Угол врезки пластины что это?
ГОСТ 18878-73
Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
Купить ГОСТ 18878-73 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на токарные проходные резцы общего назначения с углами 45°, 60°, 75° с напаянными пластинами из твердого сплава.
- Заменяет ГОСТ 6743-61 в части типа II
- Заменяет МН 5200-64
- Заменяет МН 5201-64 Сведения из перечня «Указатель государственных стандартов СССР 1980 г.», Издательство стандартов 1980
- Заменяет МН 5202-64 Сведения из перечня «Указатель государственных стандартов СССР 1980 г.», Издательство стандартов 1980
- Заменяет МН 5203-64
- Заменяет МН 579-64
- Заменяет МН 580-64 Сведения из перечня «Указатель государственных стандартов СССР 1980 г.», Издательство стандартов 1980
- Заменяет МН 581-64 Сведения из перечня «Указатель государственных стандартов СССР 1980 г.», Издательство стандартов 1980
- Заменяет МН 582-64 Сведения из перечня «Указатель государственных стандартов СССР 1980 г.», Издательство стандартов 1980
- Заменяет МН 583-64 Сведения из перечня «Указатель государственных стандартов СССР 1980 г.», Издательство стандартов 1980
- Заменяет МН 584-64 Сведения из перечня «Указатель государственных стандартов СССР 1980 г.», Издательство стандартов 1980
- Заменяет МН 585-64
Издание с Изменениями № 1, 2
Оглавление
Приложение (рекомендуемое) Элементы конструкций и геометрические параметры резцов
| Дата введения | 01.07.1974 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.02.2020 |
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.10 Токарные резцы
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел Электроэнергия
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.10 Токарные резцы
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
Организации:
| 08.06.1973 | Утвержден | Государственный комитет стандартов Совета Министров СССР | 1429 |
|---|---|---|---|
| Издан | ИПК Издательство стандартов | 2003 г. |
Carbide-tipped straight bull-nose turning tools. Design and dimensions
- ГОСТ 5688-61Резцы с твердосплавными пластинами. Технические условия. Заменен на ГОСТ 5688-2015.
- ГОСТ 25426-90Пластины твердосплавные напаиваемые типов 07, 67. Конструкция и размеры
- ГОСТ 25396-90Пластины твердосплавные напаиваемые типов 10, 70. Конструкция и размеры
- ГОСТ 25395-90Пластины твердосплавные напаиваемые типов 01, 02, 61, 62. Конструкция и размеры
- ГОСТ 18877-73Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- Показать все
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
- Сканы страниц ГОСТа
- Текст ГОСТа
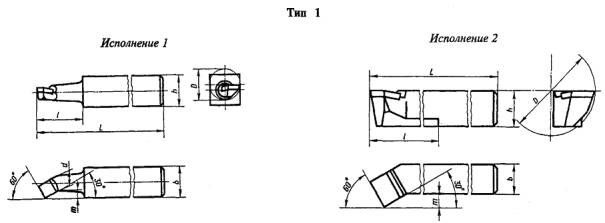
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ПРЯМЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
18878-73
Конструкция и размеры
Carbide-lipped straight bull-nose turning tools. Design and dimensions
Взамен ГОСТ 6743-61 и части типа II;
МН 579-64 + МН 585-64; МН 5200-64 + МН 5203-64
Посгнновлснисм Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 лата введения установлена
Ограничение срока действия снято Постановлением Госстандарта СССР от 08.04.81 № 1872
1. Настоящий стандарт распространяется на токарные проходные резцы общего назначения с углами ф ** 45′, ф = 60′, е
Угол врезки пластины 0 е
10 (угол врезки 10”) и 70 (угол врезки 0*) по ГОСТ 253%—90
01 (угаз врезки 10‘) и 61 (угол врезки 0*) по ГОСТ 25395-90
02 (угол врезки 10*) и 62 (угол врезки 0‘) по ГОСТ 25395-90
01 (угол врезки 10*) и 61 (угол врезки 0*) по ГОСТ 25395-90
Пример условного обозначении правого резца, исполнении 1, сечением hb — 16 16 мм, с углом в плане ш 20 20 мм, с углом в плане ш 75* и ф, * 25*. сечением ИЬ — 25 16 мм, с углом врезки пластины в стержень 10°, с пластиной из твердого сплава марки В Кб:
Резец 2100-0303 В Кб ГОСТ 18878-73
(Измененная редакция, Изм. № 1, 2).
