
Постоянный ток обратной полярности что это?
Описание прямой и обратной полярности при сварке
Что такое сварка током
Получение прочных неразъемных соединений между обрабатываемыми элементами металла путем установления межатомных связей при нагреве, где в качестве источника энергии используется электрический ток, называется сваркой током. Процесс предполагает пластическое деформирование материала в местах формирования сварных швов.
При этом ширина шва определяется уровнем напряжения и скоростью сварки. Так, при одновременном увеличении обоих показателей ширина шва начнет уменьшаться. От рабочей длины электрода, его диаметра и покрытия, зависит сила тока и производительность работ. Стоит отметить, что на глубину провара напряжение практически не влияет.
Обратной полярности
Сварка постоянным током бывает двух видов:
- прямой полярности;
- обратной полярности.
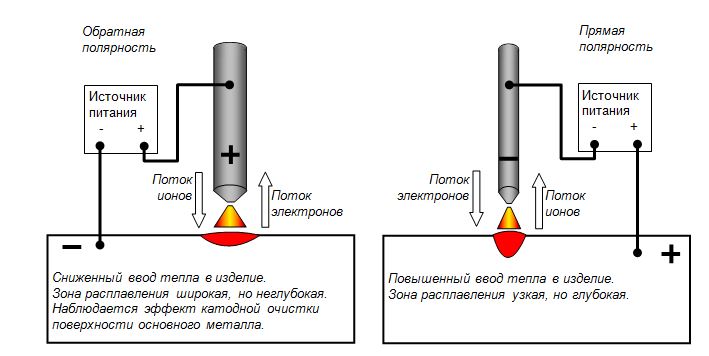
Обратная полярность при сварке постоянным током подразумевает подключение электрода к плюсу, а рабочих деталей к минусу. В данном случае горячее анодное пятно появится в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подходит для сварки легкоплавких металлов, например, тонколистовой стали.
Прямой полярности
При сварке с прямой полярностью плюс от инвертора подводится к стальному изделию, а минус к электроду. Анодом здесь выступает заготовка, а катодом электрод. Участок детали будет нагреваться значительно больше электрода.
Метод прямой полярности целесообразно использовать при необходимости соединения деталей из сложных сплавов (чугуна, алюминия), так как он больше подходит для получения глубоких швов. В этом случае электрод подключают к минусовой клемме, а изделия к положительной.
Концентрация тепла на изделии приводит к углублению сварного шва. Именно поэтому сварку с прямой полярностью практикуют для соединения более толстых деталей.
Отличия режимов при сварке
При сварке током постоянного действия, на кончике расходника появляется термопятно, обладающее высокой температурой. В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
 Подключение сварочных кабелей с разной полярностью.
Подключение сварочных кабелей с разной полярностью.
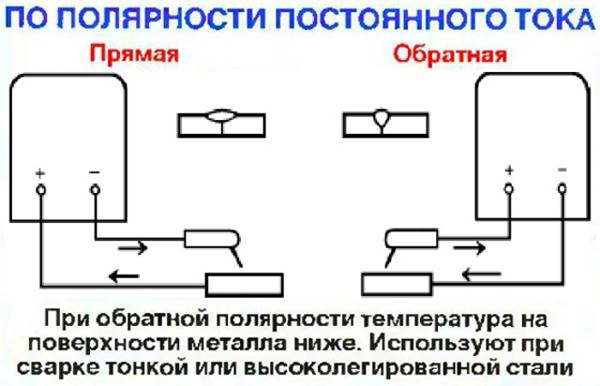
При применении сварки с прямой полярностью основную часть температурной нагрузки получает металлическая деталь. В результате удается легко добиться углубления сварного шва. В случае с обратной полярностью, высокая температура концентрируется на конце электрода. При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.
Осуществление работ подразумевает прогревание металла до расплавления, то есть образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- при слишком большой силе тока электродуга начнет отталкивать разогретый металл. При этом детали соединить не удастся;
- если напряжение будет недостаточным, металл не разогреется до нужного состояния.
При прямой полярности в ванне создается растекаемая среда, где можно руководить электродом, направляя сварный шов и контролируя его глубину. Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Важно! Чем выше ток и прогонная энергия на дуге, тем глубже провар. Наибольшую глубину проплавки возможно обеспечить посредством режима сварки обратной полярности.
Что касается выбора расходников, то для осуществления сварочных работ в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямой — угольные электроды.
