
Как правильно прирезать седла клапанов?
Мой архив по ремонту Audi
Ремонт и обслуживание Audi
- Главная
- Мотор 1.8т 20v
- Постройка мотора
- Разжился новым блоком 1.8т
- Снятие мотора
- Дефектовка маслонасоса 1.8т
- Сборка поршневой
- Финальная сборка блока
- Установка блока на машину
- Финал, установка ГБЦ
- Завершение — Помывка
- Кап. ремонт ГБЦ
- Ремонт ГБЦ 1.8т 20v
- Снятие ГБЦ
- Разборка ГБЦ
- Чистка ГБЦ
- Сборка ГБЦ
- Установка ГБЦ
- Замена МСК
- Промывка гидрокомпенсаторов
- Ремонт Фазика, Фазовращятеля
- Прирезка седел
- Точность ручной прирезки
- Кап. ремонт ГБЦ
- Направляющие для ГБЦ
- Сравнение направляющих
- Приспособление для самостоятельной выпрессовки направляющих
- Приспособление для самостоятельной запрессовки направляющих
- Документация по мотору
- Шпаргалка по устройству головы 1.8 турбо
- Шпаргалка по устройству ГБЦ ADR.
- Всякое полезное
- Внутренний фильтр форсунки
- Дефектовка дроссельной заслонки
- Ремонт дроссельной заслонки 1.8т
- Замена масла через щуп.
- Перенос байпаса
- Чистка клапана СВВ
- Промывка двигателя димексидом
- Постройка мотора
- A4 B5 механика
- Радиатор ГУР от УАЗ
- Замена вискомуфты
- Регулировка форс. омывателя
- Ремонт петель подлокотник
- Уплотнитель багажника
- Ремонт адсорбера
- Замена Радиатора печки
- Тест пробок рас. бачка
- Как прыгает маслопробка
- Восстановление фар
- Чистка обивки салона
- Приспособление для оцинковки сколов
- MAF (ДМРВ) Bosch
- Самомтоятельная диагностика MAF(ДМРВ)
- Простой тестер MAF(ДМРВ) своими руками.
- Инструкция для осциллографа-тестера MAF(ДМРВ)
- Как и чем правильно промывать MAF(ДМРВ)
- Тестирование нового МАФ от NTK
- Пример чистки MAF 1
- Пример чистки MAF 2
- Пример чистки MAF 3
- Электрика
- Салон
- Как Снять Navi +.
- Ремонт RDS-TMC тюнера
- Питания на ТMC тюнер
- Установка эмулятора CD
- Подключение мультируля
- Ремонт кнопок на руле
- Камера заднего вида к Navi
- Колечки в приборку
- Салонное зеркало
- Зажигание
- Кап. ремонт жгута катушек зажигания
- Замена катушек зажигания на улучшенные, от R8,RS6
- Главное реле, питание катушек зажигания
- Мотор и кузов
- Замена щеток в генераторе Valeo
- Ремонт моторчика дворников
- Ремонт клапанов N249 и N112
- Питание лямбда зондов
- Схемы, блоки
- Салон
- Диагностика
- Автомобильный Осциллограф
- Делаем VCDS шнур
- Ремонт KKL, VAG COM
- Galletto 1260K-line из подручных материалов.
- Тестер тормозухи
- Генератор импульсов для промывки форсунок
- Простой дымогенератор
- Манометр для замера давления масла
- Мини камера
- Иммобилайзер, ц. замок
- Ремонт Immo1
- Привязка ключей A4 B5
- Проверка кнопок брелка ЦЗ
- Ремонт блока ЦЗ
- Ремонт контактов блока ЦЗ
- Описание блоков ЦЗ VAG. 1983-2003года.
- ЭБУ прошивка и доработка
- Двухпрошивочный ЭБУ ME 7.5
- Плата переключения прошивок для Вosch ME 7.5
- Установка двух прошивочного блока на машину.
- Самомтоятельная прошивка ЭБУ МЕ7.5
- Простой программатор для чтения EEPROM приборок и мозгов
- Приборная панель
- Замена дисплея
- Вытаскивание пин кода из приборки UK-NSI
- Вывод информации на приборку с navi plus rns-d
- Дампы приборных панелей VAG, моя подборка.
- Audi 100(200)
- Электрика A100, А80
- Впрыск
- Диагностика и ремонт
- Климат контроль
- Отчетки по ремонту
Прирезка седел

