600) карбидов обеспечивает достаточно высокую износостойкость стали и в то же время ухудшает механические свойства, которые, тем не менее, в малых сечениях (что характерно для ножей) остаются достаточно высокими.
Например, при твердости порядка HRC 61 Х12МФ обладает прочностью при изгибе порядка 3000-3400 МПа при ударной вязкости порядка 0.25 – 0.45МДж/м^2, что выше, чем у большинства углеродистых и нержавеющих сталей, но несколько хуже чем у большинства вторично-твердеющих и порошковых сталей.
После термообработки по оптимальным режимам в твердом растворе стали Х12МФ остается 5-6 процентов хрома, что обеспечивает достаточно высокую коррозионную стойкость. Некоторые иностранные производители даже называют ее полунержавеющей. На самом деле, коррозионная стойкость Х12МФ сильно зависит от режима ТО (в большинстве случаев, чем тверже сталь, тем она более коррозионнно-стойкая) и условий эксплуатации. Особенно сильное негативное влияние на стойкость клинков из Х12МФ оказывают хлориды, вызывая питтинговую коррозию (это характерно и для высокоуглеродистых нержавеющих сталей типа 95Х18) .
Особенности структуры этой стали часто приводят к появлению на поверхности стали различимого узора, в авторских вариантах узор может быть гораздо контрастнее и иметь “булатный” характер. Узор является следствием выраженной карбидной неоднородности и по его характеру и интенсивности опытный человек может сказать о режимах горячей деформации и ТО этого клинка и в заметной степени предсказать его свойства. Да, именно из-за большого количества крупных и неравномерно распределенных карбидов Х12МФ относительно плохо воспринимает доводку.
Термообработка.
Наиболее распространена обработка на первичную твердость, которая обычно представляет собой закалку (в масле, горячих средах или под струей воздуха) и низкого отпуска. Закалка на вторичную твердость, на мой взгляд, обеспечивает худшую комбинацию свойств, хотя некоторые мастера успешно экспериментируют с такими режимами.
Для режущих ножей, от которых требуется максимальная стойкость РК, я бы рекомендовал следующий режим.
закалка 1000-1010, 5-7 минут,
масло,
отпуск 175-200, 2 раза по 2 часа.
Результирующая твердость около 61-62.
Для ножей, рассчитанных на некоторые динамические нагрузки, можно использовать следующий режим.
закалка 1020-1040, 5-7 минут,
масло,
отпуск 310-340С 2 часа.
Результирующая твердость 57-59.
Механические свойства и способность удерживать РК могут быть значительно улучшены предварительной термической обработкой, включающих ТЦО и закалку из межкритической области. Но тут у каждого мастера свои секреты…
Думаю, время обсудить и углеродистые и малолегированные стали, которые в ножестроении традиционно называют «углеродистыми». И начать, думаю, будет лучше с пожалуй самой популярной углеродистой стали — ШХ15.
Вот уже около 100 лет малолегированные хромистые стали используются как подшипниковые, износостойкие и инструментальные (для режущего и измирительного инструмента). Классической эту группу сталей можно назвать и для ножеделия зарубежом. Среди отечественных ножеделов долгое время преобладали углеродистые и марганцовистые стали типа У8 или 65Г, но начиная с примерно 2000 года ШХ15 и авторские материалы на ее основе заняли одну из лидирующих позиций на рынке. Причиной тому высокие характеристики получаемых изделий, относительная технологичность и доступность сырья. Ну и опыт зарубежных коллег был учтен.
Итак, рассмотрим ШХ15 поближе. Это типичный представитель класса низколегированных хромистых сталей. Основными легирующими элементами являются хром и углерод.
Типичный состав стали ШХ15:
Химический элемент C Si Mn Cr
% 0.95-1.05 0.17-0.37 0.2-0.4 1.35-1.65
Стали этого типа очень распространены и являются основным материалом для производства подшипников. Стали могут быть легированы модибденом, иметь повышенное содержание марганца и кремния (иногда и хрома) для улучшения прокаливаемости, кремнием, кобальтом и алюминием для улучшения теплостойкости.
В отличие от рассмотренных ранее высокохромистых сталей в сталях данной группы количество хрома невелико и он не образует собственных карбидов а остается в твердом растворе и входит в состав легированного цементита. По структурному признаку стали — заэвтектоидные, соответственно, все карбиды достаточно мелкие (хотя, могут встречаться крупные скопления). Это определяет достаточно высокую однородность и контактную выносливость этих сталей. ШХ15, равно как и почти все «углеродистые» стали хорошо держат тонкую кромку.
