
Литье из латуни в домашних условиях
Особенности литья латуни
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы. Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера. Проводить его можно на предприятии или в домашних условиях.
 Литье латуни
Литье латуни
Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м 3 .
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
История технологии
Историки говорят о том, что латунь появилась одновременно с бронзой. Из сплавов изготавливали украшения, наконечники для орудий труда, оружия, посуду, столовые приборы.
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.
 Изделие из латуни
Изделие из латуни
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
- Формовочные композиции. Изготавливаются из огнеупорных материалов. Форма выбирается зависимо от требуемого готового изделия.
- Специальные щипцы, с помощью которых делали извлекаются из форм после застывания.
- Нагревательное оборудование. Можно использовать покупную модель или изготовить печь самостоятельно. Для сборки понадобится шамотный кирпич, огнеупорная мастика. Для нагревания можно использовать газовую горелку или проволоку из нихрома.
- Тигель — емкость, которая заполняется расходными материалами. Они плавятся во время нагревания. Затем мастер переливает расплавленные металлы в подготовленную заранее форму. Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
 Поверхность отливки
Поверхность отливки
Проведение работ
Чтобы расплавить латунь в домашних условиях, сделать качественную отливку, необходимо точно следовать технологическому процессу, не менять этапы местами. Проведение работ:
- Тигель заполняется измельченными расходными материалами. Желательно, чтобы их размер был как можно мельче. От этого будет зависеть скорость процесса плавки.
- Щипцами ёмкость помещается в печь. Нагревательные элементы включаются.
- Тигель разогревается до тех пор, пока все куски металла не расплавятся.
- Тигель вынимается из печи. На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.
- Останется перелить расплавленный сплав в форму, подождать остывания.
Если форма одноразовая, нужно разбить её молотком или разломать любым инструментом. Многоразовые конструкции разъединяются.
При литье нужно учитывать правила техники безопасности:
- Надевать защитные перчатки и одежду, изготовленную из жаропрочных материалов.
- Защитные очки уберегут глаза от испарений, капель расплавленного металла.
- Помещение должно проветриваться. Пары, концентрирующиеся во время плавления металлов, могут навредить здоровью
- Исключить контакт нагревательных элементов с легковоспламеняющимися жидкостями, материалами, веществами.
Соблюдая правила техники безопасности можно обезопасить себя от получения травм.
Литье латуни — технологический процесс, который можно повторить в домашних условиях. Для этого нужно подготовить оборудование, собрать самодельную печь, сделать формы, поэтапно выполнить плавку, отливку. Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ
Латунь — широкоизвестный металл, использующийся во многих промышленных сферах жизни благодаря своим техническим и технологическим характеристикам и свойствам. Однако зачастую люди задаются вопросом: «как расплавить латунь в домашних условиях?». В данной статье мы постараемся дать максимально расширенный ответ на данный вопрос и раскрыть все тонкости плавки латуни в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Основные виды латуни
- Способы обработки латуни
- Свойства латуни
- Влияние других металлов на латунь
- Что нужно знать перед плавлением латуни
- Способы расплавить латунь дома
- Как расплавить латунь в домашних условиях: пошаговая инструкция
- Применение в промышленности
- Техника безопаности при плавке латуни
- Итог: как расплавить латунь в домашних условиях
Латунь признана одним из самых востребованных в народном хозяйстве и промышленности материалом, благодаря своим высокими показателям текучести, пластичности, деформируемости и лояльности к обработке многими способами. По своему составу латунь является сплавом меди и цинка. Характерное процентное соотношение составляет до 70% меди и около 30% цинка. Содержание меди практически всегда составляет основную часть сплава, в то время, как количественная составляющая цинка может варьировать от 20 до 45%.
Именно процентное содержание цинка придает сплаву цветовую гамму (от золотистой до зеленой) и способно изменить степень пластичности и твердости. В некоторых случаях к основным составляющим примешиваются добавки, придающие дополнительные свойства сплаву.

ОСНОВНЫЕ ТИПЫ ЛАТУНИ
На основании вышеперечисленного, латунь принято делить на два основных типа.
Двухкомпонентная
Ключевую лигирующую роль в сплаве играет цинк. Маркировка латуни в таких сплавах включает буквенное и цифровое, указывающее на процентное содержание меди обозначения: например, Л63.
Многокомпонентная латунь
Кроме основных составляющих, в таком сплаве присутствуют дополнительные добавки, призванные изменить цветовую гамму, или некоторые свойства материала. Чаще всего в качестве таких дополнений используют свинец, никель, алюминий, олово и марганец. В этом случае маркировка дополняется еще одним буквенно-цифровым обозначением, определяющим входящий в структуру компонент-усилитель и процент его содержания соответственно:ЛО63-3. Где Л-латунь, 63-ее процентное содержание, О-олово, 3- процент оловянного компонента. Оставшиеся 34% в этом случае приходятся на содержание цинка.
СПОСОБЫ ОБРАБОТКИ ЛАТУНИ
Способы обработки делят сплавы латуни на:

Деформируемые (проволока, листовые образцы, прут, труба);

Литейные (арматура, подшипниковые заготовки, приборные аппараты);
СВОЙСТВА ЛАТУНИ
Отвечая на вопрос, как расплавить латунь в домашних условиях, следует изучить свойства латуни:
- Высокая степень пластичности. Данный параметр позволяет обрабатывать латунь как штамповочным, так и методом точения;
- Высочайшая степень устойчивости к коррозийным разрушениям позволяет использовать изделия из латуни даже при прямом контакте с водой и при повышенных показателях влажности;
- Высокие антифрикционные свойства латуни делают ее пригодной в использовании при достаточно высоких показателях трения;
- Хорошая свариваемость допускает использование при получении сочетанных материалов;
- Сплав допускает возможность нанесения различных типов покрытий, в том числе и декорирующих;
- Высокие показатели эстетичности допускают использование в изготовлении предметов декора и украшений. Двухкомпонентные латуни имеющие в своем составе до 97 процентов меди, называют красными. Второе их название «томпак». Латунь с процентным содержанием меди не превышающим 35, называют желтой. Подобные цветовые вариации делают латунь весьма привлекательной с эстетической точки зрения;
- Высокая степень текучести при воздействии высоких температур позволяет использовать латунь при производстве контурно сложных изделий;
- Сплавы латуни хорошо поддаются воздействию давлением вне зависимости от температурного режима;
- Высокая теплопроводность, зависящая от процентного содержания меди;
- Сплав относится к не магнитящимся.
ВЛИЯНИЕ ДРУГИХ МЕТАЛЛОВ НА ЛАТУНЬ
Действие, оказываемое лигирующими добавками, следующее:






Отдельно стоит акцентировать внимание на условия расплавления латуни. Неверно созданные условия могут спровоцировать утрату свойств сплава и значительно усложнить ход процесса.
ЧТО НУЖНО ЗНАТЬ ПЕРЕД ПЛАВЛЕНИЕМ ЛАТУНИ
Температурные показатели плавления латуни составляют 880-950 градусов. Показатели могут меняться соответственно химическим составляющим сплава. Стоит учитывать, что температурная кривая плавления латуни может не совпадать с температурными показателями литья. Ярким примером являются свинцовые латуни. В данном случае температура плавления и литья варьирует в разнице 145-185 градусов. Ярким примером является сплав ЛС 59-1, когда температура плавления составляет 885 градусов, а показатели литья 1030-1080 градусов. Причем подобное расхождение касается именно многокомпонентных сплавов, у двухкомпонентных эти показатели совпадают.
Показатели удельной теплоемкости латуни составляют 380 ДЖ. Иначе говоря, чтобы произвести нагревание 380кг до 1 градуса, необходимо потратить 1ДЖ.
СПОСОБЫ ПЛАВЛЕНИЯ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Плавление латуни в домашних условиях может происходить в нескольких вариантах, в зависимости от используемого оборудования.
Плавка латуни газовой горелкой
Установка горелки производится в вертикальном положении под тиглем. Тигель может быть как готовым, изготовленным из керамики, или графита, с допустимо выдерживаемой температурой в 1300 градусов, так и изготовленный в бытовых условиях из кремнезема, жидкого стекла, или шамотной крошки. Нагреваемую зону экранируют листом железа, или иным огнеупорным материалом. Для крепления изделия создается прочная подставка.
Формы для деталей изготавливают из:
- Гипса;
- Смеси цемента и тормозного компонента.
Плавка латуни в домашней печи
Чаще всего печи изготавливают из качественного огнеупорного кирпича. Нагревательный элемент создается из индукционных нагревательных приборов, представляющих собой керамические трубки с обмоткой из нихромовой проволоки. Температурные показатели таких нагревателей могут доходить до 1000 градусов и более. Электрическое питание должно быть не менее 25-30 кВТ.

КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ: ПОШАГОВАЯ ИНСТРУКЦИЯ
Отвечая на вопрос: «как расплавить латунь в домашних условиях«, мы предлагаем вам ознакомиться со следующей инструкцией:
- Подготовка лома. Лом нарезается максимально маленькими кусками для ускорения процесса плавления. Подготовленный лом просушивают, чтобы избежать расплескивания.
- Формы устанавливаются на подставку, или выровненный песок и прогреваются.
- Тигель накаливается до приобретения желтого свечения. При достижении необходимой степени нагрева, производится загрузка латунного лома и присыпка его древесным углем мелкой фракции.
- Тигель загружается в печь. Температура постепенно поднимается до достижения 950 градусов. Перемешивание расплавленного материала запрещено. Это связано с возможностью образования окислительных процессов, увеличивающих процент отходов.
- После завершения плавления, с поверхности снимают окалину и шлак.
- Заполнение форм. Перелитый из тигля материал оставляют для схватывания.
Загрузка сплава большими порциями нежелательна. Для достижения наилучших результатов, плавление производится порциями по 30-50 грамм. Необходимо учесть, что розливу подлежит только полностью расплавленный материал. Поверхностная пленка должна быть удалена.
ПРИМЕНЕНИЕ В ПРОМЫШЛЕННОСТИ
- Ювелирные изделия. По внешнему виду и некоторым структурным характеристикам латунь имеет сходство с золотом. Именно поэтому она является тренировочным вариантом для ювелиров и популярным материалом у изготовителей бижутерии.
- Предметы декорирования мебели и интерьера.
- Томпак получил широкое применение в теплотехнической и химической аппаратуре при изготовлении змеевиков, трубок и сифонов.
- В изготовлении фитингов используют литьевые типы латуни.
- В качестве материала для часовых деталей и элементов крепежа.
- Сплавы усиленные устойчивыми к коррозии компонентами используются при изготовлении приборных корпусов, профилей и труб.
- Сплавы, хорошо поддающиеся деформациям, используют при производстве водопроводных развилок, смесителей разводных кранов.
ТЕХНИКА БЕЗОПАСНОСТИ ВО ВРЕМЯ ПЛАВКИ ЛАТУНИ
Во время процесса плавки латуни в домашних условиях, или же на промышленных предприятиях, необходимо соблюдать меры осторожности.
- Выемка форм производится щипцами с длинными ручками.
- Рабочая одежда должна быть изготовлена из негорючих, или трудногорючих тканей и закрывать максимальную площадь.
- Лицо должно быть защищено цельнолитой маской, или очками и маской-забралом.
- Процесс литья производится при условии обеспечения качественной вентиляции.
- Окружающие поверхности необходимо изолировать при помощи негорючих покрытий. Самым популярным и доступным вариантом такого покрытия является асбест.
- Все манипуляции с расплавленным сплавом осуществляются над заранее подготовленным песком.
- Присутствие влаги не допустимо в связи с риском разбрызгивания расплавленного материала.

Время плавления сплава напрямую зависит от его состава, а конечный результат от соблюдения всех необходимых условий. По завершении процесса и полного остывания заготовки, ей придается надлежащий вид. Достигается это путем очистки и шлифовки.
ИТОГ: КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ
Для того, чтобы разобраться, как расплавить латунь в домашних условиях, стоит изготовить тренировочную партию заготовок самых малых размеров. Только после полного освоения всех нюансов, можно перейти к расплавлению больших объемов.
Литье бронзы
Литье бронзы используется издревле. На протяжении многих столетий сплавы из меди (бронза, латунь) использовались для изготовления орудий труда, охоты и украшений.
Совершенствование литейной технологии привели на современном этапе к возникновению множества методов литья металлов, в особенности цветных. Технологические возможности литья бронзы позволяют получать не просто предметы, а произведения искусства, которые с давних времен считались верхом совершенства.