Прирезка (правка) седел клапанов после замены направляющих 1.8т 20V AWT, AWM, AVJ, AUM…
Продолжаю подготовку к обновлению мотора. Будет как новый.
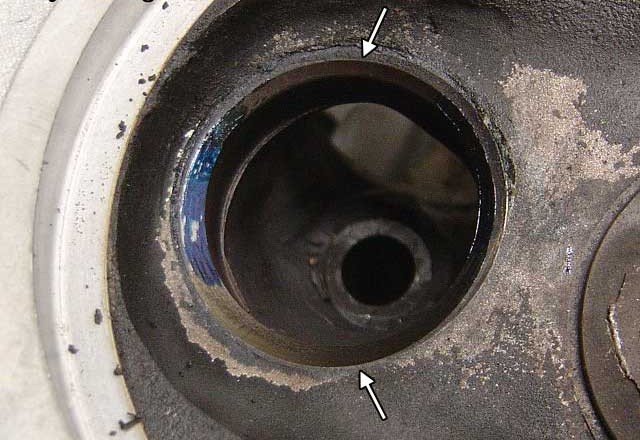
Пришло время седел головы
После замены направляющих обычно немного уходит соосность клапан-седло, немного совсем, но уходит. Так же обычно на пожилых моторах сами седла уже изношены и ушли от заводских размеров, имею ввиду рабочую фаску, ее ширину. Так же кромка обычно имеет микро и не микро повреждения. По сему ее надо обработать, прирезать, восстановить заводские размеры. Заметил что на этих головах обычно выпуск намного сильней изношен, но и впуск тоже просит минимальной правки. Хоть износ есть, но он не критический, и не требует замены седла даже при большом пробеге. Можно в принципе и ничего не править и просто притереть «посильней», но это не мой метод, так как делаю себе практически новый мотор.