Плюсы и минусы двух методик
Оба способа сваривания металла имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
- получается глубокий крепкий сварочный шов, более узкий;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность варить любой металл, толщиной от 3 мм и более;
- при использовании сварочного аппарата заготовка хорошо поддается раскройке;
- требуется индивидуальный подбор электродов. Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
Сварка металла методом обратной полярности, характеризуется:
- получением менее углубленного, но более широкого сварочного шва;
- менее стабильной электродугой, особенно при низком напряжении, из-за чего соединение может получиться неравномерным;
- возможностью сваривания заготовок средней толщины и тонких металлических листов:
- необходимостью выбирать электроды со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо осуществлять в строгом соответствии с технологическим процессом.
Как выбрать полярность
Выбор полярности при подключении сварочного оборудования зависит от нескольких факторов. Важно учитывать, что на аноде выделяется больше тепла, чем на катоде. При выборе режима значение имеет:
- толщина заготовки;
- вид металла;
- типы электродов.
Толстый металл должен быть хорошо прогрет в местах соединения, а пустоты заполнены проволокой, что обеспечит надежность швов. В данном случае следует выбирать режим прямой полярности. Тонкий материал нельзя перегревать. В противном случае, вместо красивого равномерного шва можно получить дырку, поэтому следует использовать обратную полярность при сварке.
Перегрев нержавейки и чугуна может привести к образованию тугоплавких соединений. Алюминий же наоборот требует качественного прогрева. В специальной литературе можно найти подробные рекомендации об оптимизации режимов сварочных работ с прямой и обратной полярностью.
Можно ли менять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большой силы и преобразовывать его в энергию, необходимую для поддержания сварочной дуги. Благодаря инвертору можно менять силу тока и режим полярности при сварке.
 Сварочный инвертор.
Сварочный инвертор.
На передней панели прибора расположены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
Прямая и обратная полярность
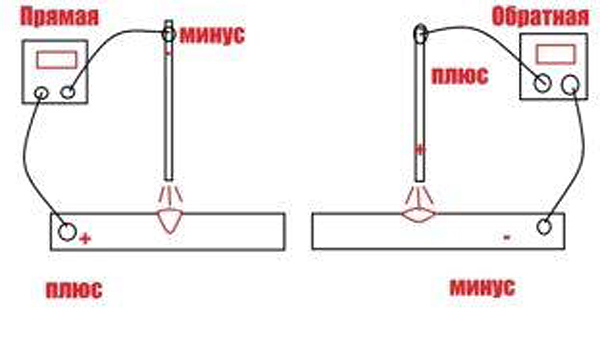
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.

Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
ACϟDС. Понимание сварочного тока и полярности

Сварка – это ручной труд, но сварщики должны обладать достаточным количеством технических знаний, даже если в школе физика для них была чем-то сверхъестественным.
Одним из обязательных понятий, которые необходимо знать, является «сварочный ток». Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки.
На сварочных аппаратах и электродах можно заметить обозначения AC или DC, которые описывают полярность тока. Почему электрические токи и полярность возникают во время сварки? Давайте рассмотрим эти понятия внимательно.
Что такое переменный (AC) и постоянный (DC) ток?
AC от англ. «alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
АС чередует направление тока, а DС течет только в одном направлении.
Сварочные машины и электроды с маркировкой DC имеют постоянную полярность, тогда как маркированные AC изменяют полярность 120 раз в секунду с частотой тока 60 герц.

Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
Что такое полярность?
Электрическая цепь, возникающая при включении сварочного аппарата, имеет отрицательный и положительный полюс – это свойство называется полярностью. Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности может привести к большому количеству брызг, плохому проплавлению и потере контроля сварочной дуги.
При сварке переменным током соблюдать полярность не требуется!
— сварка током прямой полярности
— сварка током обратной полярности
Что такое прямая и обратная полярность постоянного тока (DC)?
| Полярность | |
| прямая | обратная |
| отрицательная | положительная |
| (–) | (+) |
Процесс сварки будет различаться в зависимости от направления, полярности тока: положительной (+) или отрицательной (–).
Положительная полярность постоянного тока (DC+) обеспечивает высокий уровень проплавления, в то время как отрицательная полярность постоянного тока (DC–) даст меньшее проплавление, но более высокую скорость осаждения (например, на тонком листовом металле). Различные защитные газы могут дополнительно влиять на процесс сварки.

Сварка током прямой полярности
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (+) сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с клеммой (–).

