
Как запаять дюраль в домашних условиях?
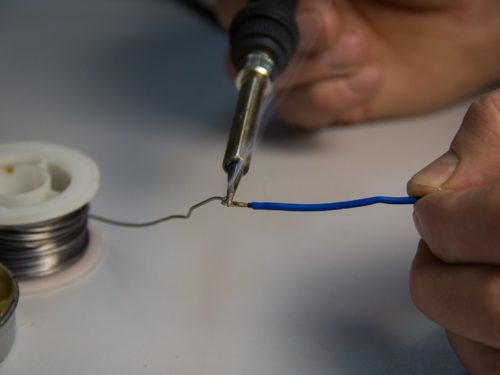
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
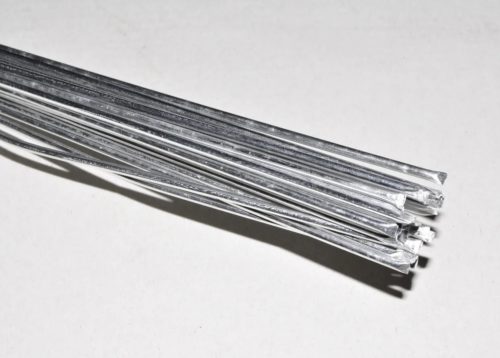
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
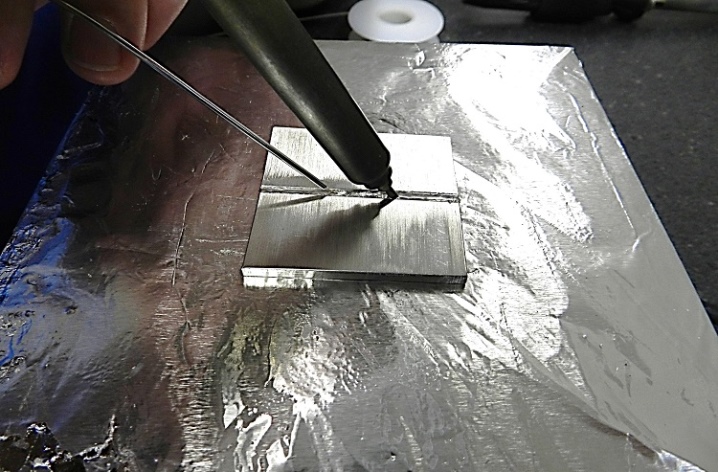
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
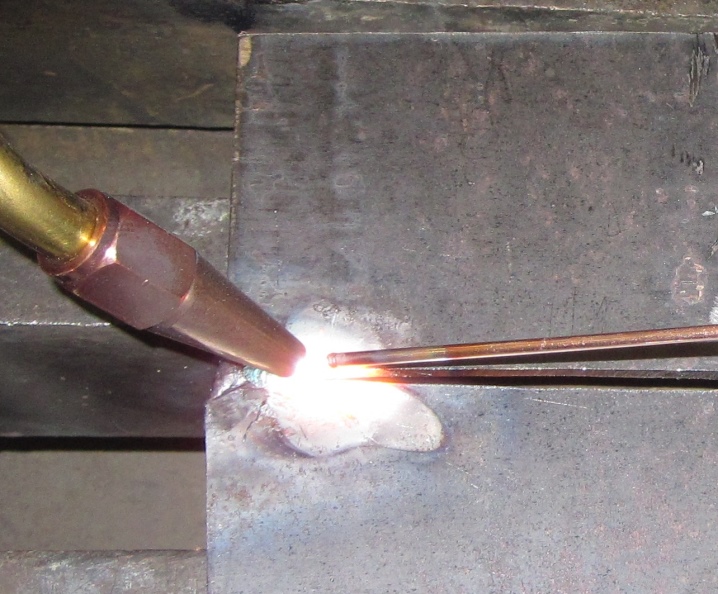
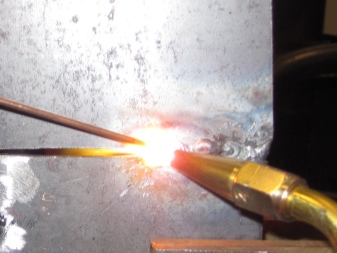
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Как и чем заварить дюраль в домашних условиях
Дюралевые сплавы обязаны названию немецкой фирме «Дюраль», начавшей выпуск деталей из различных алюминиевых сплавов. Благодаря низкому удельному весу, прочности, стойкости к коррозии, дюралюминий часто используется производителями. Сварка дюралюминия требует учета особенностей дюраля. Метод горячей обработки подбирается в зависимости от условий, навыков сварщика, ответственности соединений.