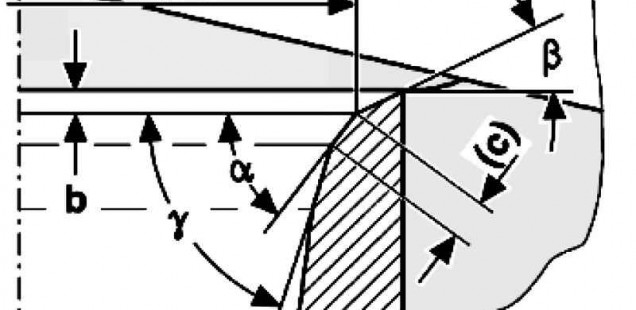
Седло состоит из трех фасок. Из рабочей фаски, это основная фаска, она обеспечивает нужное уплотнение клапан-седло. Она имеет определенный размер, впуск меньше выпуск больше. Остальные фаски корректирующие рабочую фаску, сверху и с низу. Верхняя мизерная, задает четкую границу рабочей фаски, с помощью нижней корректируется размер рабочей. Вот так все просто.
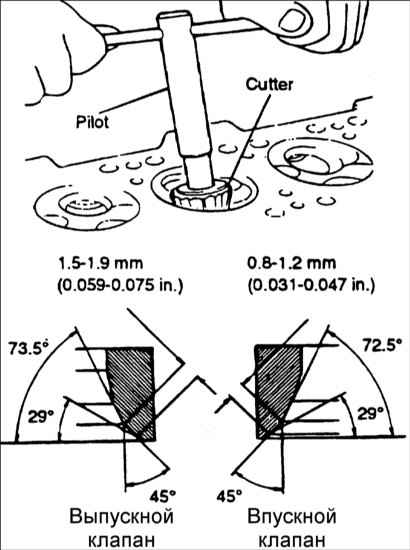
Вот размеры седла для голов 1.8т 20V AWT, AWM, AVJ, AUM…
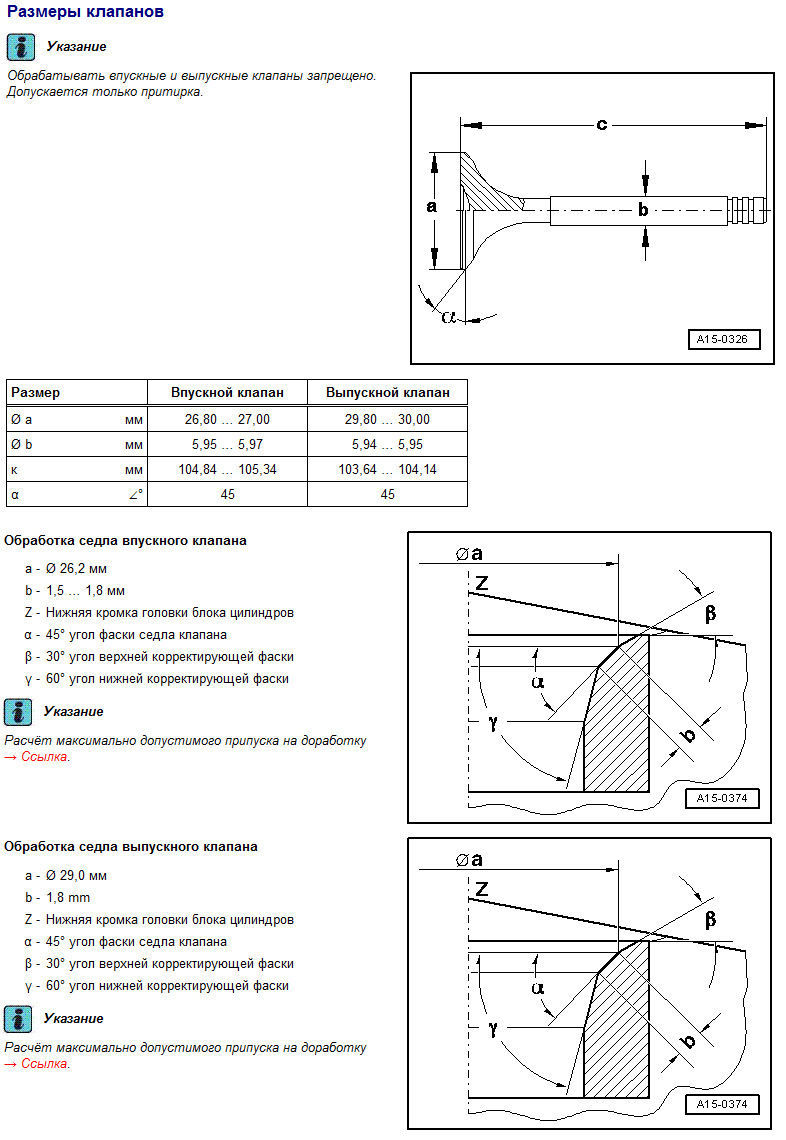
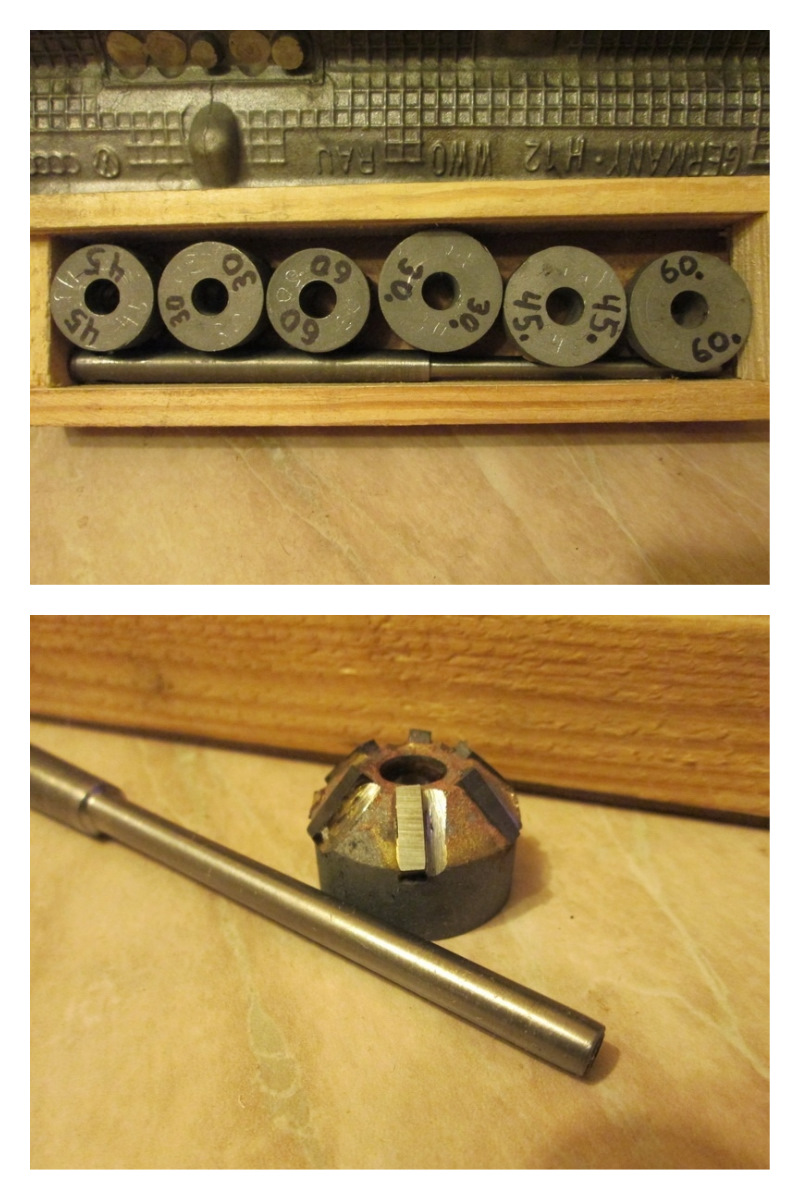
Как видим из мануала нам нужны шарошки для седел с углами 30, 45 и 60 градусов. Этим требованием отвечает набор шарошек для 16ти клапанного ВАЗа… Не большая засада в том что направляющий стержень в наборе под размер направляющих 7мм., а у нас 6мм. Но сее не страшно, на токарном станке или с помощью банальной дрели, «похудеем» до 6мм. 🙂