3. Угол врезки пластины в стержень язя обработки чугуна и других хрупких материалов — 10° язя обработки сталей и других материалов — 0°.
(Измененная редакция, Изм. № I).
4. Величины радиусов скруглений и фасок, не указанные на чертеже, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
7. Технические требования — по ГОСТ 5688-61.
8. (Исключен. Изм. № 2).
ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
I. Элементы конструкций и геометрические параметры резцов с углом в плане = 45* указаны на черт. 1—4 и в табл. 1—4.
Угол врезки тастины в стержень ИГ При толщине тастины 4 ми и более
Угол врезки пластины что это?
Резец токарный отрезной ГОСТ18884 исполнение 2 φ =90 0
Используется для отрезания заготовок
*Возможность изготовления резцов 2130-1011 для станков с ЧПУ (повышенного качества)
Резец токарный подрезной отогнутый ГОСТ18880
Используется для обработки ступенчатых деталей, деталей с большим отношением длинны к диаметру, для подрезки торцов.
Резец токарный проходной прямой ГОСТ18878
Используется для обработки поверхностей по наружному диаметру.
| Внешний вид | № | Номер по ГОСТу | Размеры НхВхL | вес кг1 шт | № пластины для прав.исп.под врезку 10 град. | |
| угол вреза пластины10(0) | ||||||
| правые | левые | |||||
 | 1 | 2100-00(51) | 16х16х80 | 70471 | ||
| 2 | 2100-0401(61) | 16х10х100 | 01331 | |||
| 3 | 2100-0405(65) | 20х12х120 | 0,205 | 01352 | ||
| 4 | 2100-0407(67) | 20х16х120 | 0,256 | 01372 | ||
| 5 | 2100-0409(69) | 25х16х140 | 0,386 | 01372 | ||
| 6 | 2100-0411(71) | 25х20х140 | 0,494 | 01392 | ||
| 7 | 2100-0413(73) | 32х20х170 | 0,77 | 01392 | ||
| 8 | 2100-0415(75) | 32х25х170 | 01152 | |||
| 9 | 2100-0417(77) | 40х25х200 | 1,378 | 01152 | ||
Резец резьбовой тип 1для наружной метрической резьбы ГОСТ18885
Используется для нарезания наружных метрических резьб.
| Внешний вид | № | Номер по ГОСТу | Размеры НхВхL | вес кг1 шт | № пластины для прав.исп.под врезку 10 град. | ||
 | угол вреза пластины10(0) | ||||||
| правые | левые | ||||||
| 1 | 2660-0003 | 20х12х120 | 0,195 | 11190 | |||
| 2 | 2660-0005 | 25х16х140 | 0,375 | 11210 | |||
| 3 | 2660-0007 | 32х20х170 | 0,73 | 11230 | |||
Резец токарный проходной упорный ГОСТ18879
Используется для обработки ступенчатых деталей.
тип 1 проходной упорный прямой φ =90 0
| Внешний вид | № | Номер по ГОСТу | Размеры НхВхL | вес кг1 шт | № пластины для прав.исп.под врезку 10 град. |
| угол вреза пластины10(0) | |||||
| правые | левые | ||||
 | 1 | 2101-0007(51) | 16х16х80 | 07090 | |
| 2 | 2101-0009(53) | 20х12х100 | 0,17 | 07070 | |
| 3 | 2101-0011(55) | 20х20х100 | 07090 | ||
| 4 | 2101-0013(57) | 25х16х120 | 0,328 | 07090 | |
| 5 | 2101-0015(59) | 32х20х140 | 0,755 | 07130 | |
| 6 | ИР-225(223) | 40х25х180 | 1,44 | 07330 | |
тип 2 проходной упорный изогнутый φ =90 0
Резец резьбовой тип для внутренней метрической резьбы ГОСТ 18885
Используется для нарезания метрической резьбы в отверстиях.