Разработанные технологии позволяют производить плавку медных сплавов не только в условиях промышленного производства, но и в домашних условиях, в небольших мастерских.
Основные этапы
Чтобы получить качественные литые изделия требуется строгое соблюдение технологической последовательности. Процесс литья выглядит следующим образом:
- Изготовление модели или копии по эскизу, чертежу. Материалы для модели –легко плавящиеся при невысоких температурах: стеарин, парафин, воск и прочие. Способность полного заполнения объема внутреннего пространства в форме сделало эти материалы широко используемыми.
- Примыкание к модели литниковой системы производится приклеиванием, спаиванием или механическим креплением. Таким образом, формируют питатели, каналы, выпоры и другие элементы.
- Изготовление литьевой формы производится из огнеупорной смеси. В основной состав смесей водит глина шамотная или глиноземная и кварцевый песок.
- Освобождение формы от модельного состава производится путем нагревания паром или погружением в нагретую воду.
- Обыкновенно литье бронзы производится свободной заливкой с использованием центробежных машин, избыточного или недостаточного давления (вакуума).
- Охлаждение производится на воздухе или с использованием термостата.
- После остывания, модельная форма разрушается. Производится обрубка литниковой системы. Заготовка отправляется на чистку с помощью промывки или химическими составами.
Литейные модели
Художественное литье бронзы и латуни предусматривает получение максимально гладкой поверхности, поэтому для воссоздания модели используются достаточно твердые материалы:
- древесина;
- гипс;
- слоновая кость.
Для получения максимально гладкой поверхности, она подвергается устранению пористости шпатлеванием, грунтованием и покрытием лаком.
Литейные модели изготавливаются разъемными; неразъемными — подходят для отливки изделий простой формы; специальными для деталей имеющих достаточно сложную конфигурацию.
Литейные формы
Литейные формы бывают двух типов: одноразовыми и многоразовыми. Все зависит от материала из которого они изготовлены. Если для изготовления используется глинисто-песчаная смесь, то для сохранения ее формы требуются металлические опоки, предотвращающие разрушение смеси.
Многоразовые формы изготавливаются из сталей с горизонтальной или вертикальной линией разъема. Для повышения литейных способностей медного сплава используются смазки, которые предотвращают появление спаев, пригаров и прочих дефектов.
Температуры плавления
Температура плавления бронзы напрямую зависит от наполняемости химическими элементами сплава. Ведь в качестве легирующих компонентов могут выступать тугоплавкие элементы. Так, максимальная температура для разлива бронзы составляет 1350 °С.
Маркировка легирующих элементов, добавляемых в сплавы меди:
- алюминий (А);
- бериллий (Б);
- железо (Ж);
- кремний (К);
- марганец (Мц);
- никель (Н);
- свинец (С);
- селен (О);
- титан (Т);
- цинк (Ц).
Для деления бронзовых сплавов пользуются двумя определениями – это оловянистые и безоловянистые бронзы. Температура плавления пригодного для литья, в зависимости от ее химического состава приведена в таблице.
| Сплав, обозначение | Температура для литья, °С |
| БрОФ4-0,25 | 1300 |
| БрОЦ4-3 | 1250 |
| БрОЦС4-4-4 | 1200 |
| БрАЖ9-4 | 1200 |
| БрА9Мц2Л | 1150 |
| БрА10Ж8Л | 1190 |
| БрА11Ж6Н6 | 1185 |
| БрАЖС7-1,5-1,5 | 1150 |
| БрС3О | 975 |
| БрА5 | 1200 |
| БрКН1-3 | 1050 |
| БрБНТ1,7 | 1050 |
| БрАМц10-2 | 1150 |
| БрКМц3-1 | 1150 |
| БрМц5 | 1150 |
| БрБ2 | 1100 |
| БрСН60-2,5 | 1100 |
Это далеко не полный перечень литейных бронзовых сплавов.
Если плавка бронзы производится в домашних условиях, то особое внимание следует обращать на температуру плавления сплава. Оловянистым бронзам не требуется преодолевать тысячеградусный порог. Им достаточно 900°С — 950 °С. Безоловянистым сплавам уже требуется 950 °С — 1100 °С.

Детали, получаемые из бронзы методом центробежного литься
При выплавке бронзовых деталей стоит учитывать их высокую вязкость. Поэтому для качественного литья нагревать их следует выше температуры плавления примерно на 100 градусов. Бронзы обладают минимальной усадкой, которая не превышает 1,5%. Данная характеристика является преимуществом перед латунями и позволяет получать фасонные отливки.
Для сравнения можно посмотреть на температуру плавления латуней. Выделяются две категории латуней – это двухкомпонентные и многокомпонентные латуни. В состав двух компонентных сплавов кроме меди входит цинк. Его количество влияет на температуру плавления, которая находится в диапазоне 880°С — 965°С.
Для много компонентных температурные режимы повышаются до 895 °С — 1070 °С из-за ввода легирующих компонентов с высокой температурой плавления.
Технологии литья бронзовых изделий
Плавка, как и обработка резанием, широко распространенная операция получения деталей. Для плавки рекомендуется использовать индукционные плавильные или тигельные нагревательные печи. Выбор обуславливается экономным потреблением электричества.
Чтобы сохранить химический состав сплавов применяются флюсы. С их помощью можно:
- Защитить внешний слой поверхности расплава:
- от окисления;
- повысить объем годного расплава;
- исключить неметаллические компоненты;
- Дегазировать состав из-за чего снижается образование:
- газовых пор;
- раковин.
Для получения гладких поверхностей на отливке и легкости ее извлечения после охлаждения используются антипригарные краски. Их использование обеспечивает:
- смазку пресс-форм;
- защиту от разрушения при контакте с расплавом;
- отсутствие пригаров.
Литье под давлением
Литье под давлением происходит при воздействии избыточного или недостаточного (вакуумического) давления. Для подачи расплава под избыточным давлением используется прессовый принцип. На поршень действует усилие от гидро- или пневмосистемы. Высокая скорость подачи наряду с высокой вязкостью создают высокое давление, позволяющее полностью заполнить форму. У полученных отливок высокая точность и мелкозернистая структура.
За счет вакуумного всасывания расплав втягивается в форму кристаллизатора.Охлаждение происходит к центру формы. Требуемое количество расплава втягивается за определенный промежуток времени.
Кристаллизатор — емкость с тонкими стенками, которые охлаждаются водой.
После восстановления нормального (атмосферного) давления излишки расплава стекают. После охлаждения за счет усадки деталь самостоятельно извлекается из формы. Автоматизация процесса вакуумного всасывания позволяет заполнять форму в минимальное количество времени, вплоть до 0,1 секунды.