Хочу обратить внимание, если будете выбирать себе набор, то выбирайте с твердосплавными резцами а не металлическими 🙂
У меня вот такой набор. Так как он от ВАЗа то я на всякий случай перемерил с пристрастием все углы шарошек. Все отлично оказалось, все как и надо 🙂
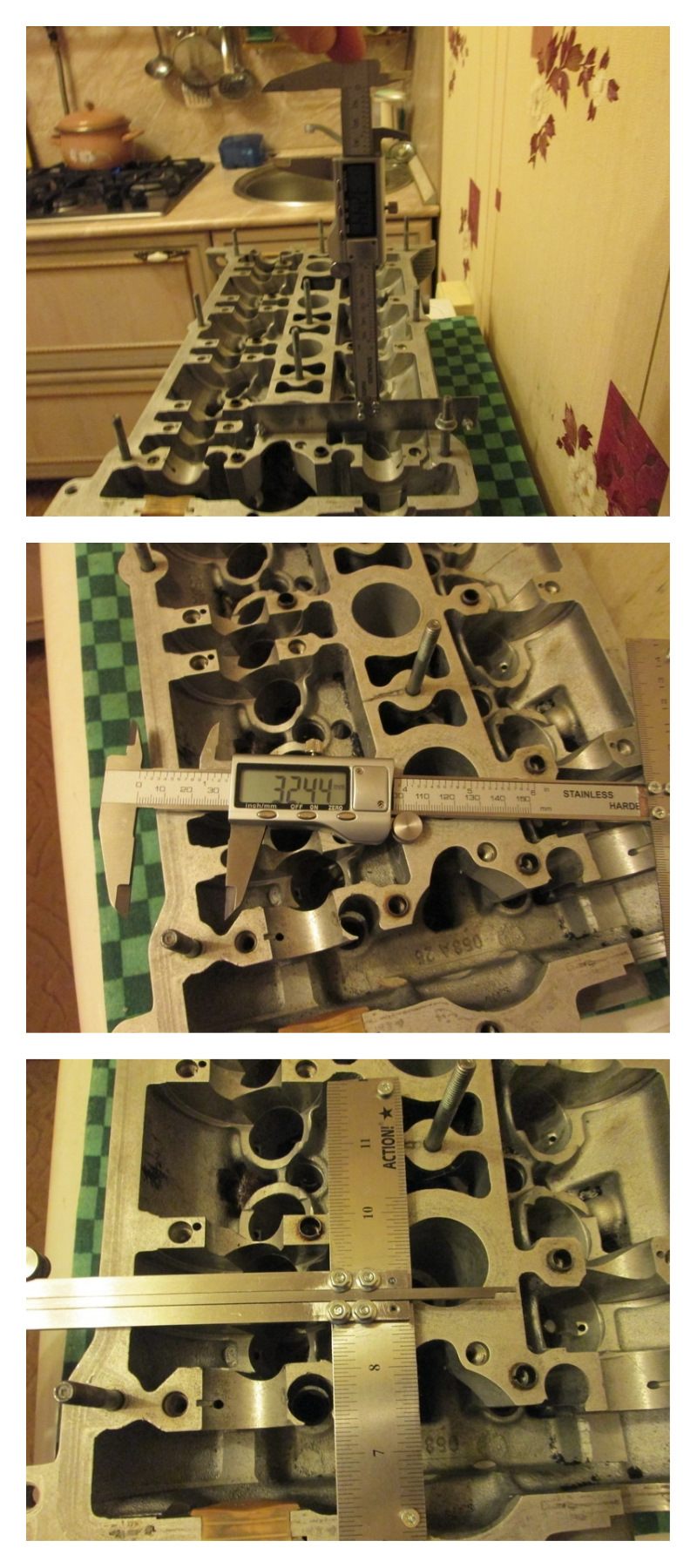
Для начала ОБЯЗАТЕЛЬНО промерим есть ли у нас допуск на обработку. Вдруг голову уже пару раз ремонтировали и допуск на обработку выработан.
Вот данные на эти головы.
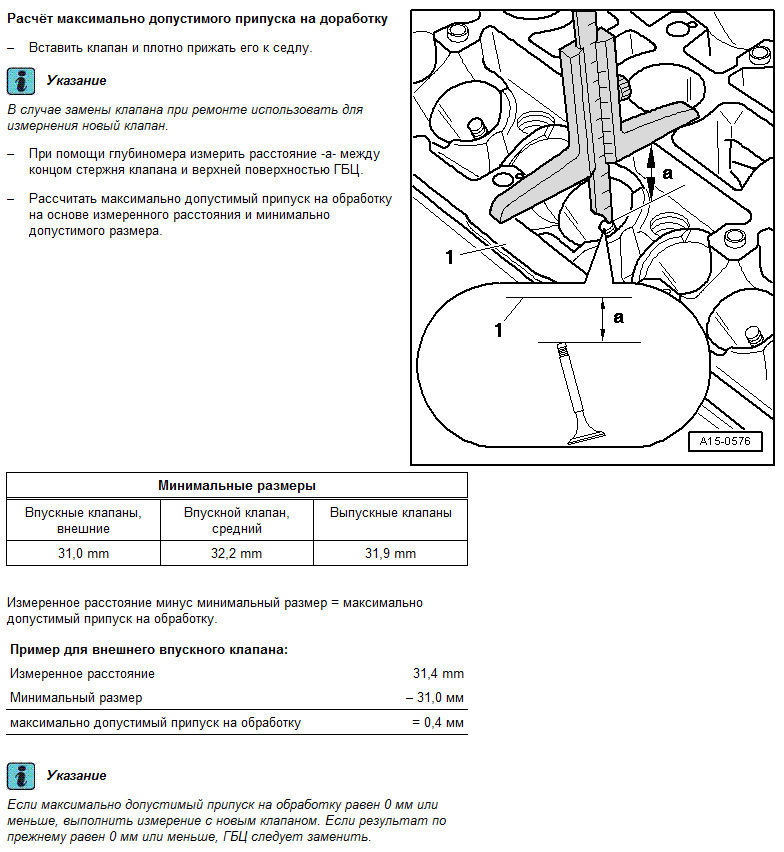
Промеряю, у меня все ок, можно править седла 🙂
Начну с впускных клапанов. На этих головах они менее подвержены износу.
Рассматриваем с пристрастием, видим что рабочая фаска почти в норме для пробега 350+
Имеет незначительные кратеры и царапки. Ширина рабочей фаски тоже в норме, как по мануалу, ровно 1.5мм., что соответствует новой. Но так как делаем для себя то буду править, хочу идеала.