Свойства и свариваемость дюралюминия
По физическим свойствам дюраль схож с алюминием. Легкий сплав сложно поддается свариванию, он химически активен, окисляется на воздухе, образует прочную оксидную пленку. Сварка дюрали часто производится в гаражах, небольших мастерских. Нужно учитывать физические свойства сплава: высокую плотность, наличие оксидной пленки, текучесть.
При работе с электродами уточняют марку дюраля, потому что для легирования применяют разные добавки: железо, марганец, медь, кремний. Дюраль при производстве деталей дополнительно упрочняют, металл теряет пластичность. Варят дюраль при температуре до 300°С, с применением флюса или защитной атмосферы, так как металл склонен к окислению.
Достоинства и недостатки
У горячего метода обработки дюралюминия есть ряд преимуществ:
- Из нескольких горячих способов всегда можно выбрать приемлемый для конкретных условий.
- Для сварки дюралюминия не требуется высокой квалификации. Достаточно навыков работы со сварочным аппаратом.
- Большой выбор расходных материалов, используют плавящиеся электроды, проволоку нескольких марок.
- Подготовительный этап не трудоемкий. Не нужно дополнительно обрабатывать образовавшийся шов.
- Себестоимость сварных работ ниже других способов монтажа дюралюминия.
- Для работы подходят бытовые аппараты, работающие от стандартной сети.
Недостатки горячего метода соединения дюралюминия:
- При температурном воздействии прочностные характеристики дюралюминия снижаются, это связано с химической активностью алюминия, он легко окисляется.
- Обязательность использования флюса.
- При скоростной электросварке сложно контролировать качество шва.
- При выборе электродов бывают проблемы, по внешнему виду сложно определить марку дюралюминия.
- Обмазка не защищает ванну расплава.
- Для выполнения прочных соединений приходится использовать аргоновую сварку.
Подготовка дюрали к сварке
Прежде, чем сварить дюралюминий, поверхность заготовок необходимо подготовить. Детали очищают, удаляют неровности наждачкой или железной щеткой, зачищают стыки до блеска – снимают оксидную пленку. Затем металл обезжиривают. Разделку кромок делают у заготовок толщиной более 4 мм, их срезают под углом 30–35°. Дюралюминий варится под флюсом, его наносят на металл равномерно, закрывают всю рабочую зону.
Технология сварки
Чтобы заварить дюраль, используют разные методы. В домашних условиях металл варят электродуговым аппаратом плавящимися электродами. На производстве чаще применяют полуавтоматы, аргоновую сварку.
Расходные материалы выбирают под вид дюраля:
- ОЗА-1, стержень легирован титаном, медью;
- ОЗА-2 – алюминий с железом, титаном;
- ОЗАНА-1, ОЗАНА-2 – с кремнием, железом, ОЗАНА-1 применяют для сплавов А0, А1, А2, А3; ОЗАНА-2 – для АЛ4, АЛ9 и АЛ11;
- ОК96.10, ОК96.20 – стержень с марганцем, кремнием, железом.
Стержни предварительно прогревают до 150°С, просушивают. Для выполнения швов применяют сварочный трансформатор или другой преобразователь тока. Важно учитывать высокую текучесть алюминия, работы лучше проводить в нижнем положении. Скорость образования шва должна быть высокой, чтобы не образовалась большая ванна расплава. Качественных швов электродуговым методом не получить. Они получаются пористыми, возможно растрескивание. В металле возникают остаточные напряжения.
- Вольфрамовый электрод применяется для стыковых соединений заготовок от 3-х мм толщиной. Нужно изолировать рабочую зону облаком инертного газа.
- Газосварка ацетиленом с использованием угольного электрода малоэффективна, образуются непрочные швы. С плазменными водородно-кислородными горелками получают прочные соединения.
- При работе с полуавтоматом нужно учитывать несколько нюансов: скорость подачи проволоки должна быть высокая; важно отрегулировать мощность дуги так, чтобы металл не перегревался.
- Аргоновая сварка с использованием тугоплавкого вольфрамового электрода – метод, позволяющий получать качественные соединения. Аппарат настраивают на переменный ток.
При проведении сварочных работ необходимо придерживаться правил ТБ, предварительно проверять сварочное оборудование. Выбор метода зависит от режима работы детали. Если нагрузка на скручивание, шов должен быть надежным. Для статической достаточно заварить дюраль плавящимся электродом.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Пайка алюминия оловом: методы и правила

