Шероховатость ra и rz в чем разница?
Шероховатость поверхности
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 25142-82 Шероховатость поверхности. Термины и определения

Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т. д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0,6-0,8 мкм и выше.
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия

Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
ГОСТ 2.309-73 Обозначение шероховатости поверхностей
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Маркировка структуры поверхности
При нанесении обозначений в рабочей документации, чертежах применяются специальные знаки для характеристики материала, которые регламентируются стандартом ГОСТ 2.309-73.

Правила нанесения знаков на чертежах
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.

Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308-2011. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
Шероховатость поверхности
Одним из самых важных параметров при обработке деталей является шероховатость поверхности. Именно чистота обработки имеет определяющее значение для надежности и долговечности детали и при ее несоответствии проектным значениям, мы получим преждевременный выход детали или целого узла из строя и его дорогостоящий ремонт. Например, если не придать значения этому фактору при изготовлении деталей двигателя, результатом будет быстрый выход всего агрегата из строя.
Что такое шероховатость поверхности
Совокупность микроскопических неровностей, образующих рельеф поверхности, рассматриваемые в пределах участка, длина которого равна базовой длине — называют шероховатостью поверхности. Далее рассмотрим в чём измеряется шероховатость поверхности.
Как обозначается шероховатость поверхности
На рисунке ниже показаны основные способы схематического обозначения, а так же обозначения шероховатости на чертежах

Описание того, как правильно располагать на чертежах обозначения, подробно описано в ГОСТ стандартах и специальной технической литературе, поэтому не будем останавливаться на этом. Рассмотрим основные параметры, по которым оценивается шероховатость поверхности.
В чем измеряется шероховатость поверхности
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra .
Rz — это высота неровностей профиля по 10 точкам в то время как Ra — это среднее арифметическое отклонение профиля.
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Средства измерения шероховатости поверхности
Шероховатость поверхности можно измерить двумя способами:
- Визуальный метод сравнения поверхности с эталоном (сравнение на ощупь)
- Прибором для измерения шероховатости
Для экспресс оценки в машиностроительной, ремонтной и приборостроительной отраслях промышленности, где допускаются отклонения от проектной величины, как правило, используют визуальный метод сравнения. В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
Для более точного измерения шероховатости поверхности, в местах где требуется строгое соответствие проектным величинам, применяют специальные приборы: профилометры или профилографы. С помощью профилографа получают так называемую профилограмму, которая требует дополнительной расшифровки, в то время как профилометр сразу показывает точное значение неровности по заданным параметрам. Существуют как портативные профилометры применяемые в «полевых» условиях, так и стационарные приборы, которые используются в метрологических лабораториях для непосредственной калибровки эталонов шероховатости, а так же в учебных целях.
Исходя из выше сказанного можно сделать вывод, что контроль поверхности важно проводить в тех случаях, когда необходимо износостойкость, антикоррозийную стойкость и исключить возможность появления поверхностных трещин от усталости металла. Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида.
Шероховатость поверхностей деталей

Качество поверхностного слоя определяется совокупностью характеристик: физико-механическим состоянием, микроструктурой металла поверхностного слоя, шероховатостью поверхности. Состояние поверхностного слоя влияет на эксплуатационные свойства деталей машин: износостойкость, виброустойчивость, контактную жесткость, прочность соединений, прочность конструкций при циклических нагрузках и т. д.
Параметры и характеристики шероховатости поверхности установлены ГОСТ 2789–73, требования к другим характеристикам поверхностного слоя назначают по руководящим материалам предприятия.
Для оценки шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров:
высотные : Ra — среднее арифметическое отклонение профиля; Rz — высота неровностей профиля по десяти точкам; Rmax — наибольшая высота профиля;
шаговые : S — средний шаг неровностей профиля по вершинам; Sm — средний шаг неровностей профиля по средней линии;
высотно-шаговый tp — относительная опорная длина профиля.
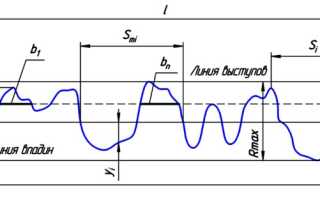
Базой для отсчета высот выступов и впадин неровностей, свойства которых нормируются, служит средняя линия профиля (рис. 279) — базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально.

Через высшую и низшую точки профиля в пределах базовой длины l проводят линии выступов и впадин профиля, эквидистантно средней линии. Расстояние между этими линиями определяет наибольшую высоту неровностей профиля Rmax.
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значений отклонений профили в пределах базовой длины:


Высота неровностей профиля по десяти точкам Rz равна средней арифметической суммы абсолютных отклонений точек пяти наибольших минимумов Нi min и пяти наибольших максимумов Hi max профиля в пределах базовой длины:

Вместо средней линии, имеющей форму отрезка прямой, определяют расстояние от высших точек пяти наибольших максимумов hi max и низших точек пяти наибольших минимумов hi min до линии, параллельной средней и не пересекающей профиль.

