
Как закалить пружину в домашних условиях?
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
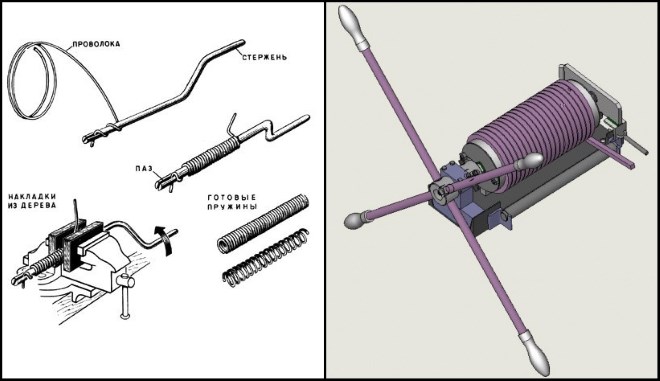
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).

Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра. При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.

Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.

Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
как сделать пружину?
У попа была . Короче, была хитрая пружинка, но я её по ходу где-то пролюбил. Подобрать другую нереально, нужно делать. Попробовал из обычной витой пружинки выгнуть, как то не очень получается. Отжег заготовку, выгибать получается веселее, но нужно калить. Вот и вопрос: как в домашних условиях при минимуме теплового оборудования закалить правильно пружинку.
Диаметр прутка 1,5мм, габаритный размер пружины 40мм Х 15мм (в одной плоскости).
Помогите кто чем может 😊
Вот такая
Всякие хитрые пружинки делал из пружин от матраса -плюсы в бОльшем диаметре витков-меньше неровностей в итоге. По закалке ничего сказать не могу, не пробовал.
Нагреть тщательно до красного цвета 810-830 — и в масло. Потом отпустить в духовке при 200 минут 20 — и на воздух. Проверить, если не понравится результат — немного изменить режим в ту или иную сторону.
когда собирал гриндер встал вопрос по пружине, т.к. от тормозных колодок была слишком длинная, я ее пополам порезал, потом отогнул виток и накалил его на газовой горелке (типа карандаша площадь не большая ей больше не надо), сформовал на горячую «петлю» после чего «закалил» опустив в воду, т.к. не каленая была слишком мягкой.
НО без отпуска она стала хрупкой и обломилась.
тогда повторил процедуру с другой и сделал «отпуск» также, что бы не испортить всю пружину карандашом довел до цветов побежалости и остудил на воздухе.
работает нормально.
у Вас деталь побольше площадью, зато калить и отпускать целиком можно отпустить в духовке, но и нагревать необходимо либо в горне, либо горелкой побольше.
Из готовой пружины делать, у меня здоровья не хватает, радиусы изгибов ок. 3мм.
Пробовал калить с отпуском — ломается при первой же попытке сжать или растянуть. 200 град. наверное маловато
Trident8
Потом отпустить в духовке при 200 минут 20 — и на воздух. Проверить, если не понравится результат — немного изменить режим в ту или иную сторону.
Для пружин нужен другой температурный режим, это даже я знаю. 😊
вот здесь доступно, для понимания и по цвету побежалости можно горелкой пружину попробывать отпуск сделать. это примерно 300-500 градусов на отпуске
prim2005
У попа была . Короче, была хитрая пружинка, но я её по ходу где-то пролюбил. Подобрать другую нереально, нужно делать. Попробовал из обычной витой пружинки выгнуть, как то не очень получается. Отжег заготовку, выгибать получается веселее, но нужно калить. Вот и вопрос: как в домашних условиях при минимуме теплового оборудования закалить правильно пружинку.
Диаметр прутка 1,5мм, габаритный размер пружины 40мм Х 15мм (в одной плоскости).
Помогите кто чем может 😊
Из какого металла пружина то?
Самая распространенная — Х.З.
Учитывая что вопрос на удивление часто повторяется, зацытирую сам себя — из того что в ПМ общался:
%username% привет!
Обыкновенные застегивающиеся булавки очень хорошо подходят для изготовления всяких мелких пружинок типа ножевых. За счет того что они выпускаются в разных размерах и с разной толщиной прутка, почти всегда можно подобрать себе нужное. Плюс, если их расклепывать чуть-чуть, то можно получать плоские пружинки — тоже иногда полезно.
Суть: берем булавку, нагреваем ее на газовой плите до красного (даже чуть в оранжевый) цвета и аккуратно распрямляем плоскогубцами. Пусть булавка остынет сама собой — она тогда стенет мягкая. Получится более-менее прямой прутик.