Для начала надо определится куда ушла соосность после замены направляющих. Для этого берем маркер, закрашиваем рабочую фаску, ставим клапан и крутим его. Ну а далее смотрим где и как стерся маркер. В данном клапане практически не ушла ни куда, ну может совсем чуть — чуть, ну да на фото видно. Это еще один повод для правки седел при замене направляющих.

Начнем править. Правка состоит из двух этапов. Первый надо создать рабочую соосную фаску 45 градусов, а потом с помощью корректирующих фасок вывести ее в нужный размер.
Правим рабочую. На шарошку давить сильно не надо. Не сильно нажимаете и крутите оборотов 5-8-10, далее смотрите результат.
Так как износа большого и расхождении в соосности большого не было то все получается быстро. Проверяете результат так же, маркером.
На фото все готово с первого раза. Когда седло подправлено и все ок, прогоняете его шарашкой практически без нажима, что б заполировать микронеровности. Не сфоткал крупно после. Микронеровностей боятся не надо. Они уберутся притиркой клапана.

Перед притиркой прогоняем клапан в седле «на сухую». Внимательно смотрим на след на кромке клапана, должно быть ровно и красиво. В живую, через лупу, ее хорошо видно. Фото не передает ее нормально.

Теперь берем клапан и пасту…
На заднем плане видно седло «за полированное» шарошкой без нажима.

Наносим и притираем. После прирезки притирается очень легко и быстро.

После притирки вытираем и смываем пасту и смотрим результат.
Результат отличный.
Далее надо промерить ширину рабочей фаски, по мануалу 1.5-1.8мм. У меня 1.54мм. То есть по нижнему краю, что и надо. Размер фаски надо делать по нижнему краю размеров, так как при работе, в процессе износа, она увеличивается.
Если б фаска была шире то ее надо было б привести в размер подрезая снизу. Что я и буду делать на более изношенном выпуске.

