
Пайка железа в домашних условиях
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
 Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
 Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Пайка оцинкованного железа в домашних условиях: советы от профессионалов
Пайка оцинкованного железа требует определенного под хода к процессу. Для выполнения необходим флюс. Это вещество одновременно является и растворителем, и окислителем. Дополнительно это вещество позволяет металлу смачиваться железом, так можно получить шов высокого качества. Чаще всего в качестве флюса для работы с оцинкованными деталями или изделиями в домашних условиях используют канифоль или соляную кислоту. В отдельных случаях возможно применение борной кислоты или хлористого цинка.
- Когда оцинкованный металл пригоден для паяния
- Припой для проведения домашних работ, его состав и свойства
- Оборудование для проведения работ в домашних условиях
Когда оцинкованный металл пригоден для паяния
Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Этот металл начинает плавиться при температуре в +460 о С. А при температуре +960 о С начинает испаряться. Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений. Поэтому процедуру можно проводить только при меньших показателях. Альтернативой может служить использование присадочной проволоки. В промышленных условиях процедура в этом случае проводится в защитной среде газа. Чаще используют проволоку, содержащую медь с кремнием, бронзой и алюминием. 
Эти материалы дают такие преимущества:
- сварочный шов защищен от коррозии;
- разбрызгивание в процессе выполнения пайки – минимально;
- покрытие выгорает незначительно;
- для процедуры нужны небольшие показатели тепла;
- обработка сформированного шва – проста;
- в зоне шва формируется естественная катодная защита.
Припой для проведения домашних работ, его состав и свойства
Припои принято классифицировать на твердые и мягкие. Для пайки оцинковки в домашних условиях используется только вторая группа. Если применять твердые припои, то не только невозможно добиться качественного сварного шва, но и существуют риски коробления самих изделий из оцинкованного железа. Присадочные материалы должны иметь низкую температуру плавления, точка должна располагаться ниже, чем у основного материала. Чаще всего в домашних условиях используют припой ПОС-30, это вещество на основе олова. Для него в качестве флюса лучше использовать хлористый цинк. Если поверхности были заранее облужены, то возможно использование канифоли. ПОС 30 характеризуется следующими свойствами:
- оптимальная текучесть, материалы проникают во все пространства, заполняя даже небольшие пустоты;
- сравнительно низкая температура плавления;
- ПОС 30 производятся в различных типоразмерах, что позволяет подобрать оптимальную модификацию для выполнения конкретных работ;
- высокая степень смачиваемости облегчает процесс и гарантирует более высокие качества результата;
- материалы могут использоваться для лужения заготовок;
- ПОС 30 имеет хорошую проводимость и низкое сопротивление, что позволяет использовать его для пайки небольших деталей;
- материалы после застывания жестко фиксируют детали между собой.
Соединения получаются ровными и герметичными. Швы представляют собой шары поверх основного материала. 
Если спаиваемые элементы велики, то перед пайкой их нужно облудить – покрыть поверхности тонким слоем припоя. Это же действие необходимо при пайке цилиндрических изделий, входящих друг в друга. Если это трубы, то на элемент большего диаметра припой наносится с внутренней стороны, а у детали меньшего диаметра – с внешней.
ПОС 30 состоит из 30% олова и 70% свинца. Материал имеет следующие технические параметры:
- материал начинает плавиться при +180 о С;
- полное расплавление ПОС 30 происходит при температуре +256 о С;
- плотность – 10,1 кг/м3;
- удлинение сплава в относительных показателях – 58%;
- кристаллизационный интервал – 73 о С;
- сопротивление действию на разрыв – 32 мПа.
Оборудование для проведения работ в домашних условиях
Прежде, чем задаваться вопросом, как паять оцинкованное железо в домашних условиях, нужно подготовить необходимое оборудование. Главным инструментом является обычный паяльник с жалом в форме шила. Но будут нелишними и другие приспособления. Для паяльника необходим специальный держатель или подставка, который удержит инструмент в нагретом состоянии. Для точного соединения мелких деталей понадобятся штативы с оптическими линзами. Для удаления из помещения дыма – дымопоглотители. Для удаления излишков олова понадобятся оловоотсосы. Существуют различные коммутаторы, термопасты, модули управления и адаптеры. Это оборудование позволит не только выполнять процесс пайки, но и обеспечит максимально качественный результат.
Сайт про изобретения своими руками
МозгоЧины
Сайт про изобретения своими руками
Как правильно паять металл
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
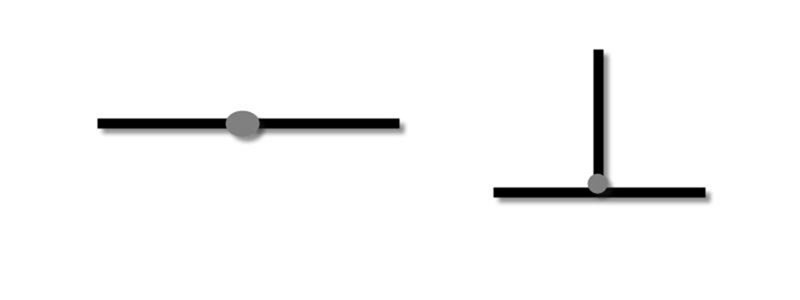