Далее, когда железка мягкая, откусываем кусачками ненужные нам ушко и острие. Еще раз нагреваем (до того-же цвета) и на какой-нибудь наковаленке (напр. плоская часть блина гантели) осторожно молоточком выпрямляем прутик окончательно. Он нагретый очень легко деформируется, поэтому тюкаем помаленьку.
Когда мы совершенно выпрямили железку, измеряем и выгибаем нужную форму пружины с помощью плоскогубцев. Перед сгибанием, хорошо будет еще раз нагреть и естественно остудить — там пружина послужит дольше, поскольку этим мы подстрахуемся от возможного появления микротрещин.
Теперь, когда прутику придана нужная форма, нужно вернуть ему пружинные свойства. Для этого, опять разогреваем его до уже знакомого цвета и резко охлаждаем. Можно охладить просто в воде.
После этого, наша заготовка будет очень твердой, но хрупкой. Поэтому, берем мелкую наждачку (прим. #300-400) и зачищаем деталь от окалины — так, чтобы видеть блестящий металл.
Снова подностим к огню — на этот раз не прямо в пламя, а чуть со стороны. Задача — уловить тот момент, когда по пружинке покатится цветовая волна, т.н. «побежалость». Нас интересует желтый цвет.
Как только железка чуть пожелтела (не от «накаливания», а именно «от нагрева») — тут-же ее в сторону и даем естественно остыть.
Все, сталь снова приобрела пружинные свойства.
Если желательно получить нержавеющую пружинку, то после нагрева опускаем деталь в любое машинное масло, чтобы она там совсем остыла (прутик тонкий и это буквально минута времени). Затем ее нужно подержать над пламенем, на такой высоте, где загорится масло. Важно не перегреть, иначе пружина будет слишком слабой. Т.е. помещаем высоко над огнем, и потом понемногу опускаем (сначала масло задымиться — это хороший знак, значит рядом уже) — как вспыхнуло — пару-тройку секунд выдерживаем и железку в сторону от огня. Когда масло сгорит, оно образует прочную пленку на металле, которая не позволит ему окисляться. Чтобы еще усилить этот эффект, разводим пару капелек эпоксидки, и смочив в ней кусочек тряпочки или кожи, протираем нашу готовую пружину. Эпоксидка зацепиться за слой сгоревшего маса насмерть, а за счет тонкого-претонкого слоя ,не будет трескаться. Это усилит антикоррозийные свойства.
Вот в общем и все. Дольше описать чем делать.
Да, — если диаметров булавок не хватает, то можно таким-же способом обрабатывать и любые другие тонкие пружинистые ништяки — например отличные результаты дают пружины с советских раскладушек. Одна выпрямленая пружина оттуда — это прим. 40см. прутка.
С первого раза у вас наверное не получится, но пара попыток (чтобы глаз привык ловить цвет и время нагрева) и все будет ОК.
П.С. технология многократно опробована, но использовал только старые булавки, сейчас китайцы могут делать из черт знает чего — покупал китайские иголки — гнутся как пипец. Есть смысл потрошить «бабушкины запасы», а то бяка совсем.
TEA737
У буржуев 1095 самая распространенная, у нас вероятно У8-У10 судя по составу.С ув
Я имел в виду Т.С. из какой железки хочет пружину сделать.
У8 так калится на пружину, 60с2а — по другому, 65г по третьему.
А то смотрю спецы уже насоветовали. Нагрей, окуни в масло. )))))
У8 так калится на пружину, 60с2а — по другому, 65г по третьему.
Ну да, с температурой хрен угодаешь, ибо такой деаметр на газу раскалится мгновенно до неконтролируемо высокой температуры. Чё то я этот момент упустил из виду))))Тут уж только методом научного тыка, по другому ни как.
VA прав, цвет который он назвал желтым я бы назвал соломенным.
Пружину отпускать до фиолетового — около 400 гр. Меньше низззя — лопнет)))
Я дал режим для 65Г. Температуру отпуска можно и до 400 повысить, если ломаться будет.
чтобы не зевнуть побежалость на такой мелкой детали. я зачищенную после закалки железячку кладу на болваночку 10мм стальную чёрноржавую )) и грею болванку, цвет пойдёт очень не спеша и вы не напрягаясь получите то что надо
max12312