ШХ15 послужила основой для авторских материалов, таких как «Углеродистая Углеродистая Сталь» в которых путем специальных режимов горячей деформации получены булатоподобные структуры и соответствующие им узоры. Многие современные булаты созданы на базе ШХ15.
Как и все «углеродистые» стали ШХ15 достаточно чувствительна к технологическим аспектам производства — в первую очередь — к горячей деформации и термообработке. И именно для этой группы сталей авторские методы обработки могут дать наибольший результат, зачастую улучшая стойкость конечных изделий в разы.
На мой взгляд, этот класс сталей демонстрирует свои преимущества при обработке на достаточно высокую твердость — порядка HRC 61-63. При этом обеспечивается приличная износостойкость (которая для сталей этого класса СИЛЬНО зависит от твердости) и стойкость к смятию, но еще сохраняются на приемлемом уровне вязкость и пластичность.
Обычно прочность при изгибе при указанных значениях твердости не превышают 2200-2400 МПа, при ударной вязкости порядка 0,2-0,3 МДж/м^2. Прочность несколько ниже чем у высоколегированных хромистых сталей, ударная вязкость сопоставима, а пластичность несколько лучше.
Оптимальные режимы закалки составляют 810-820° при закалке в водный раствор (возможны трещины) и 830-850° при закалке в масло (лучше подогретое до 40-60°С).
Оптимальные температуры отпуска — порядка 150-160°С, результирующая твердость порядка 61-64 HRC.
Как я уже говорил раньше, свойства изделий из ШХ15 могут быть заметно повышены правильной горячей деформацией и термообработкой.
Сейчас эта сталь одна из самых популярных нержавеющих сталей у отечественных производителей. А начиналась ее история примерно 60 лет назад, когда возникла необходимость в создании коррозионностойкой и износостойкой стали для специальных подшипников и других деталей (например, детали насосов и арматуры в нефтедобыче и нефтепереработке).
Естественно, сочетание высокой твердости и относительной коррозионной стойкости не могло пройти мимо народных умельцев. В результате заметная часть ножей, изготовленных из “космической”, “авиационной”, “военной” стали изготавливалась именно из нее. Но по-настоящему сталь стала популярной благодаря ножам “Южного Креста”. Давайте рассмотрим свойства стали поближе.
Сталь ШХ15
Развитие металлургии привело к возникновению новых видов сталей с особыми эксплуатационными характеристиками. Они используются при производстве определённых изделий и деталей, к которым предъявляются высокие требования. Подобным примером есть сталь ШХ15. Главное её назначение – изготовление подшипников, однако её рабочие показатели активно применяются и в ножевом производстве.
 Полоски стали ШХ15.
Полоски стали ШХ15.
- Сталь для качественных ножей
- Характеристика
- Плюсы
- Минусы
- Химический состав
- Расшифровка
- ГОСТ
- Технические характеристики
- Особенности обработки
- Аналоги
- Применение
- Отзывы владельцев
Сталь для качественных ножей
Впервые ШХ15 была создана, как производственная инструментальная сталь, но со временем она обрела большую универсальность и превратилась в один из лучших сплавов для изготовления ножей.
Металл прекрасно поддаётся термообработке, что позволяет активно применять его в производстве режущих инструментов. После термической обработки значительно увеличивается прочность и износостойкость ножей.
Клинки, выполненные из ШХ15, имеют длительный срок службы, так как устойчивость к внешним нагрузкам позволяет им долго удерживать заточку. Они неплохо противостоят воздействию внешней среды.
Сталь ШХ15 для ножей используется при производстве тактических, подарочных, охотничьих и кухонных моделей. Такие изделия без особых проблем справляются с разделкой мяса, рубкой костей и веток, резанием толстых верёвок, со всеми бытовыми задачами. Такой нож будет находкой для заядлого повара. А если тщательно следить и ухаживать за своим инструментом, то он прослужит долгое время.
Характеристика
Своё широкое промышленное распространение сталь ШХ15 получала благодаря особым эксплуатационным свойствам, которые являются идеальными для изготовления лезвий и подшипников. Характеристика ШХ15 состоит из следующих параметров:
- Высокий показатель твёрдости. Подшипники и лезвия при использовании подвергаются высоким нагрузкам, вследствие чего подвергаются быстрому износу. Чтобы такого не происходило изделие должно обладать дополнительной твёрдостью.