Средний шаг неровностей S вычисляют как среднее арифметическое значение шага неровностей Smi в пределах базовой длины:

Средний шаг неровностей профиля по вершинам S — среднее арифметическое значение шага неровностей профиля по вершинам Si в пределах базовой длины

Под опорной длиной профиля ηр понимают сумму длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале выступов профиля линией, эквидистантной средней линии.
Относительная опорная длина профиля tp определяется как отношение опорной длины профиля ηр к базовой длине:

Требования к шероховатости поверхности по ГОСТ 2789-73 устанавливают указанием числовых значений параметров. В дополнение к количественным параметрам для более полной характеристики шероховатости указывают направление неровностей (условное обозначение — см. рис. 280), вид обработки поверхности или последовательность видов обработки (рис. 281 — 283).

В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак, приведенный на рис. 282, а; если поверхность образована с удалением слоя материала — знак, приведенный на рис. 282, б; и для поверхности, образованной без удаления слоя материала, — знак, приведенный на рис. 282, в.



Значение параметра Ra указывают без символа, например, 0,5. Для остальных указывают символы, например, Rmах 6,3.
ГОСТ 2789-71 установлено 14 классов шероховатости поверхности. Причем классы 1—5, 13 и 14 определены через параметр Rz, классы 6—12 через параметр Ra. Каждый класс определен только по одному параметру и базовой длине. Числовые значения параметров заданы в виде диапазонов, верхние пределы которых полностью соответствуют ранее действовавшим.
Требования к шероховатости поверхности устанавливают путем задания значения параметра (параметров) и базовой длины. Причем целесообразно пользоваться предпочтительными значениями параметра Ra (графа 2, табл. 29). Эти значения находятся вблизи середины диапазона, определяющего данный класс шероховатости. В других случаях могут назначать величины параметров по графам 3 или 4.

Требования к шероховатости поверхности определяются условиями работы поверхности в машине. В общем случае, чем выше требования по точности, тем выше требования и по шероховатости поверхности.
Для грубых квалитетов с расширенным полем допусков класс шероховатости можно снижать, что уменьшает стоимость изготовления.
Минимальный класс шероховатости поверхности обработки, необходимый для получения различных квалитетов, можно выбрать по табл. 30.

Классы шероховатости поверхностей, соответствующие различным видам обработки, приведены и табл. 31.


При выборе класса шероховатости должны быть учтены свойства материала и твердость поверхности детали. Высокие показатели для сталей можно получить при твердости не ниже HRC 30—35. Стальные изделия, подлежащие чистой обработке, должны быть по меньшей мере подвергнуты улучшению или нормализации. Термически необработанные низкоуглеродистые стали тонкой обработке поддаются плохо.
По условиям обработки получить чистую отделку и точные размеры в отверстиях труднее, чем на валах. Поэтому, как правило, требование к шероховатости поверхности в отверстиях назначают на 1—2 класса ниже, чем на валах.
В интересах уменьшения стоимости изготовления рекомендуется применять менее высокие требования к шероховатости, совместимые с условием надежной работы деталей.
В некоторых случаях (соединения с натягом, подшипники скольжения) существуют оптимальные параметры поверхности, отклонения от которых в ту или другую сторону снижают работоспособность соединений.
Свободные поверхности (не входящие в соединения или расположенные с зазором по отношению к ближайшим поверхностям) следует в интересах экономичности обрабатывать по низким классам шероховатости. Исключение составляют напряженные циклически нагруженные детали. Для повышения сопротивления усталости такие детали обрабатывают так, чтобы обеспечить высокий класс шероховатости поверхности, полируют и дополнительно упрочняют поверхностным пластическим деформированием.
Ниже приведены ориентировочные значения классов шероховатости поверхностей для типовых машиностроительных деталей, основанные на опыте общего машиностроения.
Образцы шероховатости сравнения ОШС часть-1