Готовое изделие из бронзы
Центробежное литье
Целесообразно использовать центробежное литье, разливая бронзу и латунь при изготовлении деталей типа тел вращения. Формирование деталей происходит на машинах с горизонтальной и вертикальной осями вращения. На машинах с горизонтальной заливкой отливают:
- втулки;
- вкладыши;
- кольца.
На машинах с вертикальной заливкой отливают:
- шестерни;
- червячные колеса;
- гребные винты.

В основе технологии лежит центробежная сила, которая образуется при вращении формы. Расплав уплотняется под действием сил, вытесняя сторонние компоненты.
Художественное литье
Современные тенденции диктуют применять литье не только при производстве деталей к механизмам и агрегатам, но и при получении элементов интерьера. Так, используя технологию художественного литья можно изготавливать:
- барельефы, скульптуры;
- элементы оград, решеток, ограждений ворот;
- сувенирную продукцию;
- светильники, бра;
- элементы интерьера.
Этапы технологии получения отливок следующие:
- изготовление модели;
- изготовление формы;
- подготовка формы;
- плавка шихты;
- подготовка расплава к заливке;
- охлаждение;
- извлечение из формы;
- обрубка;
- чистка и придание товарного вида.
Готовые отливки, по замыслу мастера, соединяются в единое изделие, если оно является многокомпонентным. После чего могут хромироваться, никелироваться, покрываться патиной и другими металлами.
Литье в домашних условиях
Многие мастера занимаются отливкой изделий из бронзы в домашних условиях. В основном это детали интерьера и фигурное литье. Кроме основных приспособлений, требуется приобрести вспомогательные инструменты и материалы. Среди них:
- щипцы;
- уголь (древесный, каменный);
- тигель;
- горн.

Плавильная печь, использующаяся в домашних условиях
Горном подается воздух, необходимый для поддержания горения угля, который создает необходимую температуру для плавления бронзы. Щипцами производится изъятие тигеля из камеры нагрева и разлив расплава. В связи с тем, что бронза плавится при невысоких температурах, то плавильную печь можно заменить газовым резаком (автогеном) или паяльной лампой.
Художественное литье из бронзы предполагает проведение работ в отдельном помещении, которое должно быть оборудовано средствами пожаротушения, приточно-вытяжной вентиляцией. Кроме того, в нем необходимо организовать места хранения для инструмента, приспособлений, материалов, а также организовать условия для личной гигиены.
Изделия из бронзы, после того как их извлекли из литейной формы, выглядят как черный, обугленный, оплавленный кусок металла. Для придания презентабельного вида на первоначальном этапе пользуются металлической щеткой или машинкой с насадками из абразивного материала.
Достаточно хорошая текучесть бронзы, в отличие от латуни, не способствует полному заполнению формы при ручном разливе в домашних условиях, в следствие чего рисунок на поверхности отливки нечеткий.
Для устранения данного дефекта мастера используют чеканку. Она помогает придать окончательный вид изделию, если на нем множество ажурных орнаментов. Чеканка занимает довольно много времени.
Температура плавления латуни и бронзы: плавка в домашних условиях
Такой параметр, как температура плавления латуни, является важным во многих ситуациях. Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.