Соединение «Внахлёст»
Соединение «В замок»

Качество: Очень прочно
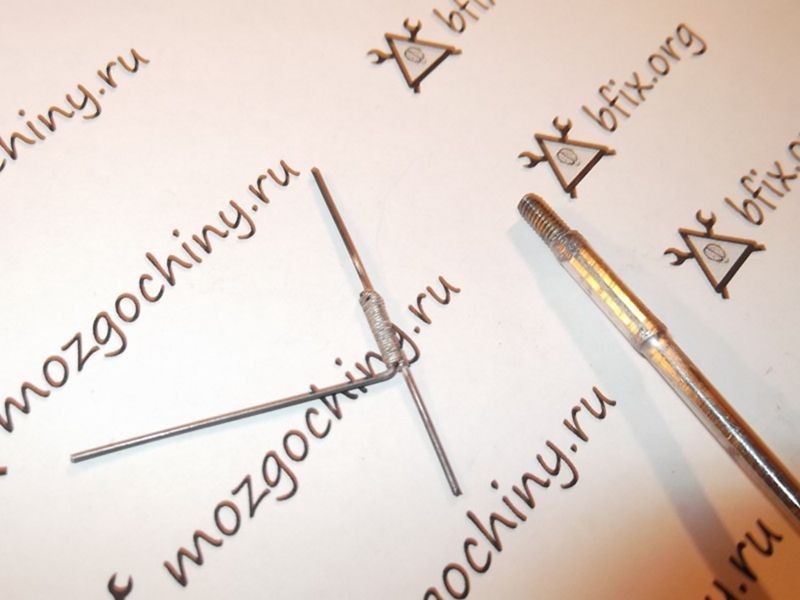
Спаивание проволоки
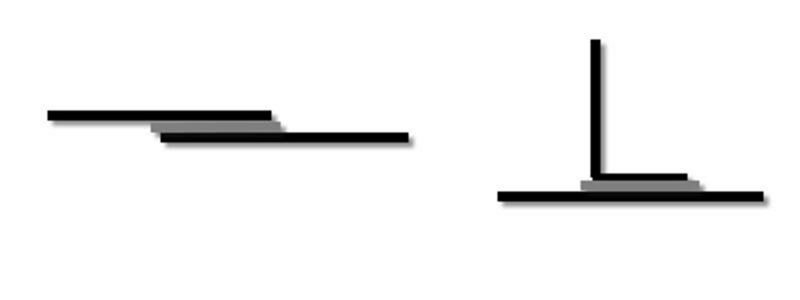
Соединение «Впритык»
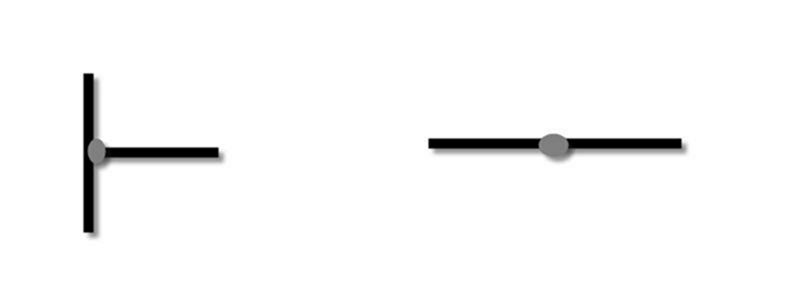
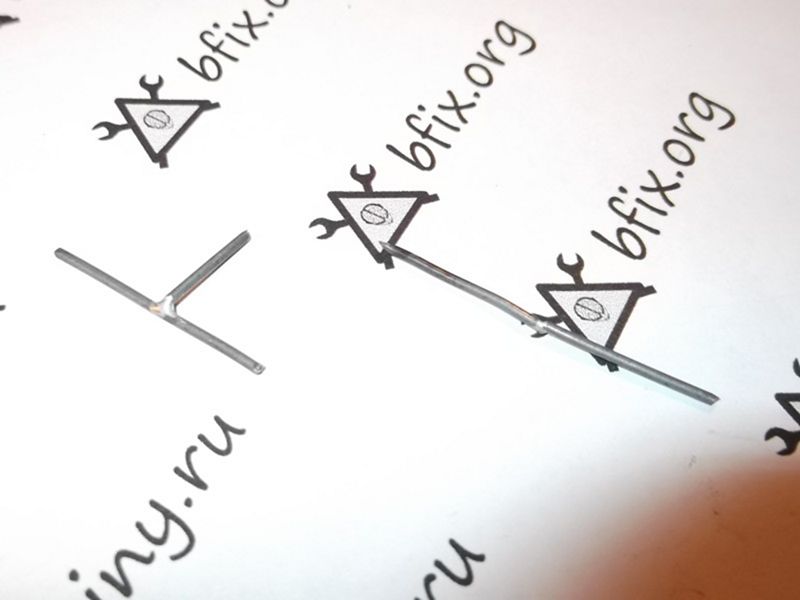
Соединение «Внахлёст»