При сварке током прямой полярности основная температурная нагрузка ложится на металлическую свариваемую деталь. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
Ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).

При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу.
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте — сварочные электроды и сварочное оборудование.
Что такое прямая и обратная полярность при сварке
Для монтажа металлоизделий, ремонтных работ чаще применяют сварку постоянным током. Используя выпрямители, инверторы, можно менять полярность при сварке, регулировать зону максимального нагрева дуги. О нюансах прямого и обратного подключения полюсов стоит рассказать подробно: как подключают полюса, в каких случаях минус выводят на электрод, в чем особенность шва при прямой и обратной полярности.
Отличия в подключении
Все, кто пользовался аппаратами для электродуговой сварки, понимает, что речь пойдет о распределении полюсов между держателем и заготовкой. Полярность при сварке бывает двух типов:
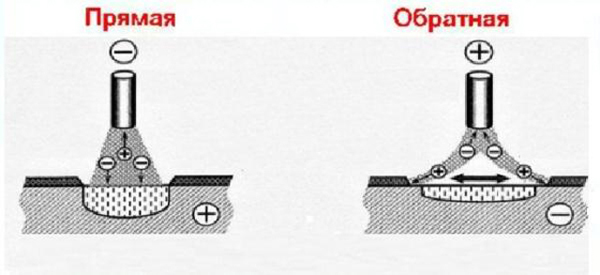
- Прямая, когда электроны движутся к заготовке (минус на электроде). Дуга получается компактной, плотной.
- Обратная, когда к держателю подключают плюс. Формируется рассеянная область контакта дуги с металлом.
Основное отличие сварки прямой и обратной полярности – локализация точки максимального разогрева. При прямой сильнее нагревается металл, при обратной – расходник. Способ подключения полюсов зависит от толщины и физических свойств металла.

Особенности прямой полярности при сварке
Сначала несколько слов об области применения прямой полярности при сварке. Она обширна, используется:
- При монтаже стального проката из углеродистых, низколегированных, специальных сталей плавящимися электродами.
- Когда сварка производится вольфрамовым неплавящимся электродом с использованием наплавочной проволоки. Тугоплавкий стержень нужен при стыковых соединениях тонких деталей, цветных металлов, его используют, работая с текучими сплавами.
- Для раскроя заготовок сварочным оборудованием.
Преимущества тока стандартного подключения клемм:
- образуется узкий шовный валик;
- за счет высокой плотности плазмы заготовка проваривается глубоко;
- выпускается большой ассортимент наплавочных электродов с различными видами покрытий;
- поддерживается стабильная дуга.
Недостатки прямого подключения:
- металл сильно разбрызгивается (плотный поток плазмы с силой ударяет по ванне расплава);
- велик риск прожога тонких деталей;
- возникают остаточные напряжения в зоне термического влияния.
Итак, при прямом подключении кабель от плюсовой клеммы присоединяется к заготовке, а от минусового гнезда выводится на держатель электрода.
Особенности обратной полярности при сварке
Сварщики-самоучки иногда непроизвольно меняют полярность тока, если невнимательно обращаются с аппаратом. Варить металл в таких случаях приходится долго, шов получается широкий, расходники быстро сгорают. Причина в том, что точка максимального разогрева дуги фокусируется на кончике электрода. При сварке обратной полярностью скорость расплавления в полтора раза ниже.
Обратную полярность при сварке используют, когда нужно аккуратно проварить металл, без прожогов. Смена полюсов нужна:
- при работе с тонкими стальными заготовками;
- цветными металлами;
- нержавеющими высоколегированными сталями;
- при флюсовой сварке;
- для ионизации защитного газа, образующегося над рабочей зоной.
Что важно учитывать:
- При смене полюсов шовный валик не такой глубокий, металл растекается по поверхности.
- Толстые заготовки при обратном подключении приходится обваривать со всех сторон для прочности соединения.
- Электроды нужны специальные, которые выдержат перегрев.
- Нужно поддерживать короткую дугу, следить, чтобы не было подрезов на деталях.
- Перемещение дуги ограничено размерами сварного шва.
Несколько советов для новичков:
- устанавливают высокое напряжение, на низком дуга скачет и прерывается;
- нельзя использовать электроды, чувствительные к перегреву;
- температуру разогрева заготовки регулируют напряжением;
- тонкие края лучше варить прерывистым швом;
- силу тока, рабочие циклы лучше настраивать вручную экспериментальным путем.
