
Пайка оцинковки в домашних условиях
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
 Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
 Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Как герметично пропаять шов из оцинковки?
Здравствуйте.
Собственно, субж: Как герметично пропаять шов из оцинковки?
Имеется труба из оцинковки диаметром 100 мм, оцинкованная. Как обычно, гнутая из листа, шов прямой, не знаю как у кровельщиков называется, ну край за край и молотком простукивается. Пример — шов на ведре. Оцинковка свежая.
При наливе воды внутрь (без давления) вода просачивается, где непонятно, но снизу шва капает весьма интенсивно (именно капает, не течет).
Вопрос — можно ли запаять шов герметично (чтоб вода при наливе не капала)? Параллельно вопрос возник — на ведрах же швы не текут? Никто их не паяет. Как их делают?
Паять желательно газовой горелкой, ибо длина в метрах, с паяльником колупаться долго и неясен результат. Уж если горелочкой никак, ну тогда может быть.
Труба пока не смонтирована, т.е. можно вертеть в разные стороны. Внутрь, естественно не подлезть, т.е. паять шов надо снаружи. Как добиться капиллярного затекания припоя в шов без разрывов сплошности?
Я попробовал вот так запросто — грел горелкой и проволокой припоя тыкал вдоль шва. оно вроде паяется , припой плавится, шов вроде закрывает — все как по-настоящему, вот только при наливе воды все равно капает.
В чем фишка? Как запаять, чтоб вода не капала? Нагрузок не будет,давления тоже.
Кто сам паял? прошу совета только у реально опытных джентльменов.
паять можно горелкой, я паял твердым третником (со свинцом). но трубу надо предварительно греть, и весьма долго.
на ведрах герметичный шов получают грамотной «гибкой в замОк» » > .
sanya1965 написал :
паять можно горелкой, я паял твердым третником (со свинцом). но трубу надо предварительно греть, и весьма долго.
на ведрах герметичный шов получают грамотной «гибкой в замОк» » > .
Ну понятное дело. Труба куплена готовой, не сам же я ее делал — обложил лист вокруг бревна и ё. л молотком пару раз. Как раз этот замок и присутствует. С виду как настоящий.
Однако что такое «надо греть и весьма долго»? Что такое надо и весьма? Где критерий достаточности прогрева?
Я грел, и все паялось с виду очень хорошо однако же негерметично.
Вы говорите, вы паяли, и напоминаете, что паять можно горелкой. Вот и интернет уверяет, что паять запросто нет проблем.
А что, кто-то сомневался, что можно? А вы чем паяли? Паяльником?
При нагреве горелкой (синим восстановительным пламенем) визуально цвет поверхности не меняется, поэтому — как определить степень нагрева — непонятно. Кроме того, заметил, что при прогреве цинк из покрытия плавится, и сбегает вниз слезками. Мой припой по поверхности прекрасно растекается и в шов затекает.
Все по-взрослому. Только вот водичка капает. Не знает про пайку.
При 450 цельсиях цинк плавится, при 800 градусах — уже испаряется. Обе температуры ерундовые для горелки, визуально не различить.
Я прошу практического совета, как добиться образования герметичного шва при пропайке кровельного оцинкованного замка газовой ГОРЕЛКОЙ. От тех, кто реально умеет паять. В москве готов деньги заплатить за герметичную пайку или за науку. Пиво поставить.
Т-34 написал :
Как добиться капиллярного затекания припоя в шов без разрывов сплошности?
Использовать флюс для пайки 
Двумя 100-ваттными. Флюс у Вас какой?
Викторыч написал :
Двумя 100-ваттными. Флюс у Вас какой?
У меня ФИМ. По описанию кислота фосфорная (видимо, ортофосфорная).
Я понял, что вы паяли паяльником. Но еще раз говорю — мне паять надо ГОРЕЛКОЙ газовой.
Кислота испаряется почти мгновенно, оставляя черные козявки на поверхности.
в магазине инженерной сантехники купите флюс для пайки медных труб. штука замечательная во всех отношениях -паста с мелкой крошкой припоя, с кислотой поэтому лучше потом промойте содовым раствором.хотя сантехники ,я видел ,ничё не моют. там же купите и припой.паяется ,этим флюсом почти всё,не люминь конечно,но нихром к примеру я подпайвал им.да и вообще этот флюс у меня всегда под рукой.ну, ещё шов проидите маленькой кордщёткой предварительно. паять можно горелкой газовой или элетропаяником.я иногда старым утюгом подогреваю рядом или снизу шва.