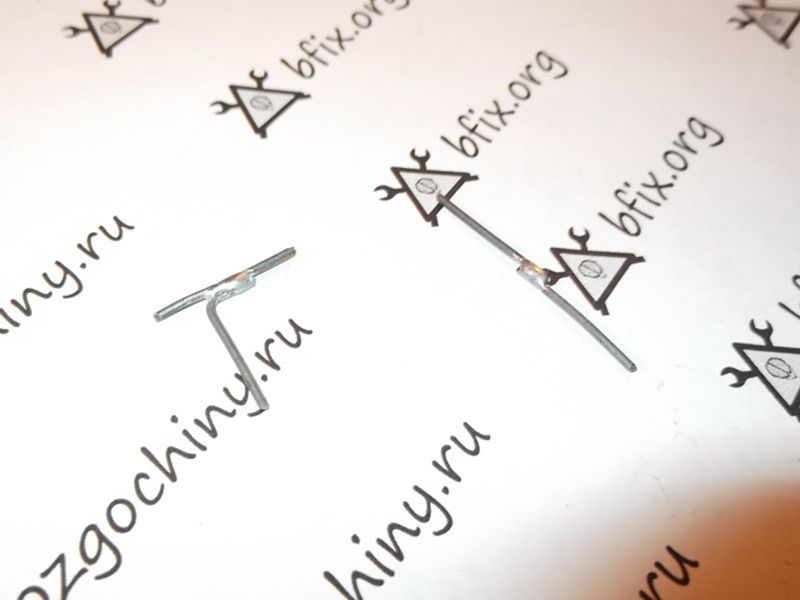
Соединение «С усилением»
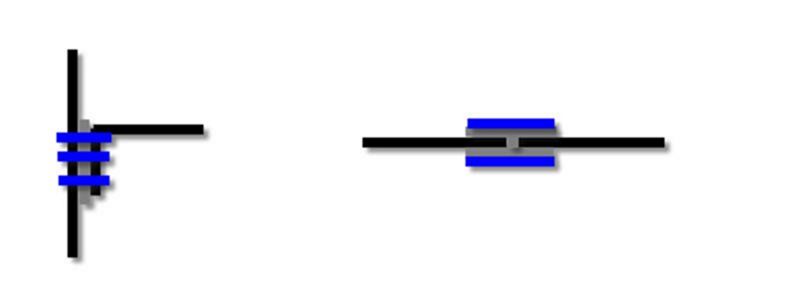
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
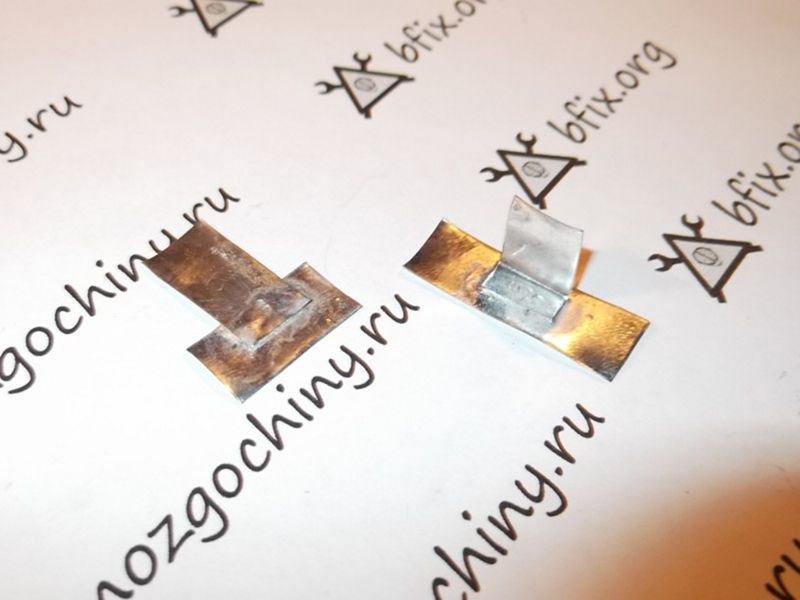
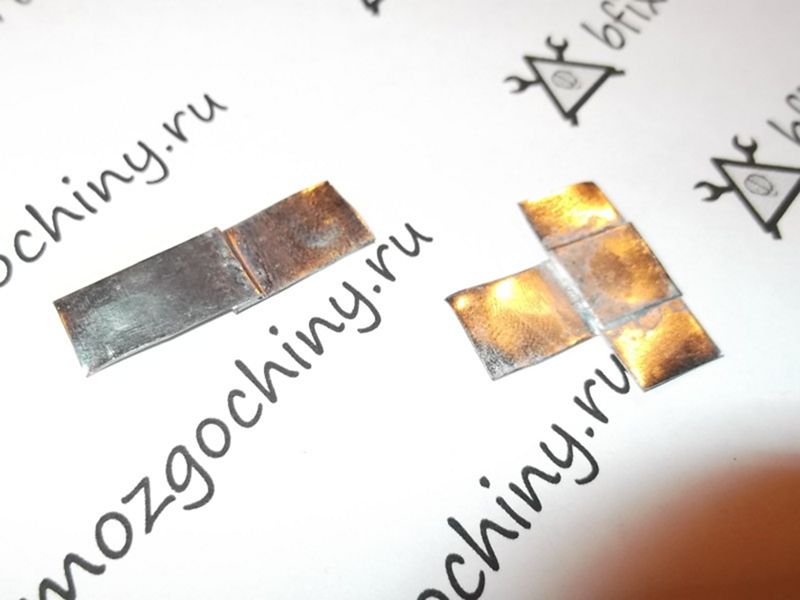
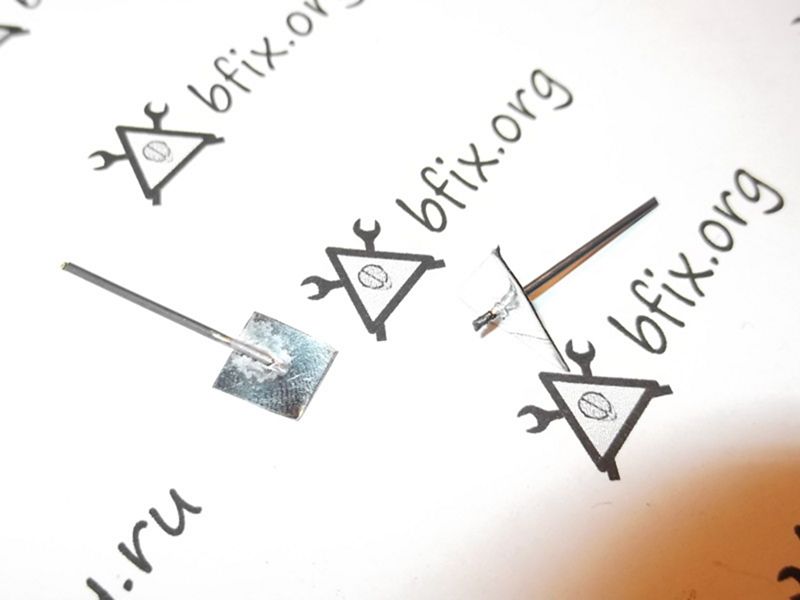
Спаивание проволоки и листового металла
Соединение «Впритык»