- Устойчивость к износу, то есть поверхность из ШХ15 не подвержено стиранию, что позволяет ей долгое время сохранять первоначальные рабочие свойства.
- Слабая устойчивость к воздействию коррозии. Из-за небольшого содержания в химическом составе такого важного элемента, как хром, этот сплав ржавеет при воздействии влаги, однако этот процесс происходит не очень быстро благодаря другим легирующим компонентам.
- Стойкость к высоким ударным и внешним механическим нагрузкам. На этом металле практически не образуются вмятины от точных воздействий.
- Пластичность и вязкость в рассматриваемом сплаве находятся на среднем уровне из-за большой твёрдости.
- Структура стали отлично поддаётся термообработке. Закалка и отжиг дают возможность улучшить прочность на молекулярном уровне.
- Склонность к отпускной хрупкости, которая означает, что есть небольшая вероятность того, что металл после закалки из-за структурных дефектов может стать более хрупким. Но точное соблюдение всех технологий позволяет этого избежать.
- Плохая свариваемость. Высокой твёрдости сплав достигает благодаря большому содержанию углерода, элемента который отрицательно сказывается на свариваемости.
Плюсы
Детально изучив характеристики марки стали ШХ15, можно подвести промежуточные итоги. Среди достоинств этого сплава однозначно выделяются следующие качества:
- однородность структуры;
- высокая контактная выносливость;
- хорошо поддаётся обработке;
- большая твёрдость;
- отличная износостойкость;
- тонкая кромка при заточке;
- стойкость к смятию;
- пластичность и вязкость.
Минусы
Любая сталь, какая бы хорошая она ни была, имеет недостатки – не удалось ещё получить идеальный во всех понятиях металл. Однако недостатки ШХ15 не многочисленны, среди них можно выделить такие:
- хрупкость выше средней;
- сравнительно низкая стойкость к коррозии;
- трудная заточка режущих инструментов.
Существует множество разных марок стали. Каждая из них имеет свои преимущества и недостатки. ШХ 15 в свою очередь представляет из себя весьма универсальную сталь, подходящую чуть ли не для любого типа ножей. На данный момент она является одной из наиболее популярных марок с невысокой стоимостью и используемой, в основном, при частной ковке клинков.
 Нож Беркут, сталь ШХ15, покрытие оксидированием.
Нож Беркут, сталь ШХ15, покрытие оксидированием.
Химический состав
Сталь ШХ15 имеет необычный химический состав, который определяет её рабочие свойства. Данная марка относится к низколегированным хромистым сплавам, что обусловлено большим количеством базовых добавок, которые и придают те самые прочность и износостойкость. В состав включены такие элементы:
- Углерод (0,95-1%) – довольно высокая его концентрация позволяет добиться повышенной твёрдости структуры.
- Марганец (0,2-0,4%) – имеется в составе практически всех сталей. Его применяют для удаления из стали кислорода и серы. Также он благоприятно влияет на ковкость и свариваемость сталей.
- Кремний (0,17-0,37%) – применяют при выплавке сталей, положительно сказывается на прочности и улучшает эффект других компонентов. В комбинации с марганцем или молибденом кремний обеспечивает более высокую закаливаемость стали.
- Хром (1,35-1,65%) – хром обеспечивает устойчивость сплава к ржавлению, но только в том случае, если его содержание в нём превышает 13%. Поэтому ШХ15 характеризуется низкой стойкостью к коррозиям. Небольшое количество хрома определяет то, что он не образует собственные карбиды, остаётся в твёрдом растворе и может входить в состав цементита. Структура характеризуется однородностью при небольших карбидах. Именно это свойство приводит к повышению износостойкости.
Расшифровка
На первый взгляд может показаться, что название сплава «ШХ15» – это простой набор бук. Однако это совсем не так, эти буквы являются символами аббревиатуры и несут смысловую нагрузку. Человек, который хоть немного разбирается в маркировках металлов, может из этого названия извлечь некоторые полезные сведения:
- Ш – этой буквой согласно ГОСТу маркируются все подшипниковые стали;
- Х – означает наличие в химическом составе стали хрома;
- 15 – это процентное содержание того самого хрома (1,5%).