Максимально возможное измельчение металла – одно из главных условий плавки латуни в домашних условиях
Характеристики и сферы применения латуни
Среди множества разновидностей латуни наибольшее распространение получили два ее типа – двойная и многокомпонентная. Основным элементом, определяющим характеристики данного сплава, является цинк, который может присутствовать в нем в количестве от 5 до 45%. Кроме цинка, в составе латуни в зависимости от ее марки могут присутствовать марганец, железо, никель и свинец, которые также оказывают влияние на ее свойства.
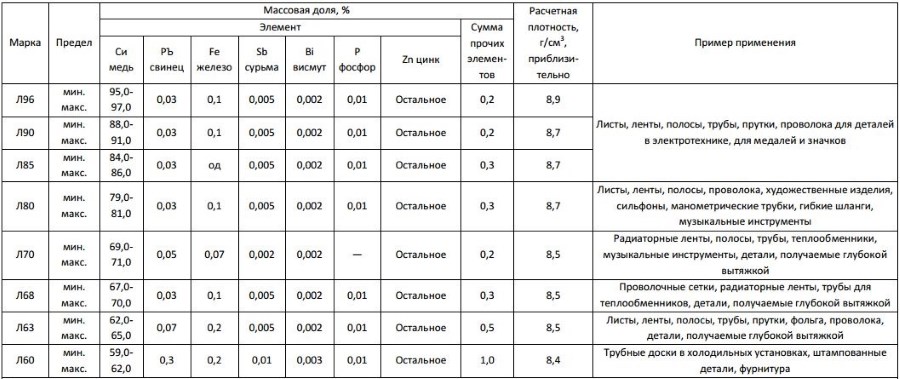
Простые латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и другой медный сплав – бронза, активно используется в различных отраслях промышленности. Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
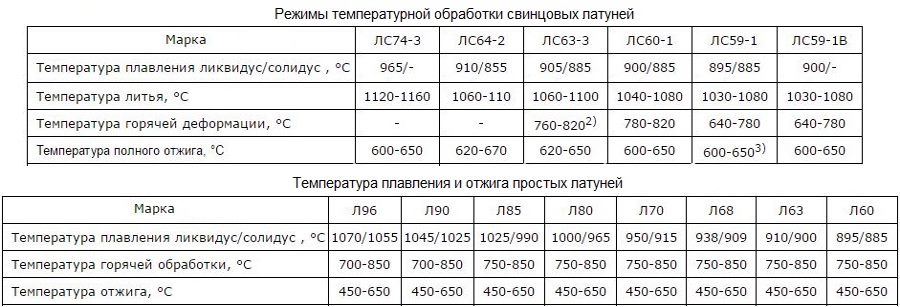
Режимы обработки простых и свинцовых латуней (нажмите для увеличения)
В зависимости от химического состава латуни температура ее плавления может находиться в интервале 880–950°. Основным элементом, который оказывает влияние на данный параметр, является цинк: чем его больше в составе латуни, тем при меньшей температуре ее можно расплавить.
Плавка – не единственная технологическая операция, которой хорошо поддается латунь. Как и бронза, этот сплав можно подвергать различным видам механической обработки. Более того, для соединения латунных деталей можно использовать сварку. На текучесть латуни в расплавленном состоянии, что особенно важно учитывать при выполнении литья, негативно влияют такие химические элементы в ее составе, как свинец и висмут.
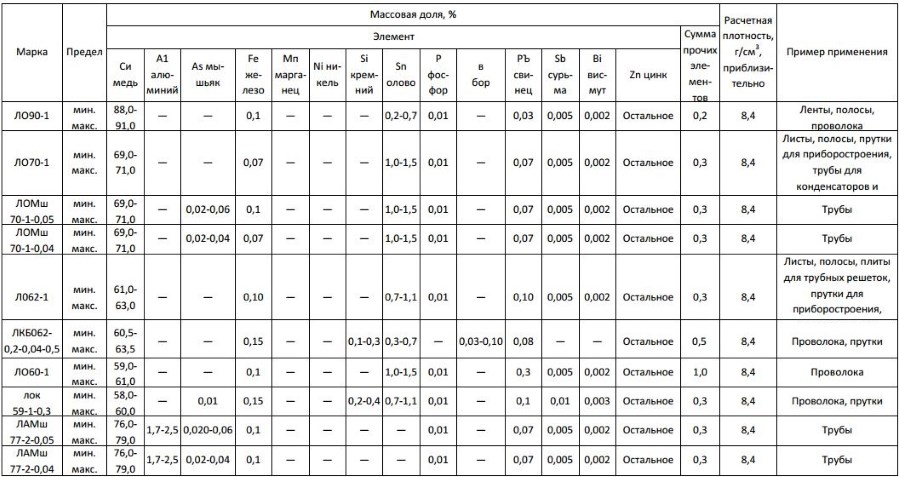
Сложнолегированные латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и бронза, которая также относится к категории сплавов, выполненных на основе меди, – цветной металл, что во многом и определяет сферы ее применения. Изделия из латуни, имеющей желто-золотистый цвет, отличаются высокими декоративными характеристиками, но для того чтобы со временем они не чернели от взаимодействия с окружающим воздухом, их необходимо покрывать защитными составами.
Как и бронза, латунь обладает высокой устойчивостью к коррозии, что позволяет успешно применять данный сплав для производства предметов, которые эксплуатируются в условиях повышенной влажности. Широкому распространению изделий из латуни в различных отраслях промышленности способствует и то, что она обладает хорошими антифрикционными свойствами.
Одним из достоинств данного сплава, что особенно важно при выполнении литья, является его низкая склонность к ликвации.

Освоив технику литья латуни, можно создавать настоящие шедевры
Изделия из сплавов, выполненных на основе меди, к числу которых относится латунь, широко используются не только в промышленности, но и в быту. В связи с этим информация о том, как плавить такой металл, какая у него температура плавления и как правильно выполнять из него литье, может оказаться полезной во многих ситуациях.
Что потребуется для литья
Зная о том, как плавят латунь, можно не только выполнять ремонт латунных изделий, но и в домашних условиях изготавливать их. Чтобы на практике заняться литьем латуни или бронзы, следует подготовить соответствующее оборудование, часть которого можно изготовить своими руками. Кроме того, следует учитывать, что не все марки латуни и бронзы обладают хорошей текучестью, что значительно затрудняет их литье.
Для того чтобы расплавить латунь или бронзу, которые отличаются достаточно высокой температурой плавления, потребуется специальная печь. Многие домашние мастера самостоятельно изготавливают такие печи, работающие по индукционному принципу. В качестве основы подобного нагревательного приспособления можно использовать огнеупорный кирпич. Элементы кирпичного каркаса соединяются между собой при помощи специального раствора, способного выдерживать высокую температуру.