Уточняю, для обратного подключения на держатель выводится плюс, на свариваемые детали – минус.
Род тока
Особенность сварки на переменном токе в том, что при прохождении синусоиды через ноль дуга потухает, а затем снова разгорается. Человеческий глаз на высокой частоте тока этого не улавливает. Сразу напрашивается вывод: род тока влияет на стабильность дуги. Не случайно для сварки используют переменный ток высокой частоты.
Когда аппарат выдает постоянный ток, увеличиваются возможности сварки, можно менять направление движения потока электронов, влиять на плотность электрической дуги. От рода и полярности тока в конечном итоге зависит прочность образуемых соединений.
Уточняю: полярность меняется только при работе с постоянным током.
У генераторов переменного тока провода можно подключать в любой последовательности, на процесс сварки это не влияет.
При выборе электродов важно учитывать род тока. Покупая расходники, нужно внимательно изучать инструкцию, там всегда даются необходимые указания. Электроды бывают для постоянного или переменного тока и универсальные. Например, УОНИИ – для постоянного. Но удобней всего работать с универсальными стержнями, с ними меньше проблем. Подготовил необходимое количество, прогрел до указанной температуры, и за работу.
Выбор полярности
Первое, на что обращают внимание, тип электрода. Для тугоплавких, необходимых для розжига дуги, чаще нужна обратная полярность. Для работы с наплавочной проволокой выбирают только вольфрамовые стержни. Угольные не стойки к нагреву, становятся хрупкими, постоянно будут крошиться.
Второй важный критерий – толщина металла. Заготовки до 3 мм легко прожечь, лучше подключить к ним минус, чтобы анодное пятно сместилось вверх. Это правило верно для стального проката, легированных элементов, цветных сплавов, алюминия.
Главный закон при выборе полярности тока для сварки – за нагрев отвечает плюсовое гнездо. На аноде всегда выделяется больше тепла, чем на катоде. Разница огромная, при работе с тугоплавкими сталями с температурой плавления в пределах +3000°С доходит до 1000°С. То есть, если на катоде будет +3000°С, анод разогреется до +4000°С. К металлам, у которых от перегрева меняется зернистость, нарушается внутренняя структура, подключают минус.
Полярность актуальная при создании швов, работающих на изгиб, кручение. От глубины диффузного слоя напрямую зависит прочность соединения. Что необходимо помнить:
- при прямой полярности шов уходит в глубину;
- при обратной сосредоточен у поверхности, валик образуется высокий и широкий.
Зная основные правила выбора полярности, легче подбирать оптимальные сварочные режимы под различные виды заготовок. Можно добиться необходимой прочности соединения.
Полярность при работе полуавтоматом
Отличительная особенность полуавтоматических аппаратов – подача присадочной проволоки в автоматическом режиме, с фиксированной скоростью. Понятно, что в этом случае шовный валик получается аккуратным, ровненьким, ведь металл проплавляется равномерно. Для генерации тока используют инвертор – компактный преобразователь с электронной начинкой, дополнительными функциями, облегчающими процесс сварки.
Специфика автоматической сварки предусматривает несколько режимов работы оборудования:
- на открытом воздухе с присадкой, образующей шлаковый слой;
- с использованием проволоки, содержащей флюсы;
- в среде защитного газа, покрывающего рабочую зону.
Подключение клемм зависит от вида режима. Прямая подходит для обычной порошковой проволоки. На обратную переходят:
- применяя защитный газ, ионизированные молекулы отлично пропускают электроны, дуга быстро разгорается;
- используя флюсовую присадку, тепло концентрируется на кончике наплавки, флюс выгорает полностью, формируется однородный диффузный слой.
Работая с современным сварочным оборудованием, при обратном подключении клемм можно скорректировать стабильность горения дуги.
Зная особенности работы на переменном токе, можно подобрать режим сварки под размер заготовок, тип металла. Постоянный ток дает большие возможности, меняя положение полюсов, сварщик контролирует положение высокотемпературной области дуги. Смещая положение анодного пятна, получают прочные соединения на любых заготовках.
Постоянный ток обратной полярности что это?
 В зависимости от ряда факторов, сварочная дуга, подаваемая при сварке постоянным током, может иметь прямую или обратную полярность. В первом случае к обрабатываемым элементам подводится заряд «плюс», а к электроду — «минус». Обратная полярность при сварке отличается подачей к электроду «плюса» и «минуса» к детали. Подробнее о специфике методов — далее.