ГОСТ 18882-73* «Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры»
Настоящий стандарт распространяется на токарные расточные резцы общего назначения с напаянными пластинами из твердого сплава для обработки сквозных отверстий
| Обозначение: | ГОСТ 18882-73* |
| Название рус.: | Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры |
| Статус: | действующий |
| Заменяет собой: | МН 5205-64 МН 5206-64 МН 615-64 МН 5209-64 ГОСТ 6743-61 (в части типа VII) МН 5210-64 МН 613-64 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1974 |
| Утвержден: | Госстандарт СССР (08.06.1973) |
| Опубликован: | Издательство стандартов № 1973 ИПК Издательство стандартов № 2003 |
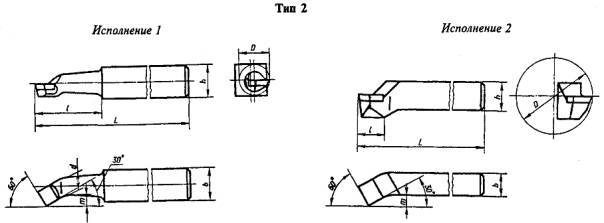
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ
С ПЛАСТИНАМИ ИЗТВЕРДОГО СПЛАВА
ДЛЯ ОБРАБОТКИСКВОЗНЫХ ОТВЕРСТИЙ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С ПЛАСТИНАМИ
ИЗ ТВЕРДОГО СПЛАВА
ДЛЯ ОБРАБОТКИ СКВОЗНЫХ ОТВЕРСТИЙ
Конструкция и размеры
Carbide-tipped boring turning tools for open-end holes.
Design and dimensions
Взамен ГОСТ 6743-61 в части типа VII ;
ПостановлениемГосударственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. №1429 дата введения установлена
Ограничение срока действияснято Постановлением Госстандарта СССР от 12.02.81 № 655
1 . Настоящий стандарт распространяется на токарныерасточные резцы общего назначения с напаянными пластинами из твердого сплавадля обработки сквозных отверстий.
(Измененная редакция, Изм. №1).
2 . Резцы должны изготовляться двух типов:
1 — расточные с утлом j = 60°;
3 . Конструкция и основные размеры резцов должнысоответствовать указанным на черт. 1 , 2 и в табл. 1 , 2 .
Сечение резца h ´ b
Форма пластин по ГОСТ 25395-90
Диаметр наименьшего растачиваемого отверстия D
угол врезки пластины 10°
угол врезки пластины 0 °
Угол врезки пластин
Примерусловного обозначения резца типа 1 , исполнения1, сечением h ´ b = 16 ´ 16 мм, длиной l = 25 мм, с углом врезки пластины в стержень 10°, спластиной из твердого сплава марки ВК4:
Резец 2140—0001 ВК4 ГОСТ 18882—73
Сечение резца h ´ b
Тип пластин по ГОСТ 25395-90
Диаметр наименьшего растачиваемого отверстия D
Пример условного обозначения резца типа 2, исполнения 1 , сечением h ´ b = 16 ´ 16 мм, l = 60 мм, с пластиной из твердогосплава марки ВК6:
Резец 2140—0042 ВК6 ГОСТ 18882—73
(Измененная редакция, Изм. №2).
4 . Для резцов типа 1 угол врезки пластины в стерженьдля обработки чугуна и других хрупких материалов — 10°, для обработки стали идругих вязких материалов — 0°.
(Измененная редакция, Изм. №1).
5 . Величина радиусов скруглений и фасок, не указанныев настоящем стандарте, принимаются по технологическим соображениям.
6 . Элементы конструкций и геометрические параметрырезцов указаны в приложении.
7 . Форма заточки передней поверхности и доводкарежущей части указаны в приложении 2 к ГОСТ 18877-73 .
8 . Технические требования — по ГОСТ 5688-61 .
9 . (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИЙ ИГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
1 . Элементы конструкций и геометрические параметрырезцов указаны на черт. 1 — 6 и в табл. 1 — 4 .
Технология приборостроения / Курсовой по ТП для ОК, ОТ / Курсовой по ТП для ОК, ОТ / Материалы для наладки / Справочник по выбору инструмента
Пример записи метрического быстрорежущего метчика для резьбы М12 в технологическую документацию.
Метчик 2620-0525 ГОСТ 3266-81
Плашка – осевой многолезвийный инструмент для образования и обработки наружной резьбы (ГОСТ 25751-83).
Типоразмеры имеющих наибольшее применение круглых плашек для метрической резьбы по ГОСТ 9740-71 (без учета точности и шага резьбы).
 Рис 10.
Рис 10.
Код инструмента согласно ГОСТ
Номин. диаметр резьбы, d
Пример записи круглой плашки для правой резьбы диаметром 8 мм в технологическую документацию.