Государственные стандарты регулируют производственные этапы, характеристики, свойства всех сталей, исключением не является и ШХ15. Вся подробная информация о подшипниковых сталях содержится в ГОСТе 801-78. Тут указан и допустимый предел элементов в химическом составе, и правильность закалки, и правильная маркировка, и применение, и т.д. Также для каждого отдельного изделия, для производства которых применяется ШХ15, имеет свой ГОСТ. Виды поставки материала:
| В22 – Сортовой и фасонный прокат | ГОСТ 2590-2006; ГОСТ 2591-2006; |
| В23 – Листы и полосы | ГОСТ 103-2006; |
| В32 – Сортовой и фасонный прокат | ГОСТ 14955-77; ГОСТ 7417-75; ГОСТ 801-78; |
| В62 – Трубы стальные и соединительные части к ним | ГОСТ 800-78; |
| В73 – Проволока стальная легированная | ГОСТ 4727-83; |
Технические характеристики
Выше уже рассказывалось о рабочих свойствах стали ШХ15. Те сведения являются простым объяснением, которое вытекает из следующих характеристик этого сплава:
- марка: ШХ15;
- класс: сталь конструкционная подшипниковая;
- удельный вес: 7812 кг/м3
- термообработка: отжиг 800oC, печь, 15 oC/ч;
- температура ковки, °С: начала 1150, конца 800. Сечения до 250 мм охлаждаются на воздухе, 251-350 мм – в яме;
- твёрдость материала: HB 10 -1 = 179 – 207 МПа (61-63 HRC);
- температура критических точек: Ac1 = 724 , Ac3(Acm) = 900 , Ar3(Arcm) = 713 , Ar1 = 700 , Mn = 210;
- обрабатываемость резанием: в горячетканом состоянии при HB 202 σв=740 МПа, К υ тв. спл=0,9 и Кυ б.ст=0,36;
- свариваемость: способ сварки КТС;
- флокеночувствительность: чувствительна;
- склонность к отпускной хрупкости: склонна;
- шлифуемость: хорошая.
Особенности обработки
Термическая обработка – важный технологический процесс, позволяющий увеличить основные качества металла. Обычно проводят закаливание уже готовых изделий, что позволяет сделать их поверхностный слой более прочным.
Закалка ШХ15 имеет некоторые сложности. Так как в свойства металла изначально заложена большая твёрдость, а после обработки она ещё несколько увеличивается, то заточка режущих инструментов значительно усложняется. Закалённая сталь плохо поддаётся резанию, поэтому детали прокаливаются только после придания окончательной формы. Термические режимы во многом зависят от температуры критических точек. При этом сплав нельзя охлаждать в воде, так как это приведёт к структурным деформациям.
Отжиг ШХ15 проходит при 800 градусах Цельсия, он позволяет устранить внутренние напряжение, которые являются частыми причинами возникновения сколов и трещин. Охлаждение может проводиться двумя способами: если изделие большое – на воздухе, если маленькое – в яме.
Аналоги
ШХ15 имеет большое количество аналогов по всему миру. Связано это с тем, что для подшипниковых сталей предъявляются одинаковые требования. В итоге получается и схожий химический состав, и производственная технология, и характеристики. Ниже будет приведена таблица со схожими сплавами из разных стран мира, однако стоит учитывать, что их свойства, а тем более стоимость, не идентичны, а просто имеют много схожего.
| Зарубежные аналоги марки стали ШХ15 | |
| США | 52100, G52986, J19965 |
| Германия | 1.3505, 100Cr6, 102Cr6 |
| Япония | SUJ2, SUJ4 |
| Франция | 100C6, 100Cr6, 100Cr6RR |
| Англия | 2S135, 534A99, 535A99 |
| Китай | GCr15 |
Применение
Применение ШХ15 во многом обусловлено её высокими прочностными показателями и износостойкостью – главными достоинствами данной марки. Сфера применения довольна широкая, сплав используется для получения:
- роликов диаметром до 23 мм;
- нагнетательных клапанов;
- роликов толкателей;
- плунжеронов;
- шариков для подшипников.
 Подшипники из стали ШХ15.
Подшипники из стали ШХ15.
Хоть эта сталь и определяется как подшипниковая, её применение на этом не ограничивается. Она активно используются в производстве ножей и других режущих инструментов, потому что имеет необходимый базовый набор полезных качеств.
Сообщества › Кузнечное и Медницкое Дело › Блог › Нож шх15


Здравствуйте!