Т-34 написал :
Но еще раз говорю — мне паять надо ГОРЕЛКОЙ газовой.
Ведра паяли медным «топориком», нагреваемым паяльной лампой. Вы можете нагревать газовой горелкой.
В качестве флюса можно канифоль, буру, нейтральный паяльный жир применить. Подробнее здесь: » >
volodrez написал :
в магазине инженерной сантехники купите флюс для пайки медных труб. штука замечательная во всех отношениях -паста с мелкой крошкой припоя, с кислотой поэтому лучше потом промойте содовым раствором.хотя сантехники ,я видел ,ничё не моют. там же купите и припой.паяется ,этим флюсом почти всё,не люминь конечно,но нихром к примеру я подпайвал им.да и вообще этот флюс у меня всегда под рукой.ну, ещё шов проидите маленькой кордщёткой предварительно. паять можно горелкой газовой или элетропаяником.я иногда старым утюгом подогреваю рядом или снизу шва.
Ребята, кто паял горелкой оцинковку? Причем тут флюс для меди? Я прекрасно умею паять медь, в том числе и горелкой.
Кто сам паял фальцованный шов из оцинковки?
Вопрос облуживания не вызывает вопросов. Вопрос вызывает герметичность пайки, чтоб вода не капала.
Подогревать старым утюгом — вы вообще читаете вопрос, о чем речь? Или это вам не важно?
Труба диаметром 100 мм.
Т-34 у Вас что ни пост то истерика.течёт — потому что ни фига Вы паять не умеете.шов нужно было обезжирить,потом обработать кислотным флюсом и пройти по шву медным жалом с припоем.флюс -пасту я Вам посоветовал кислотную ,она прекрасно подготавливает поверхность не только меди ,но и других металлов.Вам на кусочках надо руку набить ,а уж потом трубы .силиконом,эпоксидкой пройдите Ваш шов несчастный.
HotSummer написал :
Ведра паяли медным «топориком», нагреваемым паяльной лампой. Вы можете нагревать газовой горелкой.
правильно, на нагретом топорике медном легко контролировать состояние припоя и переносить его в шов,при этом не сжигается-сплавляеся цинк в соседней с пайкой областью.
HotSummer написал :
В качестве флюса можно канифоль, буру, нейтральный паяльный жир применить.
с бурой не связывался,для меня это что-то до-историческое .а нейтральные флюсы не катят,на оцинковке образуется оксидная плёнка мешающая прилипанию припоя и разрушить эту плёнку
может кислотный флюс.
volodrez написал :
с бурой не связывался,для меня это что-то до-историческое
Нормальный флюс но для пайки твердыми припоями.
Для оловянных припоев не годится.
volodrez написал :
у Вас что ни пост то истерика.течёт — потому что ни фига Вы паять не умеете.шов нужно было обезжирить,потом обработать кислотным флюсом и пройти по шву медным жалом с припоем.флюс -пасту я Вам посоветовал кислотную ,она прекрасно подготавливает поверхность не только меди ,но и других металлов.Вам на кусочках надо руку набить ,а уж потом трубы .силиконом,эпоксидкой пройдите Ваш шов несчастный.
Несколько раз написано- пробовал и кислоту, и пасту для меди Sahna. Медь паяет чудесно, капиллярное затекание супер. Холодильник для дистиллятора — чудо, ни капли протечки при любом давлении магистрали. Просто прелесть.
Но я-то здесь спросил об оцинковке. Пригласил поделиться тех, кто реально умеет паять ***.
Ваш глубокий вывод про мое неумение паять — да разве я тут письками меряюсь, кто как умеет? Я спросил конкретную информацию, потому что именно вот такой шов паять я не умею. Ну, не умею, ну и что?
Вам то что? Я ж просил ответить знающих людей, тех, кто умеет, вы-то тут при чем?
Обезжирить — это как? Ну вот как в реальности? Разогнуть замок, почистить, обезжирить, облудить, и потом обратно его фальцевать? Ценнейший совет, что и говорить. ***
Мне нужно один раз вот щас оцинкованную трубу запаять, заткнуть течь воды — конкретное решение требуется, на этой неделе надо сделать.
Сотый раз вопрошаю — КТО реально УМЕЕТ паять именно замок кровельного шва? Сделайте или научите, деньги заплачу!
***
Нечего сказать — и не надо говорить всякую. другую информацию.
К вам лично я не имеют никаких претензий, знать вас не знаю, мы незнакомы. Или я таки ж ошибаюсь?