В зависимости от ряда факторов, сварочная дуга, подаваемая при сварке постоянным током, может иметь прямую или обратную полярность. В первом случае к обрабатываемым элементам подводится заряд «плюс», а к электроду — «минус». Обратная полярность при сварке отличается подачей к электроду «плюса» и «минуса» к детали. Подробнее о специфике методов — далее.
Особенности процессов
При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя.
Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Обратная полярность при сварке инвертором — это подача отрицательного заряда на обрабатываемый металл, а положительного — на электрод. Ситуация с выделением тепла противоположная — на расходном элементе наблюдается избыточный нагрев, а у свариваемой заготовки — недостаточный. Поэтому обратную полярность при сварке используют, если необходимо минимизировать порчу заготовки при работе, а также для деликатных работ. Она используется для неразъемных соединений таких материалов, как: нержавеющая сталь; тонколистовой металл; высокоуглеродистая, либо легированная сталь; сплавы, восприимчивые к перегреву.
Наиболее известные виды сварки, где используется подача тока обратной направленности — флюсовая электродуговая и в среде защитных газов.
Закономерности выбора
Почему для одних работ выбирается обратная, а для других — прямая полярность при сварке? Ответим на сей вопрос, рассмотрев термические особенности процесса с использованием обратной направленности.
При горении сварочной дуги на заготовке на конце электрода появляется пара участков, именуемых анодным и катодным пятнами. Разность их температур порой доходит до 800 градусов Цельсия (в пользу анодного). То есть количество тепла, выделяемое на заготовке во время работы, достаточно велико, а способ больше подходит для качественного провара швов. Примечательно, что при работе постоянным током прямой полярности скорость сгорания металла электрода ниже на 20-40%. А для переменного тока соблюдение полярности не актуально вовсе — его особенность в том, что направление тока меняется по 100 раз за единицу времени.
Достоинства и недостатки методов
Варьирование полярности по-разному отражается на деятельности электрода. Так, обратная полярность при сварке отличается следующими чертами: увеличенное поступление тепла на заготовку; качественная, глубокая проплавка свариваемой детали; электрод дольше работает (медленно плавится); разбрызгивание жидкого металла с заготовки минимизировано.
Току прямой направленности присущи следующие черты: приток тепла к заготовке минимален; проплавка детали велика, но ниже, чем при обратной полярности; рабочий элемент быстро плавится, требуя замены; металл разбрызгивается с максимальной вероятностью.
Можно ли с уверенностью утверждать, что какой-либо из способов предпочтительнее другого? Больше очевидных преимуществ у сварки током обратной полярности, однако не только достоинствами определяется выбор. Для большинства электродов рекомендованная полярность указывается на этикетке.
Правила выбора полярности
Главный критерий выбора прямой или обратной полярности при сварке — материал покрытия электродов. Например, угольные расходные элементы очень быстро разогреваются при подключении элементов обратным способом и, как следствие, разрушаются. Проволока же, не имеющая какого-либо покрытия, хорошо горит при прямой полярности, а при использовании переменного тока вовсе не горит.
Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде.
Немаловажно помнить — чем быстрее осуществляется сварочный процесс, тем ширина шва и глубина провара становятся меньше.
Какое оборудование использовать
Обратное направление востребовано в работе особыми установками. Специфика в том, что машина подает проволоку с некоторой скоростью на заготовку, поэтому возможен выбор нескольких типов сварки. Например, в среде защитных газов (когда используется аргон или углекислый газ), либо с использованием проволоки, обработанной порошком. Обратная направленность тока применима при работе с газами, прямая — когда процесс выполняется порошковой проволокой (также известной как флюсовой).
Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, подключение «держака» и «массы» меняется — на первом «плюс», на второй «минус» (обратная). Делается это для того, чтобы флюс выгорел полностью, а сварочный процесс произошел внутри образовавшегося газообразного облака. Металл будет меньше прогреваться, а разбрызгивание капель сведется к минимуму.
Прямая используется для сварки цветных металлов, когда рабочим расходным элементом выступает вольфрамовый электрод. Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
В работе с переменным током задача пользователя — своевременно менять расходные элементы. Профессионалы же или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки. Работа с инвертором позволяет выбирать один из двух известных вариантов действий. Прямая и обратная полярность при сварке выступают способами, каждый из которых имеет свои преимущества и недостатки. Выбор направления диктуется рядом факторов, главные из которых — материал расходников и используемое оборудование.