Вот покрупней фотки рабочей фаски, красота :-)))

Вот и все, с помощью таких не хитрых манипуляций, седло готово 🙂

Теперь перейдем к выпускным клапанам. Они (фаски) работают в более тяжелых температурных условиях, по сему изношены намного сильней. Подробно не буду расписывать, все работы и манипуляции точно такие же как и с впуском.
Смотрим состояние поверхности кромки, состояние не очень, замеряем ее ширину, ширина 2.12мм., мануал говорит что должно быть 1.8мм. Вот оно, пробег 350+ никуда не спрячешь 🙂
Проверяем соосность методом «маркера», ушла не сильно.
Прирезаем. Нажимаем не сильно.
Опять «маркерный» тест, не дорезали, опять режем не сильно.
Опять тест, отлично 🙂

Замеряем размер получившейся рабочей фаски, 2.44, нужно 1.8мм.
Чуть — чуть подрезаем верхнюю корректирующую фаску.
Притираем, притираем до финальной корректировки ширины фаски. Так как притирка даст небольшое увеличение размера. Нам нужно сделать в размер 1.8мм.
Теперь подрезая потихоньку нижнею корректирующую фаску выводим нужный размер рабочей – 1.8мм.

Еще немного притираем, что б убрать какие либо шероховатости после нарезки нижней корректирующей фаски. И финально промеряем размер. Промеряем, конечно, по всему радиусу 🙂
Отлично, 1.8мм., как в мануале 🙂

Вот и выпуск готов…

В конце работы обязательно надо про контролировать глубину посадки клапана 🙂
Шарошки для ремонта седел клапанов – как выполнить работу без проблем?
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.

Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.

Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.

Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.

Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.

Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.

Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Шарошки для ремонта седел клапанов – как выполнить работу без проблем?
Прирезка седел клапанов

При замене клапанов или седел клапанов необходимо выполнить операцию, которую называют прирезкой клапанов. Необходимый для этого инструмент (один и тот же) называют разверткой, зенковкой, зенкером, а иногда шарошкой. Судя по конической форме, это скорее зенковка.Прирезка клапанов это несложная но ответственная операция при ремонте двигателя. А если вам неохота возиться с ремонтом проще продать или купить машину на car.ru.
Необходимые углы прирезки есть в каждом руководстве по ремонту. Строго обязательный из них только угол самой фаски для клапана. Для двигателей ВАЗ это 45. Углы, которые должны быть на новых седлах головки блока цилиндров, показаны на этом рисунке.

Минимальный набор зенковок содержит одну зенковку для впускного, одну для выпускного и направляющая. На практике такой набор для ремонта бесполезен. Понятно, что при доработке седла клапана, размер конической поверхности будет расти и фаска станет больше оптимальной. Поэтому гнезда клапанов, обрабатываемые при ремонте, делают по следующему рисунку.

Чтобы выполнить такую форму седел, нужен набор, в котором шесть зенковок: три для впускного и три для выпускного клапана. Зенковки могут быть цельные из быстрорежущей стали или с пластинами из твердого сплава. В Тольятти можно купить набор из 6 зенковок, с напаяными твердосплавными пластинами за 1300 рублей.
Поверхность фаски на седле клапана должна быть соосна управляющей втулке. Поэтому состав комплекта обязательно входит направляющая. В самом простом случае направляюкщая одновременно является шпинделем для зенковки. Зенковка одевается на направляющую и фиксируется шпонкой или другим способом. Конец направляющей смазывают маслом, вставляют во втулку клапана. При обработке направляющей скользит по втулке. Это не всегда удобно, но допустимо если вам нужно отремонтировать только свой двигателя. Более сложный вариант, когда направляющая вставляется во втулку и крепится неподвижно. Для вращения фрезы используется отдельная рукоятка. В таком случае направляющие, их еще называют пилот, могут быть под разные диаметры втулок при одинаковом размере фрез. Универсальный импортный набор инструментов включающий несколько зенковок разного размера, вороток и несколько направляющих может стоить до тысячи долларов.
Порядок работы следующий. Сначала зенковкой с углом 45 градусов обрабатывают фаску седла до тех пор пока не получат аккуратную конусную поверхности. При этом надо убрать все дефекты и черноту.Следующей применяют зенковку с углом 75, а затем 20 градусов. В результате фаску с углом 45 градусов нужно уменьшить до ширины один полтора миллиметра.
Recommendations
Comments 32
За такую фрезеровку руки оторвать, шарошки должны быть победитовые а не это г…но, седло как будто бобры грызли, дальше не стал смотреть.
Пытаюсь прирезать, но фаска на одной из фрез снимается не равномерно. Волнами как то, разной ширины по окружности получается
Те которые для «ваз» немного больше
Может кто знает, воронежские развертки какие нибудь подойдут для ла носа 8 кл?
добрый день ! сделай пожалуйста видео про замену седел ! натяжение при посадке седел ! и о способах их изятия из посадки! буду очень признателен и не только я ! таких видео негде нет, и инфы очень много и все по разному трактуют эти методы.
не в курсе вазовский от классики рассухариватель подойдёт для 406
нет для 406 нужен свой
говорят 08 подходит
может быть но с 16 клапаной десятки не подходит точно
я у моториста спросил он сказал одиночным от 08-09 работает
Я брал шарошки с победитовыми напайками—режут нормально, но ось фаски относительно оси направляющей никак не получалась 90 гр—кошмаррр!Еле прирезал—просадил седла, потом клапана торцевал. Такими шарошками можно резать, но! если режешь впервые лучше на чем нить потренироваться.Однозначно либо Neway либо черкасский вариант(((сбережет нервы))).Спасибо Евгению! Все оч.доступно и понятно!
спасибо за видео уроки! можеш выложить чертеж пилота для нювея?
Жень привет. Головки двигателей серии 402, 417, 421 и 511 имеют 9и мм клапана, ты их то же Нювеем притираешь? Пилоты конусные только под 8и мм клапана у тебя в наличии?
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
 Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
 Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
 На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
 Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
 На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Совет как прирезать седло клапана в Головке ВАЗ
KOMMENTARE • 0