Самодельная плавильная печка с усиленным металлическим каркасом
Емкость, в которой будет выполняться само плавление (тигель), может быть также изготовлена в домашних условиях. В качестве материала для нее подойдут графит или шамотный кирпич. Более предпочтительным материалом для изготовления тигля, по признанию многих специалистов, является шамотный кирпич. Такой материал отличается долговечностью и позволяет выполнить значительно большее количество плавок, чем сосуд из графита.

Тигель из огнеупорной глины, обмазанный жидким стеклом с тальком
Важнейшим элементом печи, в которой латунь или бронзу можно подвергнуть плавлению, является нагревательный элемент. Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Плавка латуни требует применения такого вещества, как бура, которая добавляется в сплав для улучшения его характеристик. Учитывая тот факт, что вам придется работать с металлом, который имеет очень высокую температуру, надо предусмотреть все меры безопасности. Одной из таких мер, которая позволяет минимизировать риск возгорания различных предметов, расположенных в непосредственной близости с плавильной печью, является использование асбестового листа, которым нужно застелить участок пола.

Для изготовления нагревательных элементов печи понадобится толстая нихромовая проволока и керамические трубки
Для извлечения тигля с расплавленной латунью необходимы специальные щипцы с длинными ручками, а все работы, сопряженные с воздействием высокой температуры, следует выполнять в плотных перчатках и защитных очках. Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
В домашних условиях можно выполнять не только плавку, но также и сварку (пайку) латуни. Для выполнения этой технологической операции, при помощи которой можно вернуть к жизни поломанные изделия из данных сплавов, вам потребуются газовая горелка и специальный припой, основу которого составляет техническое серебро. Такой припой, как и флюс, специально предназначенный для пайки цветных металлов, можно приобрести в готовом виде или сделать его самостоятельно, используя для этого техническое серебро и медь.
После того как все оборудование и необходимые инструменты подготовлены, можно приступать непосредственно к литью латуни.
Процесс плавки
Для того чтобы латунь быстрее перешла в жидкое состояние, лучше помещать ее в тигель в измельченном виде. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
После того как вы наполните тигель измельченным металлом, необходимо установить сосуд в печь и начать ее нагрев до температуры плавления латуни. Если для плавки латуни вы используете заводскую муфельную печь, то следить за процессами, протекающими в тигле, можно через специальное окошко. В том случае, если вы самостоятельно изготовили печь простейшей конструкции, вам понадобится крышка из огнеупорного материала, которой будет закрываться емкость для плавления латуни.

Плавку в компактной печке заводского изготовления можно производить прямо на кухне
Тигель извлекается из печи только тогда, когда весь металл, который в него помещен, полностью расплавился. Для вынимания емкости с латунью следует пользоваться специальными щипцами и делать это максимально аккуратно. На поверхности латуни, подвергнутой плавлению, всегда присутствует пленка, которую в обязательном порядке надо убрать. Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
Для литья изделия из латуни вы должны подготовить форму, благодаря которой металл, переходя из жидкого расплавленного состояния в твердое, примет требуемые очертания. Заливка латуни в такую форму выполняется только после того, как удалена пленка, о которой говорилось выше. Затем вам останется только дождаться, когда латунь, залитая в форму, полностью перейдет в твердое состояние и остынет.

Заливка форм латунным расплавом
В домашних условиях можно использовать и более упрощенный вариант плавильной печи, применяя в качестве нагревательных элементов газовую горелку. Подвергнуть латунь плавлению таким образом можно, надежно закрепив газовую горелку под сосудом для плавки в вертикальном положении. При этом важно следить за тем, чтобы пламя, которое выдает горелка, равномерно охватывало всю нижнюю часть сосуда.