- Производитель: Арсенал НК
- Модель: ОШС
ОБРАЗЦЫ ШЕРОХОВАТОСТИ
СЕРТИФИКАТ СООТВЕТСТВИЯ ГОСТ Р №РОСС RU.АГ66.Н01739
Образцы шероховатости поверхности (ОШС) предназначены для определения шероховатости поверхности методом сравнения с контрольным образцом. Образцы хорошо зарекомендовали себя в самых разных областях производства: на машиностроительных предприятиях, в газовой, нефтяной и атомной промышленности. Материал образцов — сталь, медь, алюминий, чугун, латунь, а так же другие материалы по запросу Заказчика.
- Простота, удобство и эффективность применения образцов доказаны многолетней практикой их использования на различных производствах.
- Возможность определения качества поверхности в сложных условиях, например при контроле труднодоступных поверхностей.
- Использование непосредственно в цехе на рабочем месте сразу после обработки детали на станке (токарном, фрезерном, шлифовальном, строгальном, полировальном) или после абразивоструйной обработки.
- Повышение производительности производства (заметно сокращается время, затрачиваемое на контроль состояния полученной поверхности)
- Длительный срок эксплуатации
Вид обработки — ТОЧЕНИЕ (ОШС-Т)
Описание образцов, входящих в набор
Форма образцов цилиндрическая выпуклая (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,5; 1,0; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,8; 1,6; 3,2; 6,3 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,63; 1,25; 2,5; 5; 10; 20 мкм)
Форма образцов цилиндрическая выпуклая (Ra 1,6; 3,2; 6,3; 12,5; 20; 25 мкм)
Форма образцов цилиндрическая выпуклая (Ra 2,5; 5; 10; 20; 25; 30 мкм)
Форма образцов цилиндрическая выпуклая (Rz 10; 20; 40; 60; 80; 160 мкм)
Форма образцов цилиндрическая выпуклая (Rz 20; 40; 60; 80; 160; 320 мкм)
Вид обработки — РАСТОЧКА (ОШС-Р)
Описание образцов, входящих в набор
Форма образцов цилиндрическая выпуклая (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,5; 1,0; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,8; 1,6; 3,2; 6,3 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,63; 1,25; 2,5; 5; 10; 20 мкм)
Форма образцов цилиндрическая выпуклая (Ra 1,6; 3,2; 6,3; 12,5; 20; 25 мкм)
Форма образцов цилиндрическая выпуклая (Ra 2,5; 5; 10; 20; 25; 30 мкм)
Форма образцов цилиндрическая выпуклая (Rz 10; 20; 40; 60; 80; 160 мкм)
Форма образцов цилиндрическая выпуклая (Rz 20; 40; 60; 80; 160; 320 мкм)
Вид обработки — ТОЧЕНИЕ ТОРЦОВОЕ (ОШС-ТТ)
Описание образцов, входящих в набор
Форма образцов цилиндрическая выпуклая (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,5; 1,0; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,8; 1,6; 3,2; 6,3 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,63; 1,25; 2,5; 5; 10; 20 мкм)
Форма образцов цилиндрическая выпуклая (Ra 1,6; 3,2; 6,3; 12,5; 20; 25 мкм)
Форма образцов цилиндрическая выпуклая (Ra 2,5; 5; 10; 20; 25; 30 мкм)
Форма образцов цилиндрическая выпуклая (Rz 10; 20; 40; 60; 80; 160 мкм)
Форма образцов цилиндрическая выпуклая (Rz 20; 40; 60; 80; 160; 320 мкм)
Вид обработки — ФРЕЗЕРОВАНИЕ ТОРЦОВОЕ (ОШС-ФТ)
Описание образцов, входящих в набор
Форма образцов цилиндрическая выпуклая (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,5; 1,0; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,8; 1,6; 3,2; 6,3 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,63; 1,25; 2,5; 5; 10; 20 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,5; 1,25; 2,5; 5; 10; 20 мкм)
Форма образцов цилиндрическая выпуклая (Ra 1,6; 3,2; 6,3; 12,5; 20; 25 мкм)
Форма образцов цилиндрическая выпуклая (Ra 2,5; 5; 10; 20; 25; 30 мкм)
Форма образцов цилиндрическая выпуклая (Rz 10; 20; 40; 60; 80; 160 мкм)
Форма образцов цилиндрическая выпуклая (Rz 20; 40; 60; 80; 160; 320 мкм)
Вид обработки — ФРЕЗЕРОВАНИЕ ТОРЦОВОЕ ПЕРЕКРЕЩИВАЮЩЕЕСЯ (ОШС-ФТП)
Описание образцов, входящих в набор
Форма образцов цилиндрическая выпуклая (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,5; 1,0; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,8; 1,6; 3,2; 6,3 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,63; 1,25; 2,5; 5; 10; 20 мкм)