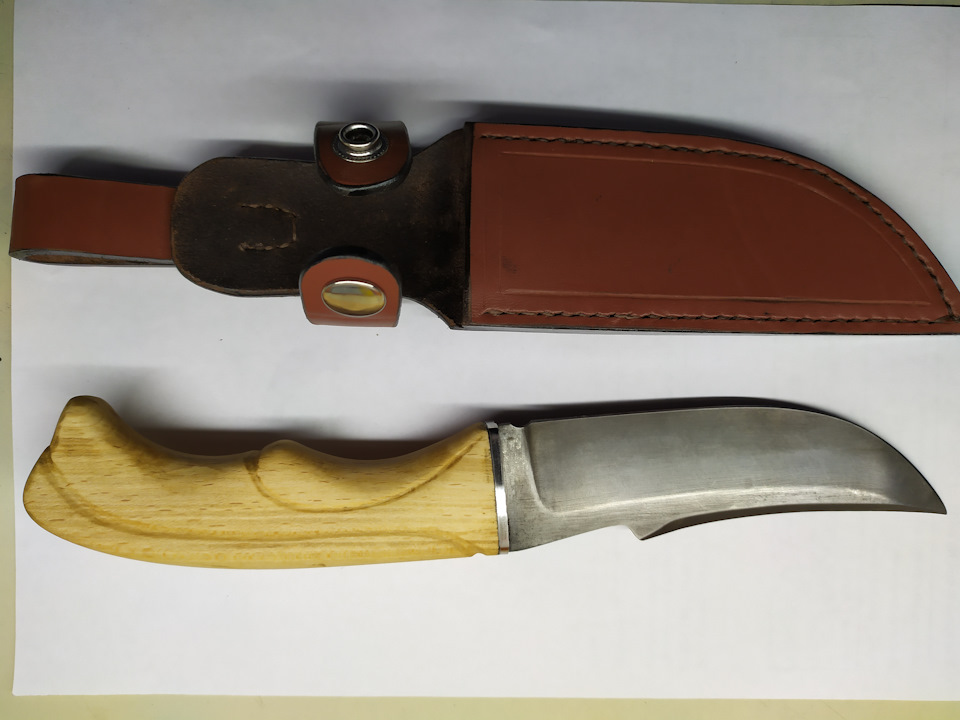
Нож изготовлен из подшипника (шх15),
Рукоять бук, больстер нержавейка.
Длина лезвия 130мм
Длина рукояти 130 мм


Метки: кованый нож, ручная ковка.
Комментарии 30

Обращаюсь к автору статьи и всем остальным с просьбой : кроме готового изделия, выкладывайте пожалуйста подробности изготовления. Потому как здесь много не посвященного народа и его очень интересуют подробности.


Травление в чем?
Травил азотной кислотой с хлорным железом

Все вместе или поочерёдно? Азотку грели?
Тут больше интересно как отжигал как ковал. Нож красивый спору нет👍
Нож не отжигал.
После ковки в вермикулит, до полного остывания. Далее нагрев до 750 и остужение до 200 ( нормализация). И так 3 раза. Далее закалка 850 градусов, на масло, разогретое до 80 градусов.
Далее отпуск 180-200 градусов 3 часа.
Ну вот в принципе и все.

А зачем так изощрённо? Что это дает, зачем тройная нормализация какое время выдержки в печи при 750 градусах, почему остывание до 200? Масло 80 не много? 40-60?
Ведет меньше. Как то так сложилось опытным путем
Вы же вроде, уже года 3 занимаетесь этим ремеслом, ведет меньше кто, куда и кого? И к чему это, к температуре масла? Да возможно, но при этом вы не получаете тех свойств зкл? Только не надо, смотри стекло царапает! Все же зачем нормализации аж 3?
Ну пишут что у горячего масла скорость тепло отдачи лучше. Клинок при закалка изгибается (ведет) это возникает от внутренних напряжений. Нормализация хотя бы частично их снимает. Твердость после закалки такова что очень агрессивно царапает стекло. После отпуска примерно ровная твёрдости опинеля ножа. РК устойчивая. Точится очень хорошо
Вы только что, опровергли все законы термодинамики, как раз все до низу на оборот, вы греете масло для более плавного, медленного охлаждения как раз для предотвращения образования чрезмерных напряжений, отсель поводок клинка
Ну пишут что у горячего масла скорость тепло отдачи лучше. Клинок при закалка изгибается (ведет) это возникает от внутренних напряжений. Нормализация хотя бы частично их снимает. Твердость после закалки такова что очень агрессивно царапает стекло. После отпуска примерно ровная твёрдости опинеля ножа. РК устойчивая. Точится очень хорошо
Но у опят твердость в районе 50-52 по Роквелу, хотя если это углеродистые стали в этом есть свои + они агрессивнее режут при меньшей твердости, это факт, по этой же причине рк будет более устойчива, те без выкрашиваний, но это работает только в большей степени на углеродке