- Особенности
- Методы
- Полезные советы
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.


Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.

Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.


Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.

Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.

Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.

Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.
При наличии всего необходимого можно приступать к работе.


Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.

Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.

Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
Как запаять алюминий с помощью паяльника своими руками
К числу одних из самых распространенных металлов относится алюминий. Он встречается не только на производстве, но и в домашних условиях. И иногда возникает необходимость соединить между собой некоторые детали из алюминия или его сплавов. Однако сделать это, не имея специального оборудования, не так уж и просто. Поэтому следует рассмотреть варианты, как паять алюминий паяльником в домашних условиях, и что для этого потребуется.
Алюминий относится к числу трудноспаиваемых металлов
Почему возникают проблемы с пайкой алюминия
Данный металл отличается легкостью, гибкостью, а благодаря образуемой на его поверхности оксидной пленке, он не вступает в реакцию с продуктами и агрессивными компонентами. Но именно эта особенность алюминия и создает трудности при спайке этого металла.
Однако существует несколько вариантов для решения проблемы. И, чтобы узнать, как припаять алюминий к меди оловом паяльником, или детали из других металлов, нужно рассмотреть их более детально.
Подготовка к пайке алюминиевых деталей
На этапе подготовки нужно провести качественную зачистку поверхностей от краски, если она есть, и загрязнений. Затем следует обезжирить детали бензином, ацетоном или другим подходящим растворителем.
А также следует обязательно удалить оксидную пленку, которая всегда появляется на поверхности металла после контакта с воздухом.
Важно! Без предварительной подготовки к пайке добиться качественного сцепления между деталями не удастся.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим путем. Для этого рекомендуется использовать углошлифовальную машину, щетку по металлу, наждачку, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно химическим способом при помощи кислоты. Но в домашних условиях он применяется крайне редко.
Важно! После удаления оксидная пленка полностью не исчезнет, но станет значительно тоньше, что позволит провести качественную спайку.
Используемые в работе материалы
Для качественной пайки алюминия следует использовать специально подобранные флюсы и припои. Это позволит провести качественно работу.
Флюсы для пайки алюминия
Флюсом называется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении хорошего смачивании поверхности жидким припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно заменить трансформаторным маслом, предварительно зачистив поверхности наждачной бумагой. Это позволит замедлить процесс образования оксидной пленки.