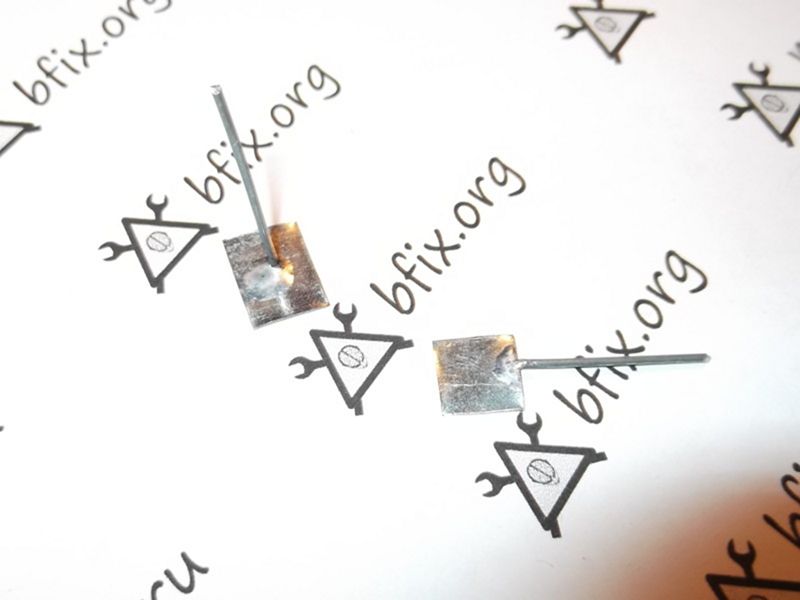
Соединение «Внахлёст»