чтобы не зевнуть побежалость на такой мелкой детали. я зачищенную после закалки железячку кладу на болваночку 10мм стальную чёрноржавую )) и грею болванку, цвет пойдёт очень не спеша и вы не напрягаясь получите то что надо
Ну дык так и клинки тонкие калят, вот тока дома на газу отпустить, нагреть болванку хватит, а на закалить — вряд ли. Да и сечение настолько мало, что повторить вряд ли удастся, так как углерод выгорит моментом.
у дык так и клинки тонкие калят,
я Вам говорил о плавном , равномерном отпуске без лишних усилий, ибо правильный отпуск для пружины критичен. а закалить можно классически.1,5 не такая уж и тонкая деталь, закалку таких мелких деталюх я обычно делаю так привязываю тоненькой проволокой и грею горелочкой прям над закалочной средой (налитой в высокую пивную банку)и как нагрелось просто роняю деталь в банку.С уважением.
Я про закалку в горне))))
Кстати при нагреве под закалку, тоже не стоит форсировать события)))))
Я про закалку в горне))))
Кстати при нагреве под закалку, тоже не стоит форсировать события)))))
есть у меня чудеснейшая книга ..справочник термиста.. очень помогает, вот только тонкости у всех свои.
Кто ж спорит?)))
А книга замечательная.)))
Спасибо всем откликнувшимся. Буду экспериментировать.
ликбез от дилетанта estimata
Новичку об основах в области экстремальных и чрезвычайных ситуаций, выживания, туризма. Также будет полезно рыбакам, охотникам и другим любителям природы и активного отдыха.
воскресенье, 23 августа 2020 г.
Как самостоятельно сделать пружину
При необходимости пружину можно изготовить самостоятельно. Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Там много условий, но главное что проволока должна быть марок 51ХВА, 60С2А, 65С2ВА, 70С3А. Хотя, конечно, вам никто не мешает использовать и другую сталь.
Чтобы изготовить пружину в домашних условиях, необходимо определиться с характеристиками:
- маркой стали
- диаметром проволоки
- количеством навиваемых витков
- шагом витка
При изготовлении пружины необходимо придерживаться следующих простых правил:
- проволока должна быть абсолютно ровной. Если пружину изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
- при намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.
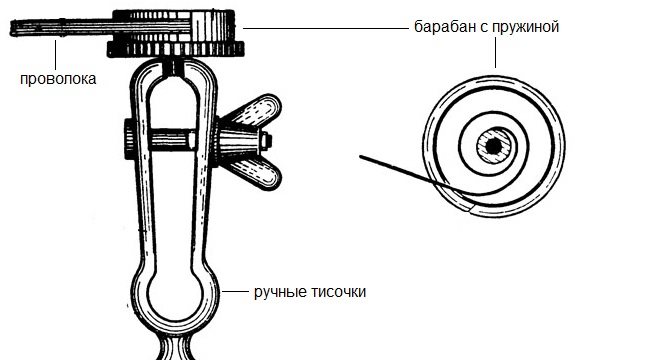
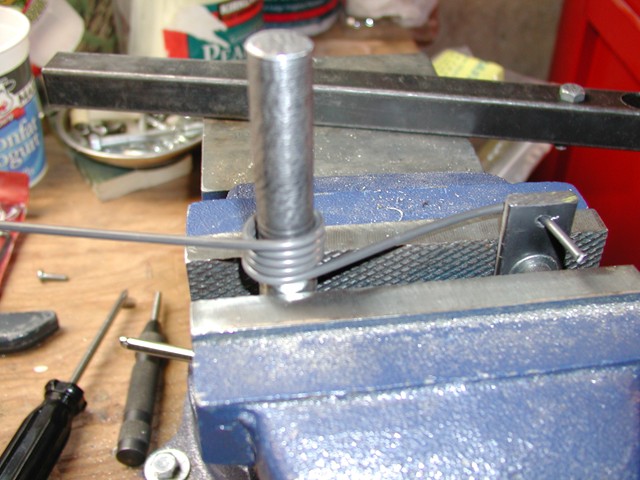
Для этого можно использовать подходящий болт или шпильку в качестве оправки. Конец проволоки на болте удерживайте ручными клещами или зажмите вместе с болтом в тисках. - в процессе намотки нужно стараться постоянно держать проволоку в натяжении и наматывать виток к витку.
- для намотки можно использовать различные приспособления.
- после намотки проволоки, если пружина должна работать на сжатие, нужно с помощью отвертки сделать необходимое расстояние между витками. Если пружина должна работать на растяжение, то на ее концах делаются проушины.
После изготовления пружины её надо закалить. Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается красного оранжевого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение: быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.
Закаленная пружина хрупкая. Чтобы она получила оптимальный баланс между твердостью и эластичностью, требуется отпуск. Для этого заготовка разогревается до температуры 400-500 градусов Цельсия. Определить, что она раскалена достаточно можно по цвету. Сначала пружина станет светло-василькового цвета, а потом светло-серой, что и сигнализирует о достижении нужной температуры. После разогрева она охлаждается на воздухе.
Этот пункт многие в интернете не упоминают.
Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Обратите внимание, что самостоятельно изготовленная пружина (т.е. изготовленную без жесткой технологии) может в любой момент лопнуть, сжаться, растянуться, вытянуться. Поэтому лучше постараться избегать использовать такую пружину в ответственных местах.
Несколько полезных видео
Как сделать пружину: пошаговая инструкция и рекомендации