Процесс плавки пойдет быстрее, если использовать вторую горелку
Используя такое простое приспособление, следует иметь в виду, что латунь, которая будет плавиться в тигле, подвергается значительному окислению. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Таким образом, существует несколько способов, позволяющих эффективно расплавить латунь в домашних условиях. Выбирая один из них в зависимости от своих предпочтений и финансовых возможностей, вы сможете изготавливать из латуни методом литья изделия различного назначения.
Художественное литье бронзы по выплавляемым моделям
Процесс литья по выставляемым моделям.
Очень часто мои заказчики и покупатели спрашивают, «Как же все же делают фигурки из бронзы?» и постоянно приходится рассказывать процесс заново. Решил создать ..этакую шпаргалку 🙂 . мастер-классом вроде и не назовешь её. Описать решил максимально простым языком без специальной терминологии. Думаю так будет проще и понятнее не создаст дополнительных вопросов. Хочу еще сказать, что сам я не литейщик, я только создаю мастер-модели, снимаю с них формы, делаю восковки и их уже везу в литейную мастерскую. А потом готовые отливки довожу до ума. Обработка очень важная часть финального процесса.
Но во всех стадиях литья принимал не однократное участие и потому знаком со всеми стадиями процесса. Работа это не легкая и требует аккуратности и дотошности..мелочей нет. Схалтуришь на одном каком то этапе и работа всей команды будет загублена.
Литейное дело — одно из самых древних в мире ремесел, трудоемкая и сложная работа, требующая внимания и аккуратности на каждом этапе подготовки и литья. От Мастер-модели до финальной отливки в бронзе. Но результат стоит затраченных усилий. Литые изделия отличаются изысканным внешним видом. С годами на поверхности изделий из бронзы, латуни покрывается оксидной пленкой — это придаёт внешнему виду изделий антикварный вид. С годами изделия из бронзы как благородное вино растут в цене покрываясь налетом старины.
Довольно высокая цена на изделия выполненных методом художественного литья по выставляемым моделям, обусловлена большим количеством операций выполненными вручную, а так же дорогостоящими расходными материалами (ювелирный воск, формомасса, сплавы, а так же расходники для последующей обработки готовых изделий).
Коротко процесс создания бронзовой фигурки можно описать по операциям.
1. Изготовление мастер-модели для литья. Модель может быть из разных материалов: пластилин, воск, дерево, пластики, металл, гипс и т.д.
Несколько примеров моих мастер-моделей изготовленных из разных пластиков:
![]()
![]()
![]()
будущие шахматные фигурки:
![]()
фигурка сноубордист «Карвер»
![]()
Мы в своем технологическом процессе чаще создаем мастер-модели из полимерных скульптурных пластиков. Скульптор-миниатюрист создает модель вручную. Сложные модели иногда приходится делать разборными и многосоставными. На модель крепят литниковую систему продумывая как будет течь металл и как затем удалить литники без ущерба для будущей фигурки.
2. С мастер-модели снимается силиконовая (резиновая) форма из специальной резины. Изготавливается так называемая матрица, по которой затем будет получена восковая копия модели (восковка). С литниками для последующего литья.
![]()
Форму разрезают особым способом, что бы можно было получить качественную восковку.
![]()
3. После изготовление резиновой формы в неё под давлением впрыскивается горячий воск. Затем, когда воск остыл матрицу разбирают и достают восковую копию модели. Её нужно проверить на наличие дефектов., обработать снять восковый облой, если он есть, просмотреть(просветить восковки) нет ли пузырьков в восковке иначе на отливке из металла будут полости и раковины. Если нужно восковка затем проходит стадию полировки. В час в среднем с одной резиновой формы можно получить 4-5 восковок в зависимости от размера и сложности.
Восковки с литниковой системой:
![]()
4. Восковки готовы теперь предстоит спаять елку из наших восковых фигурок. Примерно под углом 45 градусов фигурки одна за другой крепятся к основному более толстому литнику. Постепенно обрастя фигурками вырастает нечто напоминающее ёлку.
5. Затем подготовленная ёлка ставится в резиновую опору и помещается в металлическую опоку. Сверху заливается формомассой (специальный гипсовый состав), Опока ставится под вакуум для удаления пузырьков из формомассы. Если этого не сделать фигурка вся будет покрыта мелкими бусинками металла. Формомасса затвердела.
6. Следующий этап вытапливаем восковые модели и затем постепенно прокаливаем получившиеся керамические формы в специальных прокалочных печах до нужной температуры. Формы должны выдерживать температуру расплавленных сплавов около 1300 градусов.
Около суток формы доводятся до нужной температуры, плавно поднимаясь до нужной температуры и затем так же плавно остывают.
7. Затем в подготовленные формы, выстоявшиеся и доведенные до требуемой температуры заливается расплавленный сплав и ставится под вакуум. Так как форма гигроскопична, металл притягивается к стенкам формы. За счет чего получается качественная поверхность отливки. Процесс подготовки форм и литья беспрерывно продолжается несколько дней. Тираж нельзя прервать и остановить всю тепловую цепочку процесса. Для этого литейщикам приходится работать в несколько смен, для контроля всего цикла литья.
8. После заливки форм их охлаждают и разрушают.
Отлитые ёлочки с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.
Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.
9. Затем наступает очередь механической обработке. С фигурок удаляю литники, стачивая их бормашинами и полируют места крепления литников к фигурке. Далее фигурки обрабатывают мягкими латунными щетками на станках, снимая остатки окалины, полируют со специальными пастами муслиновыми кругами (тряпочные круги различной плотности с пропитками) После полировки фигурки она может проходить процесс ускоренного старения (чернения) для придания металлу антикварного вида. После обработки кислотами и специальными составами фигурки опять подвергают полировке мягкими муслиновыми кругами и растирают тканью выравнивая общий тон фигурки
Вот собственно финал нашей работы, долгожданные фигурки из металла 🙂
![]()
Кладоискатели, слева без чернения только полировка с карцеванием..справа чернение и дополнительная полировка.
![]()
Шахматная фигурка, Королева бордеров. Бронза, гальваническое покрытие меднение