А обязательно перед проверкой засухаривать или просто приложить клапан и все?
@Ремонт Двигателя! И интересное! отрезать не могу,но вроде делаю всё как положено! Присоской кручу клапан на поясок намазав пасту вмп профессиональную слушаю звук как пропадет ощущение под клапаном песка ещё крутану парк раз и прекращаю.
Поясок вроде ровный матовый только мм 3получается.
Думаю может в пасадкн клапана дело.
А почему течет. Может плохо протираете.
@Ремонт Двигателя! И интересное!
А почему же тогда касание клапана везде ровное? я имею ввиду матовый серый поясок вокруг шляпки клапана и седла толщиной примерно 3 мм.
Значит плохо притерли.
@Ремонт Двигателя! И интересное!
Да вот притерал и по вашему и по видео других людей все сделал вроде как надо и звук слушал
Знакомый моторист посмотрел говорит хорошо притер не парься и геометрия правельная.
Все отлично ,
Но какого они как друшлак льют.
Один знакомый моторист со стажем сказал — увидишь, что клапана притирают дрелью или шуруповёртом — беги от такого «моториста»! Беги и не оглядывайся! ♂️
Делил уйди с эфира!
Спасибо огромное, долго не мог понять, но посмотрел ваше видео и все стало понятно
Здравствуйте!
Спасибо, посмотрите и это.
declips.net/video/_04Gbr6xZpk/video.html
Точто литолом мажите это хорошо,масло по сперали сваливат и клапан на сухую стерает свое зеркало
Четвертый бежали колпачки,либо разбиты направляюшие,масло гнало.а остальные на вид работали норма
Я бы дрелью прирезать не стал . Можно седло угробить .
Я в цемент отпускаю клапан сдуваю и хлопаю клапаном в седло и там четко видно.
шарошить не нада. ))) Пусть набивает себе ширину прилегания дальше))) Быстрее пригорит))) Мля, японский шпигун какой то. Особенно меня сразило. » разгоняете по максимуму. и шарошите)))» волнами. ))) Это капец. наххх я в этот долбатый институт ходил. )). а , да. тогда ютубы не было. Ппц. Сжечь чувака надо на костре. в бочке запалить отработку. и сжечь к херррам.
Я поменял направляющие и тер клапана без прирезки добился результата но сёдла клапанов поперетирал теперь нужно будет менять сёдла и клапана пока езжу но боюсь по прагорают
@Ремонт Двигателя! И интересное! Буду надеяться
Здравствуйте!
Хорошо притерли. Не прогорят.
Саша Скрипченко, делает дотошно, но не всегда правильно-в расход идут еще годные детали, тут хоть дефектует как положено-рабочее оставляет, плохое меняет. Новые запчасти не всегда хорошие.
Здравствуйте Сергей! Напишите пожалуйста номера шарошек для головки 21083, и порядок применения.
Сейчас новый вариант. И он самый лучший.
Здесь показываю.
declips.net/video/PoLfm2qUbfA/video.html
@Ремонт Двигателя! И интересное! короче я так понимаю. . сначала широкой, потом узкой, и рабочую фаску резать средней?
@Ремонт Двигателя! И интересное! спасибо за ответ!
Здравствуйте, Анатолий!
2101, либо на классику. Либо 2108, но они одинаковы.
Ты хоть от нагара очисьти колхоз я моторист 5 разряда токого безалаберного не видел
Мне однажды подогнали голову от 21083 с лопнувшими пружинами 🙂
Где мне эти хреновины найти, у меня на двух седлах раковины
Пришли мне па адресу закарпатье тячева ш луг 10 миша павлюк.
Пакажи раскажи все что знаеш не скрывай .
Гениально и все просто !
Серёга здравствуйте, отличная работа’ Как говорится Всё по » Госту». Я вот понять не могу, ну вот почему люди не довольные ну завидуйте молча. Здесь всё аккуратно четко сделано! Даже вон человек двойной картончик постелил, я лично повстречал типо » Мотористы » кривожопые ни оборудование ни нормального инструмента горажные не качественные( ублюдки) суки я уже не кому не доверяю. Извиняюсь за цензуру. А здесь человек наглядно не торопясь ПРОЖОВЫВАЕТ так сказать и доносит до вашего ума, а вы всё оскорбляете? Не по русский это. Сергей Вам отдельное от меня лично большое благодарность, спасибо что Вы есть что Вы показываете объясняете. Дай Вам Бог здоровья, чтобы в дальнейшем вот так учили нас