Форма образцов цилиндрическая выпуклая (Ra 1,6; 3,2; 6,3; 12,5; 20; 25 мкм)
Форма образцов цилиндрическая выпуклая (Ra 2,5; 5; 10; 20; 25; 30 мкм)
ОШС-ФТП Rz 10…160
Форма образцов цилиндрическая выпуклая (Rz 10; 20; 40; 60; 80; 160 мкм)
ОШС-ФТП Rz 20…320
Форма образцов цилиндрическая выпуклая (Rz 20; 40; 60; 80; 160; 320 мкм)
Вид обработки — ФРЕЗЕРОВАНИЕ ЦИЛИНДРИЧЕСКОЕ (ОШС-ФЦ)
Описание образцов, входящих в набор
Форма образцов цилиндрическая выпуклая (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,5; 1,0; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,8; 1,6; 3,2; 6,3 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,63; 1,25; 2,5; 5; 10; 20 мкм)
Форма образцов цилиндрическая выпуклая (Ra 1,6; 3,2; 6,3; 12,5; 20; 25 мкм)
Форма образцов цилиндрическая выпуклая (Ra 2,5; 5; 10; 20; 25; 30 мкм)
Форма образцов цилиндрическая выпуклая (Rz 10; 20; 40; 60; 80; 160 мкм)
Форма образцов цилиндрическая выпуклая (Rz 20; 40; 60; 80; 160; 320 мкм)
Вид обработки — СТРОГАНИЕ (ОШС-С)
Описание образцов, входящих в набор
Форма образцов цилиндрическая выпуклая (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,8; 1,6; 3,2; 6,3 мкм)
Форма образцов цилиндрическая выпуклая (Ra 0,63; 1,25; 2,5; 5; 10; 20 мкм)
Форма образцов цилиндрическая выпуклая (Ra 1,6; 3,2; 6,3; 12,5; 20; 25 мкм)
Форма образцов цилиндрическая выпуклая (Ra 2,5; 5; 10; 20; 25; 30 мкм)
Форма образцов цилиндрическая выпуклая (Rz 10; 20; 40; 60; 80; 160 мкм)
Форма образцов цилиндрическая выпуклая (Rz 20; 40; 60; 80; 160; 320 мкм)
Вид обработки — ШЛИФОВАНИЕ ПЕРИФЕРИЕЙ КРУГА ПЛОСКОЕ (ОШС-ШП)
Описание образцов, входящих в набор
Форма образцов плоская (Ra 0,1; 0,2; 0,4; 0,8; 1,6; 3,2 мкм)
Форма образцов плоская (Ra 0,4; 0,8; 1,6; 3,2 мкм)
Форма образцов плоская (Ra 0,4; 0,8; 1,25; 1,6; 3,2; 6,3 мкм)
Форма образцов плоская (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм)
Форма образцов плоская (Ra 0,32; 0,63; 1,25; 2,5; 5; 10 мкм)
Форма образцов плоская (Rz 10; 20; 40; 60 мкм)
Форма образцов плоская (Rz 10; 20; 30; 40; 50; 60 мкм)
Форма образцов плоская (Rz 20; 40; 60; 80 мкм)
Форма образцов плоская (Rz 25; 50; 75; 100 мкм)
Форма образцов плоская (Rz 10; 20; 40; 60; 80; 120 мкм)
Шероховатость поверхности
Неровности поверхности (выступы и впадины) в значительной степени определяют ее износостойкость, характер трения и долговечность. Они влияют и на другие характеристики, например на точность В связи с этим шероховатость поверхности принято считать таким же важным показателем, как размер и размерная точность. ГОСТ 2789—73 на шероховатость поверхности устанавливает ее параметры и основные определения.
- Реальная поверхность — поверхность, ограничивающая тело и отделяющая его от окружающей среды.
- Номинальная поверхность — поверхность, заданная в технической документации (чертеже) без учета отклонений. Номинальная поверхность может быть плоской, цилиндрической, сферической и др.
- Средняя линия профиля m — базовая линии, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины l ( рис. 1.2 ) среднее квадратичное отклонение расстояний точек профиля до этой линии минимально.
- Отклонение профиля у — расстояние между любой точкой профиля и средней линией т, измеренное по нормали, проведенной к линии m через эту точку профиля.
- Базовая длина l — длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров.
- Среднее арифметическое отклонение профиля R a — среднее отклонение профиля или среднее расстояние от точек профиля реальной поверхности (у 1 , у 2 , у 3 . y n-1 ) до его средней линии (в мкм) в пределах базовой длины.
- Высота неровностей R z — высота неровностей профиля, определяемая по десяти точкам в пределах базовой длины. Сумма средних арифметических абсолютных отклонении точек пяти наибольших минимумов (H i-min ) и пяти наибольших максимумов (Н i-max ) профиля ( рис.I.2 ).
- Максимальная высота неровностей R max — расстояние (мкм) между линиями выступов и впадин.
 |
 |
 |
 |