Пайка оцинкованного железа в домашних условиях: советы от профессионалов
Пайка оцинкованного железа требует определенного под хода к процессу. Для выполнения необходим флюс. Это вещество одновременно является и растворителем, и окислителем. Дополнительно это вещество позволяет металлу смачиваться железом, так можно получить шов высокого качества. Чаще всего в качестве флюса для работы с оцинкованными деталями или изделиями в домашних условиях используют канифоль или соляную кислоту. В отдельных случаях возможно применение борной кислоты или хлористого цинка.
- Когда оцинкованный металл пригоден для паяния
- Припой для проведения домашних работ, его состав и свойства
- Оборудование для проведения работ в домашних условиях
Когда оцинкованный металл пригоден для паяния
Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Этот металл начинает плавиться при температуре в +460 оС. А при температуре +960 оС начинает испаряться. Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений. Поэтому процедуру можно проводить только при меньших показателях. Альтернативой может служить использование присадочной проволоки. В промышленных условиях процедура в этом случае проводится в защитной среде газа. Чаще используют проволоку, содержащую медь с кремнием, бронзой и алюминием. 
Эти материалы дают такие преимущества:
- сварочный шов защищен от коррозии,
- разбрызгивание в процессе выполнения пайки – минимально,
- покрытие выгорает незначительно,
- для процедуры нужны небольшие показатели тепла,
- обработка сформированного шва – проста,
- в зоне шва формируется естественная катодная защита.
Припой для проведения домашних работ, его состав и свойства
Припои принято классифицировать на твердые и мягкие. Для пайки оцинковки в домашних условиях используется только вторая группа. Если применять твердые припои, то не только невозможно добиться качественного сварного шва, но и существуют риски коробления самих изделий из оцинкованного железа. Присадочные материалы должны иметь низкую температуру плавления, точка должна располагаться ниже, чем у основного материала. Чаще всего в домашних условиях используют припой ПОС-30, это вещество на основе олова. Для него в качестве флюса лучше использовать хлористый цинк. Если поверхности были заранее облужены, то возможно использование канифоли. ПОС 30 характеризуется следующими свойствами:
- оптимальная текучесть, материалы проникают во все пространства, заполняя даже небольшие пустоты,
- сравнительно низкая температура плавления,
- ПОС 30 производятся в различных типоразмерах, что позволяет подобрать оптимальную модификацию для выполнения конкретных работ,
- высокая степень смачиваемости облегчает процесс и гарантирует более высокие качества результата,
- материалы могут использоваться для лужения заготовок,
- ПОС 30 имеет хорошую проводимость и низкое сопротивление, что позволяет использовать его для пайки небольших деталей,
- материалы после застывания жестко фиксируют детали между собой.
Соединения получаются ровными и герметичными. Швы представляют собой шары поверх основного материала. 
Если спаиваемые элементы велики, то перед пайкой их нужно облудить – покрыть поверхности тонким слоем припоя. Это же действие необходимо при пайке цилиндрических изделий, входящих друг в друга. Если это трубы, то на элемент большего диаметра припой наносится с внутренней стороны, а у детали меньшего диаметра – с внешней.
ПОС 30 состоит из 30% олова и 70% свинца. Материал имеет следующие технические параметры:
- материал начинает плавиться при +180 оС,
- полное расплавление ПОС 30 происходит при температуре +256 оС,
- плотность – 10,1 кг/м3,
- удлинение сплава в относительных показателях – 58%,
- кристаллизационный интервал – 73 оС,
- сопротивление действию на разрыв – 32 мПа.
Оборудование для проведения работ в домашних условиях
Прежде, чем задаваться вопросом, как паять оцинкованное железо в домашних условиях, нужно подготовить необходимое оборудование. Главным инструментом является обычный паяльник с жалом в форме шила. Но будут нелишними и другие приспособления. Для паяльника необходим специальный держатель или подставка, который удержит инструмент в нагретом состоянии. Для точного соединения мелких деталей понадобятся штативы с оптическими линзами. Для удаления из помещения дыма – дымопоглотители. Для удаления излишков олова понадобятся оловоотсосы. Существуют различные коммутаторы, термопасты, модули управления и адаптеры. Это оборудование позволит не только выполнять процесс пайки, но и обеспечит максимально качественный результат.
КАК ВАРИТЬ ОЦИНКОВКУ ПРАВИЛЬНО: ПРАВИЛА И СОВЕТЫ
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
- Что нужно учитывать при сварке оцинковки
- Этапы работы с оцинковкой
- Какие есть виды проволоки для сварки
- Общие правила и рекомендации для сварки оцинковки
- Виды сварки оцинкованной стали
- Как варить оцинковку: вывод
- Как варить оцинковку: видео
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
- При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
- Проникая в основу, выделяемые пары разрушают структуру металла;
- Происходит нарушение шва оцинковки;
- Токсичные пары поступают в окружающее пространство.

Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
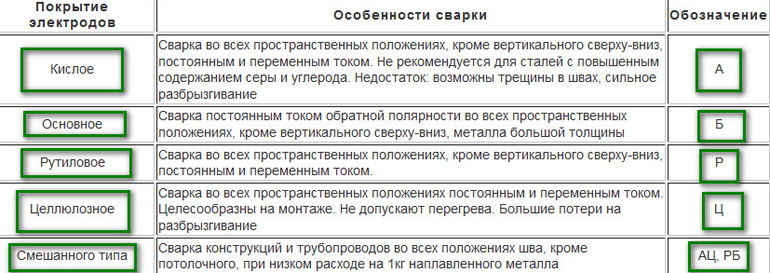
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
- С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.

КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
- Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
- CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
- CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.

- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.

Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.

КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
Технологические особенности сварки оцинкованных труб
Срок службы стальной трубы возрастает на порядок, если ее покрыть защитным слоем цинка. Однако процесс сварки оцинкованных труб имеет свои технологические особенности, несоблюдение которых приводит к быстрому износу трубы в месте стыка и угрожает здоровью сварщика. Существует несколько способов безопасной и качественной сварки оцинкованного металла. Выбор конкретной технологии зависит от локации работ, квалификации сварщика и наличия определенного сварочного оборудования.

Проблемы соединения цинковых труб с помощью сварки
Есть три стороны проблемы сварки оцинкованного металла. Первая состоит в том, что цинк при попадании в дыхательные пути рабочего может вызвать остановку дыхания. Температура сваривания стали колеблется около 1200 градусов. При этом цинковое покрытие начинает испаряться уже при температуре чуть выше 900 градусов.
Обратите внимание! Сварочные работы оцинкованных материалов требуется проводить в специальной защитной одежде: респиратор, сварочная маска и теплоизоляционные перчатки.
Если сварочные работы проводят в закрытом помещении, то необходимо обеспечить эффективную вентиляцию.
Вторая проблема в том, что присутствие расплавленного цинка ухудшает качество стыка. Оцинковка смешивается с основным сплавом, встраиваясь в кристаллическую решетку и ослабляя ее. Интенсивное испарение цинкового покрытия становится причиной образования пузырей, полостей, неоднородности сварочного шва.
Казалось бы, что удалив оцинковку в месте стыка, можно безопасно и качественно соединить трубы. Однако здесь кроется третья проблема – локальное удаление оцинковки приводит к быстрому износу коммуникаций в месте стыка.
Технологии выполнения сварки для оцинкованных изделий
Технологи предлагают несколько путей решения проблемы сварки оцинкованных труб:
- предварительное удаление защитного покрытия с последующим его восстановлением;
- снижение температуры сварки;
- сокращение времени сварочных работ;
- предотвращение испарения цинка использованием флюса.
Зачистку зоны проведения работ проводят либо механическим способом, либо химическим. В первом случае используют болгарку с металлической щеткой или абразивный круг. Здесь трудно контролировать локальность удаления защиты. Химическое удаление оцинковки проводят обработкой места стыка раствором соляной кислоты. Ее наносят аккуратно, небольшими порциями, без повреждения основного металла.
Выбор электродов
Процесс сварки оцинкованных труб мало отличается от сварки черного металла. Технологическая особенность работ заключается в сокращении времени сварки при одновременном увеличении силы тока процесса. Достичь этого позволяют электроды с рутиловым покрытием.

Рутиловые электроды
Рутиловые электроды – это электроды, покрытие которых состоит из оксида титана с примесями алюмосиликатов и карбонатов.
Обратите внимание! Сварочные работы рутиловыми электродами можно начинать только после их предварительного прогревания при температуре в 200 градусов и суточной выдержки после.
Преимущества электродов с рутиловым покрытием:
- наличие оксида титана облегчает процесс зажигания электрода в начале работы или при его затухании в процессе работы;
- характеристика сварочной дуги позволяют получить качественный шов, без непровара, трещин, с высокой устойчивостью к износу;
- минимальное разбрызгивание металла уменьшает потери расплавленного металла.
Наличие железного порошка в рутиловом покрытии снижает уровень легирования стали, что повышает прочность полученного соединения.