Как утверждают специалисты, изготовить пружину с высокими эксплуатационными характеристиками и с соблюдением всех необходимых параметров возможно только на специальном заводском оборудовании. Тем не менее сам технологический процесс не представляет собой ничего сложного.

Вопрос, как сделать пружину в домашних условиях, достаточно актуальный. Обусловлено это тем, что бывают ситуации, когда под рукой у домашнего мастера может не оказаться пружины нужного диаметра. В таком случае изготавливать ее приходится самостоятельно. Как сделать пружину своими руками? Какие для этого понадобятся инструменты? Информацию о том, как сделать пружину в домашних условиях, вы найдете в данной статье.
Что понадобится для работы?
Перед тем как сделать пружину, нужно обзавестись следующими расходными материалами и оборудованием:
- Стальной проволокой.
- Слесарными тисками.
- Обычной газовой горелкой.
- Оправкой, на которую будет наматываться проволока.
- Термической или бытовой печью.

О проволоке
Желательно, чтобы это была закаленная высокоуглеродистая сталь. Можно воспользоваться специальными углеродистыми и легированными или цветными сплавами: 60ХФА, 70С3А, 65Г, 60С2А и др. Судя по отзывам, многие домашние умельцы переделывают старые ненужные пружины. Данный способ считается самым оптимальным, поскольку в таком изделии обычно используется проволока с отличными техническими характеристиками.
О диаметре
Как сделать пружину? Какой диаметр проволоки выбрать? Специалисты рекомендуют использовать расходный материал с диаметром не более 0,2 см. Ввиду того что такая проволока легко гнется, для нее не требуется предварительная термическая обработка. Перед наматыванием на оправку она разгибается и тщательно выравнивается. При выборе диаметра для оправки следует исходить из размеров будущей пружины. Иными словами, нужно учитывать внутреннее поперечное сечение изделия. Многие мастера компенсируют упругие деформации проволоки, подбирая оправки заведомо меньшего диаметра. При работе с проволокой толще 0,2 см часто возникают трудности при наматывании ее на оправку. В таком случае придется выполнить ее предварительный отжиг.
С чего нужно начать?
Специалисты рекомендуют использовать проволоку от какой-либо старой пружины, диаметр которой не устраивает владельца. Мастеру останется только ее выровнять и намотать на оправку с сечением нужного размера. Для этого проволока должна быть абсолютно ровной. Она будет намного пластичнее, если ее обработать в специальной печи. При отсутствии таковой подойдет любое другое устройство, которое можно растопить с помощью дров. Как утверждают опытные мастера, достаточное количество тепла для обжига дает береза. После растопки печи нужно дождаться, чтобы в ней прогорели дрова. Оставаться должны одни угли. В них следует положить старую пружину. Если изделие достаточно раскалилось, оно приобретет красный цвет. Теперь пружину можно отодвигать в сторону, чтобы она остывала на воздухе. После этой процедуры метал станет пластичным и с ним легко будет работать.
Как сделать пружину?
Дождавшись, когда старое изделие достаточно остынет, приступают к его разматыванию. На оправку следует наматывать абсолютно ровную проволоку. Тем, кто не знает, как сделать пружину, специалисты рекомендуют располагать витки вплотную. На данном этапе мастеру придется приложить физическое усилие. Оправка зажимается в слесарных тисках.
Работать будет гораздо легче, если использовать плоскогубцы. Судя по отзывам опытных мастеров, очень часто у новичков возникают трудности при подборе размера оправки. Не исключено, что работать придется не с одной оправкой, а с несколькими с различными сечениями. Диаметр для самодельной пружины в таком случае подбирается опытным путем.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость.

Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Завершающий этап
После процедуры закаливания пружину следует сжать и оставить в таком положении на двое суток. Затем, используя точильный станок, обрабатываются ее концы. Это придаст кустарному изделию требуемый размер. После выполнения всех вышеперечисленных действий пружина считается готовой к эксплуатации. Как утверждают специалисты, кустарные самоделки не сравнить с аналогичными изделиями заводского производства.

Тем не менее нестандартные пружины широко используются в различных механизмах. Если их эксплуатировать в щадящем режиме, то пружины прослужат достаточно долго.
Как сделать пружину из проволоки
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.

Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.

Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
- менее 5%;
- менее 10%;
- менее 20%.

Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.

Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.

Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.

Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.