Действие флюса зависит от его состава
Канифоль
Этот вид флюса является самым востребованным. Канифоль можно применять для пайки любых металлов. Но в случае с алюминием работу следует выполнять без доступа воздуха, что значительно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Важно! При использовании канифоли качество соединения алюминия не отличается особой прочностью.
Порошковый флюс
Для пайки алюминия можно применять порошковые флюсы вместе с газовой горелкой. При проведении работ нельзя добавлять к пламени кислород, так как это вызывает окисление алюминия.
Наиболее распространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Жидкий флюс
Эту разновидность флюсов можно наносить на поверхность тонким слоем. Но при этом они испаряются намного быстрее и способны выделять обжигающие пары.
Наиболее популярные виды:
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже достаточно прочную оксидную пленку;
- Castolin Alutin 51 L — подходит для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного металла рекомендуется применять припои из таких материалов, как алюминий и цинк. При этом они могут содержать различные добавки, что улучшает их функциональность.
Самые популярные импортные припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Важно! Припой должен хорошо смачивать поверхности деталей, иначе провести качественную пайку не удастся.
Отечественные припои и их качество
Использовать для работы с алюминиевыми деталями в домашних условиях можно и отечественные припои. Они не уступают по эффективности импортным, но стоят на порядок дешевле.
Самые популярные из них:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сравнение припоев для пайки алюминия
При сравнении импортных припоев HTS-2000 с Castolin 192fbk, а также отечественного «алюминиевого огурца» многие профессионалы отмечают, что последний отличается высокой прочностью пайки, так как состоит из алюминия. Но недостаток его в том, что работу нужно проводить в печке.
А что касается HTS-2000, то отзывы в основном негативные, так ка припой отличается тягучей консистенцией и для его разравнивания на поверхности следует прибегать к стальным инструментам.
Castolyn 192FBK также характеризуется высокой текучестью. Он идеально подходит для того, чтобы запаять небольшие отверстия, а при использовании его для больших дыр может проваливаться внутрь алюминиевых деталей.
При выборе припоя нужно учитывать режим пайки
Порошковая проволока
Этот материал можно применять только при сварке алюминия, а не пайке. Поэтому нельзя путать эти два совершенно разных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтобы правильно спаивать детали, нужно не только знать какие флюсы и припои можно применять, но и как паять дома алюминий паяльником, используя разные источники нагрева.
Паяльник для пайки алюминия
При использовании паяльника нужно учитывать размер деталей для соединения. Количества тепла от источника должно поступать больше, чем будет его рассеиваться. Примерно на 1 тыс. кв. см алюминия рассеивается около 50 Вт тепловой мощности. Значит, для спаивания деталей с такой суммарной площадью, нужно использовать паяльник мощностью 90-100 Вт.
Горелки для пайки алюминия
Если нужно спаять толстые алюминиевые листы, то лучше использовать газовые горелки. Преимущество такого источника в том, что он бесконтактно доносит тепло и характеризуется высокой скоростью разогрева.
Важно! При использовании горелки детали могут даже не успеть нагреться, как уже будут спаяны.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.

При низкотемпературном режиме шов получается ровным и аккуратным
Что лучше: сварка или пайка алюминия
Однозначно сказать, что лучше сварка или пайка алюминия нельзя. Это зависит от предназначения деталей и профессионализма человека. Для опытного сварщика естественно более приемлемым вариантом является сварка, а мастеру с паяльником подходит больше пайка.
При необходимости починить радиатор лучше использовать пайку, так как это намного дешевле, а для проведения более ответственных работ больше подойдет сварка.
Пайка алюминия процесс сложный, но выполнить его можно самостоятельно в домашних условиях. Однако проведения работы без использования специальных материалов не дает гарантии качественного сцепления деталей. Это приведет только к бесполезно потраченному времени и усилиям. Поэтому нужно сразу подготовиться к процедуре, чтобы провести ее качественно и быстро.


Коровин Сергей Дмитриевич
Магистр архитектуры, закончил Самарский Государственный Архитектурно-Строительный Университет. 11 лет опыта в сфере проектирования и строительства.
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?- Как рассчитать, сколько кубов бетона нужно на фундамент?
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете? Как рассчитать, сколько кубов бетона нужно на фундамент?
Как рассчитать, сколько кубов бетона нужно на фундамент?—>