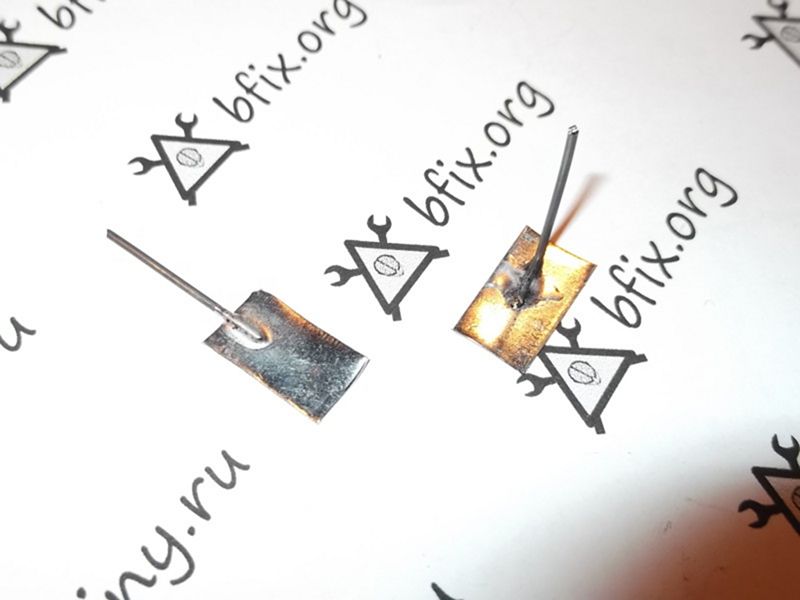
Соединение «Насквозь»

Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Пайка нержавейки в домашних условиях

Паять нержавеющий метал непросто. Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
- Как паять нержавейку оловом в домашних условиях
- Припой для нержавейки и его типы
- Флюс для пайки нержавейки и его приготовление
- Полезные советы
- Что еще нужно знать про пайку нержавейки
- Правила работы с реостатами
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.

Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.

Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.

- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.

В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.

Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.

- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.

Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Особенности пайки жестяных изделий
Как в производстве, так и в бытовых целях часто приходится сталкиваться с необходимостью соединения различных деталей. В каждом конкретном случае существует отдельная наиболее оптимальная технология, позволяющая осуществить данный процесс.
Одной из распространенных задач является работа с холоднокатаной листовой сталью. При пайке изделий из жести применяют метод с использованием свинцово-оловянных припоев.
- О пайке изделий из жести
- Технология процесса
- Итог
О пайке изделий из жести
Данный процесс достаточно распространен в изготовлении металлических емкостей. Однако нередко в бытовых условиях можно столкнуться с проблемой соединения листов из жести. Важным моментом поставленной задачи является необходимость формирования надежного герметичного шва.
При пайке изделий из холоднокатаного листового железа с помощью оловянного припоя следует иметь в наличии сплав с незначительным содержанием станума, например ПОС-40 или ПОС-18, флюс, паяльник, шило.
Флюс применяется в качестве растворителя и окислителя. Таким образом, в данном случае смачивание и защита изделия осуществляется одновременно. В роли подобного материала отлично подойдет канифоль, соляная кислота или хлористый цинк.
Наиболее подходящий инструмент в осуществлении процесса спаивания – это обычный паяльник мощностью не менее 40 ватт.
Технология процесса
Осуществляют соединение жестяных деталей в соответствии со следующими этапами:
- зачистка деталей;
- нанесение флюса;
- подготовка паяльника и лужение;
- пайка;
- обработка сформированного соединения бензином.
Свойства различных марок припоев.
Очистить соединяемые места можно механическим способом. В этих целях следует использовать наждачную бумагу или металлическую щетку. В случае наличия серьезных загрязнений, которые не удается удалить простыми методами, можно воспользоваться растворителями.
Если же и такой способ окажется недейственным, тогда следует прибегнуть к помощи соляной кислоты.
Затем приступают непосредственно к соединению. Листы железа подносят друг к другу на три десятых миллиметра. Края деталей необходимо обработать флюсом. Важно не забыть очистить жало паяльника перед работой. Выполнить такую зачистку можно с помощью простой наждачной бумаги.
Теперь проводится этап лужения. С помощью отмеченного выше ПОСа осуществляется обработка краев изделия. Это необходимо для покрытия их поверхности слоем олова, выполняющего защитные антикоррозионные функции.
Все подготовительные процедуры готовы и можно спаять две детали между собой. Жало паяльника подносится непосредственно к стыку, и с помощью оловянного припоя формируется соединение.
Важно понимать, что пайка железа оловом – процесс, требующий соблюдения техники безопасности. В связи с этим следует придерживаться основных мер предосторожности. Руки должны быть защищены специальными перчатками.
Не стоит забывать и о подставке под паяльник, чтобы исключить вероятность повреждения рабочей поверхности в результате соприкосновения разогретого жала со столом или подручным инструментом.
На первый взгляд данная процедура может показаться достаточно простой. Однако все не так просто. Относиться к ней следует с должным вниманием. Ведь даже незначительные ошибки в пайке могут привести к формированию шва низкого качества, не отвечающего ожидаемым требованиям.
Процесс спаивания жестяных изделий – трудоемкая задача. Чтобы получить качественный и надежный шов, необходимо выполнить тщательную подготовку в соответствии с инструкцией. Края изделия должны быть хорошо зачищены с использованием механических или химических методов.
Также важным является выполнение соединения с помощью паяльника мощностью не менее 40 Вт. Если правильно следовать все этапам, указанным в данной статье, тогда с пайкой жести не возникнет никаких проблем.