Плашка 2650-1623 ГОСТ 9740-71
Резец – однолезвийный инструмент для обработки с поступательным или вращательным главным движением резания и возможностью движения подачи в двух направлениях (ГОСТ 25751-83).
Прямой проходной резец – режущий инструмент, предназначенный для обтачивания детали вдоль оси ее вращения.
Типоразмеры имеющих наибольшее применение токарных прямых проходных резцов с пластинами из твердого сплава при угле в плане φ, равном 45˚, 60˚, 75˚ по ГОСТ 18878-73.
 Рис 11.
Рис 11.
Код инструмента согласно ГОСТ с углом врезки пластины
Сечение резца b×h
m при угле в плане φ˚
Пример записи в технологическую документацию правого прямого проходного резца сечением b×h=20×12 мм с углом в плане φ=60˚ при угле врезки пластины 0˚ (пластина из твердого сплава ВК8).
Резец 2100-0865 ВК8 ГОСТ 18878-73.
Резец проходной упорный – режущий инструмент, предназначенный для обработки наружной поверхности и подрезки уступов и торцов детали под прямым и острым углом к основному направлению обтачивания.
Геометрические параметры наиболее распространенных проходных упорных резцов с пластинами из твердого сплава по ГОСТ 18879-73.
 Рис 12.
Рис 12.
Код инструмента согласно ГОСТ с углом врезки пластины
Сечение резца b×h
Пример записи в технологическую документацию правого проходного упорного резца сечением b×h=16 ×10 мм с углом врезки пластины 10˚ (пластина из твердого сплава марки ВК6).
Резец 2103-0017 ВК6 ГОСТ 18879-73.
Резец подрезной отогнутый — режущий инструмент, предназначенный подрезки уступов и торцов детали под прямым и острым углом к основному направлению обтачивания.
Геометрические параметры имеющих наибольшее применение подрезных отогнутых резцов с пластинами из твердого сплава по ГОСТ 18880-73.
 Рис 13.
Рис 13.
Код инструмента согласно ГОСТ с углом врезки пластины
Сечение резца b×h
Пример записи в технологическую документацию левого подрезного отогнутого резца сечением b×h=20×12 мм с углом врезки пластины 0˚ (пластина из сплава ВК6).
Резец 2112-0054 ВК6 ГОСТ 18880-73.
Проходной отогнутый резец — режущий инструмент, предназначенный для обтачивания детали как вдоль оси ее вращения так и перпендикулярно ей.
 Рис 14.
Рис 14.
Геометрические параметры некоторых проходных отогнутых резцов из быстрорежущей стали (табл. 13) по ГОСТ 18868-73 и резцов с пластинами из твердого сплава (табл. 14) по ГОСТ 18877-73.
Код инструмента согласно ГОСТ с углом врезки пластины
Сечение резца b×h
Пример записи в технологическую документацию правого резца сечением b×h=20×12 мм с углом врезки пластины в стержень 12˚ (пластина из быстрорежущей стали)
Резец2102-0503 ГОСТ 18867-73
Код инструмента согласно ГОСТ с углом врезки пластины
Сечение резца b×h
Пример записи в технологическую документацию левого резца сечением b×h=16×10 мм, с углом врезки пластины в стержень 0˚ (пластина из твердого сплава Т15К6)
Резец 2102-0072 Т15К6 ГОСТ 18877-73
Отрезной резец – режущий инструмент, предназначенный для отрезки материала под прямым углом к оси вращения и прорезания узких канавок. Применение отрезного резца для обработки канавок сокращает основное время обработки за счет уменьшения времени на смену инструмента, что имеет значение при выполнении работ на традиционных станках. В связи с этим при наличии в конструкции детали наружной канавки выбирается (по возможности) отрезной резец с шириной режущей кромки равной ширине канавки. Геометрические параметры некоторых отрезных резцов общего назначения из быстрорежущей стали по ГОСТ 18874-73.
 Рис15.
Рис15.
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
4.1. Перед сборкой и сваркой труб необходимо:
произвести визуальный осмотр поверхности труб (при этом трубы не должны иметь недопустимых дефектов, регламентированных техническими условиями на поставку труб);
очистить внутреннюю полость труб от попавшего внутрь грунта, грязи, снега;
выправить или обрезать деформированные концы и повреждения поверхности труб;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а — в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а — трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Диаметр трубы, мм
Количество образцовдля механических испытаний