Здравствуйте, Азамат!
Спасибо за добрые слова!
И Вам только Хорошее!
вставляешь клапан в седло и ебашишь кувалдой. Клапан себе место сам набивает
Здравствуйте. Вопрос такой — в некоторых видео Вы говорили, что при замене направляющих можно не шарошить седла, если нет зенковок, а просто притереть, а в этом видео Вы говорите, что надо обрабатывать сёдла иначе будет «перекос», вопрос: как можно делать, но не нужно и нужно делать, но нет зенковок или их «обречен» купить. После ответа кое-что дополню.
Так синтетика редко не угорает. Также надо учитывать хон в цилиндрах.
@Ремонт Двигателя! И интересное! Моё дополнение: когда капиталил, клапана просто притерал, при замене втулок — мотор ходит 🙂 просто заволновался, вдруг это плохо. Уже 13000 прошёл, масло все равно около литра на 5000 км ест, хотя собирал не спеша и все делал с перепроверками. Может быть такое, что кольца ещё притираются? Масло синтетика, на свечах есть нагарчик только по кругу где электрод.
Здравствуйте!
Послушайте внимательно. Также и говорю, нет этих приспособ, просто притирайте для начала можно старым клапаном.
А новые сёдла с новыми клапанами нужно шарошить.Ато я прежде чем шарошить был ошорашен. ☹️
Отдал я гбц мастеру. Он сказал что делает одну фаску под 45 градусов. Широкую. Нормально ли это?
@Ремонт Двигателя! И интересное! спасибо. успокоили. Ато предыдущую головку я отдавал другому мастеру он мне там делал три фаски
Здравствуйте, Заур!
Прекрасно работает.
Я сейчас делаю по другому, мне нравиться, движку тоже.
Здравствуйте Сергей !! После замены седел обязательно надо их шарошить или можно сразу притереть? Спасибо за ответ.
Ремонт Двигателя! И интересное! Спасибо.
Здравствуйте, Арсен!
Если есть чем шарошить, то это будет быстрей. Если нечем, можно просто притирать. Начинайте рабочим клапаном. А доведете новым.
Сергей подскажите. выпускные клапана не притираются сколько бы не тер. травят чуть чуть еле видно пызырки. шарошек нет по этому только притирал. герметичность должна быть 100% ?
Здравствуйте!
Все притрется, только нужно притирать. Бывает не быстро. В видео все показываю. Плохо притертый клапан это проблема с компрессией и быстрым прогаром.
клапан должен прилегать к угловой фаски. поэтому и фрезы с разными углами На клапане при притирке должна оставаться узкая полоска посередине.При широком прилегании попадает сажа между клапаном и седлом и происходит падение комрессии
Здравствуйте,Сергей.Получается меняем направляющую прирезаем седло? Или можно просто притереть клапан?
направляющие новые.как раз как у вас в одном видео, один край седла притеряется-прижимается другой нет.
Здравствуйте!
Куча вариантов и все есть на моем канале. Можно просто притереть, но нужно учитывать люфт в направляющей.
добрый день Сергей! У меня такой вопрос после притирки клапанов и установки головки . При проверке зазоров много где нет зазоров подскажите что нужно сделать и как обьясните ?
деревенская ж
изнь Валерий соколов
Внимательно посмотрите это видео. Все вопросы отпадут.
declips.net/video/6MFkSPAI8Yw/video.html
какую шайбу надо?
вот например 3 клапан впускной там щюп 0.02 нелезет а шайба стоит 3.40
Здравствуйте, Валерий!
Просто отрегулируйте клапана.
Подумайте и найдете объяснение.
притирать клапана дрелью категорически нельзя
Да. Может в колхозе так и делают.Помой головку что бы клиент подумал о том что головку ты сделал
Как бы к нему на ремонт головки записаться!? Наверное очередь.
но при такой подгонке седла на следующий ремонт/притирку, нужно будет заказывать клапана не стандартного размера так как седла будут другого размера при такой фрезеровке с поиском «угла»
ну дай Бог если так
Здравствуйте!
Не надо, прекрасно станет родной клапан.