Расшифровка и обозначение электродов
Основные электроды
Электроды с основным покрытие используют для сварки толстостенных труб из низколегированной стали. Порошковое покрытие здесь имеет сложный состав из ферросплавов, фторида кальция, соединений магния.
Процесс варки сопровождается выделением окислов углерода, которые защищают расплавленный металл от разрушающего воздействия кислорода воздуха и водорода.
Технология электродуговой сварки оцинкованных труб
Кроме правильного выбора типа электродов, на качество шва влияет квалификация сварщика. Процесс требует аккуратной, но быстрой работы. При замедлении процесса легко прожечь соединение насквозь. При быстром ведении электрода шов получается с непроварами.
К таким же дефектам стыка приводит неправильный выбор диаметра электродов. Мощность электрической дуги напрямую зависит от толщины проволоки электрода. Для труб со стенкой в 1,5-3 мм оптимальным диаметром будет проволока в 2-3 мм.
Обратите внимание! Оптимальную скорость сваривания оцинкованных труб не устанавливают распоряжением. Квалифицированный сварщик приобретает навыки ведения электрода опытным путем.
Особенности соединения оцинкованных труб сварным методом:
- Тонкостенные трубы соединяют без предварительной обработки торцов.
- Для соединения толстостенных труб потребуется предварительно снять фаску. Делать это нужно частично, без образования острого края. Частичный скос кромки при соединении торцов встык должен обеспечить образование канавки, которая и заполняется при сварке.
- Электроды подбирают по толщине стенки трубы. Номер газовой горелки для оцинковки выбирают на два размера меньше, чем при сварке черного металла.
- В процессе пайки без удаления цинкового слоя следует следить за тем, чтобы напыление не «кипело».
- При работе горелкой пламя направляют на припой, а не на трубы.
- После сварки излишки флюса удаляют.
Попадание флюса внутрь трубы при работе на водопроводных коммуникациях безопасно для человека, поскольку он легко вымывается водой и не ядовит.
Газосварка оцинковки
Сварку оцинкованных труб без нарушения защитного покрытия осуществляют газовой горелкой с использованием флюса «HLS-B». Его наносят на торцы труб для понижения температуры нагрева цинкового слоя. В результате цинк не испаряется в процессе, а расплавляется под флюсом, оставаясь на поверхности трубы.
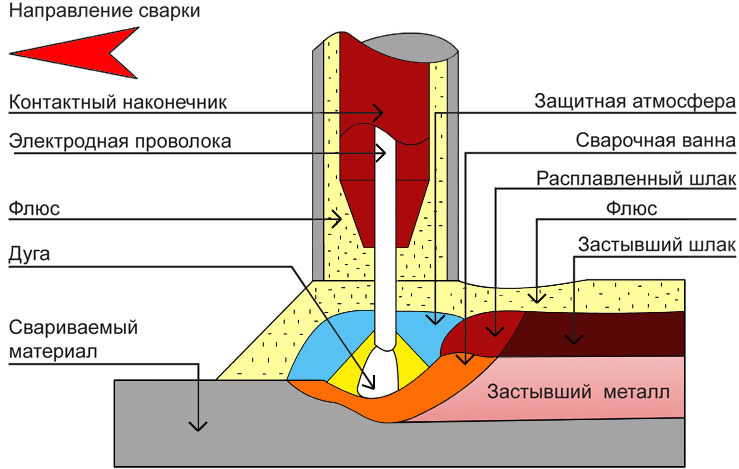
Кромка трубы нуждается в предварительном очищении и обезжиривании. Торцы труб прогревают на расстояние до 30 см от края. Флюс наносят на расстоянии в 2 см от торца трубы толстым слоем. Начальная его консистенция – густая паста. Нагревом его доводят до полужидкой консистенции. Определить готовность флюса к началу работ позволяет изменение его цвета.
Обратите внимание! Флюс при нагревании сначала приобретает желтоватый оттенок, затем становится молочно-белым. Начинать сварку следует после того, как флюс станет прозрачным и гелеобразным.
Нанесение защитного покрытия
Восстановление оцинковки в условиях заводского цеха проводят катодным напылением. Процесс имеет электрохимическую природу, а потому неприменим в полевых условия. При монтаже бытовых коммуникаций альтернативной защитой служит покраска труб. Покрытие требует постоянного контроля и обновления при ржавлении труб.
Более стойкий защитный эффект оказывает краска с содержанием цинковой пыли более 90%. Наносят ее с помощью обыкновенной кисти. Существует способ восстановить цинковое покрытие наплавлением на поверхность стыка химически чистой цинковой проволоки.

