
Изготовление резиновых изделий в домашних условиях
Сообщества › Кулибин Club › Блог › Технология изготовления любых резинотехнических изделий

Всем доброго времени суток!
Технология изготовления любых резинотехнических изделий(пыльники, гофры, патрубки), любых форм и конфигураций, из двухкомпонентного силикона, на примере гофрированного пыльника(гофра).
Оговорим сразу – если есть возможность купить необходимую деталь то это и быстрее и дешевле, но бывает когда нужное изделие найти и купить практически не возможно, или не устраивает качество, или нужно что то нестандартное, это для «самодельщиков», или вообще «повыделываться», например эксклюзивный гофр для ручки переключения передач, тогда дальше…
Пару слов о силиконе, производители утверждают что он устойчив к ультрафиолету хим и мех нагрузкам жаре, холоду, короче теоретически вечен…
Да, если сравнивать с аналогичной резинкой то изделие из силикона эластичней, приятнее на ощупь, без потери, а то и усилением по прочности.
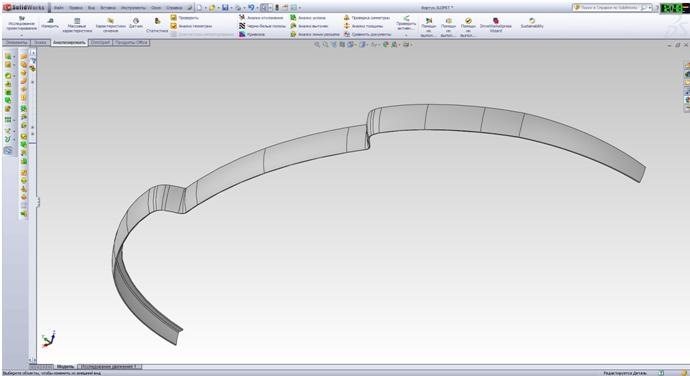
Понадобилось изготовить уникальный гофрик (ничего подобного найти не смогли), и надо то всего несколько штук. Вот такой.
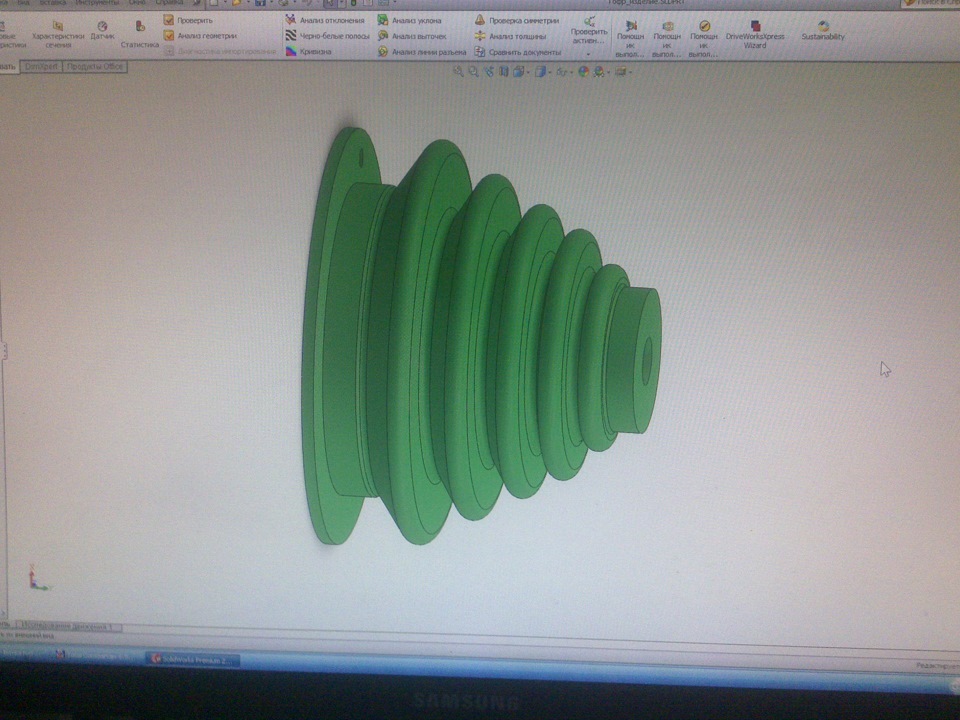
Самое главное изготовить формы для отливки, да — да, опять Solid Works и 3D принтер.
В принципе, несложную форму можно сделать и вручную, но так быстрее и точнее.
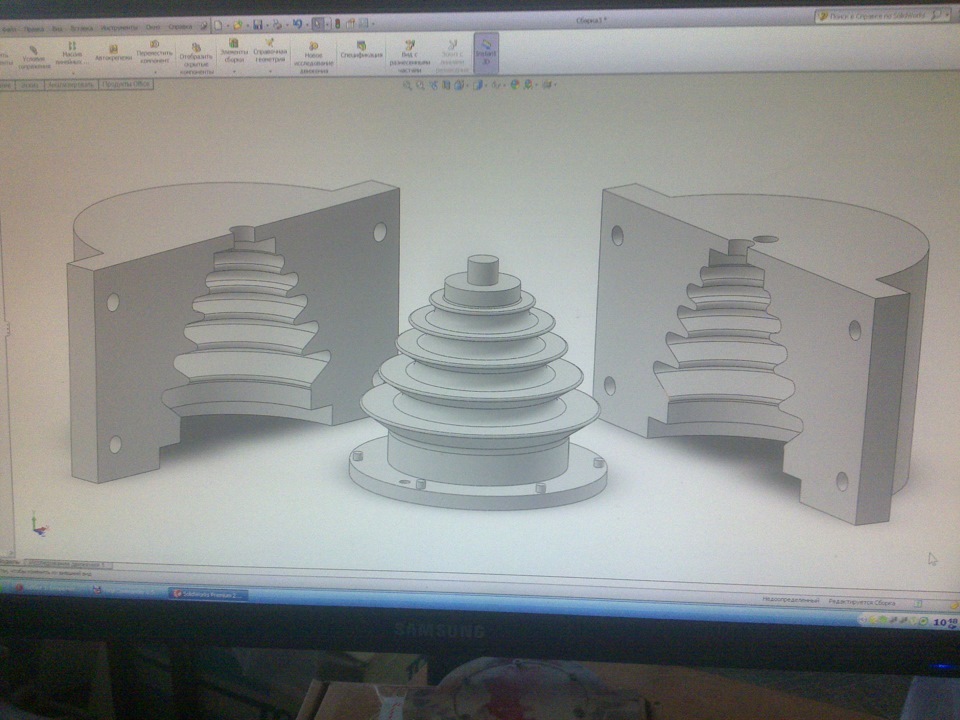
Форма для гофра состоит из трех частей, пустота между внутренней и внешними и есть тело гофра. Надо предусмотреть заливочный канал в форме конусного носика промывочного шприца, чтоб сидел плотнее (про него дальше), и воздухоотводный.
Так формы выглядят виртуально:
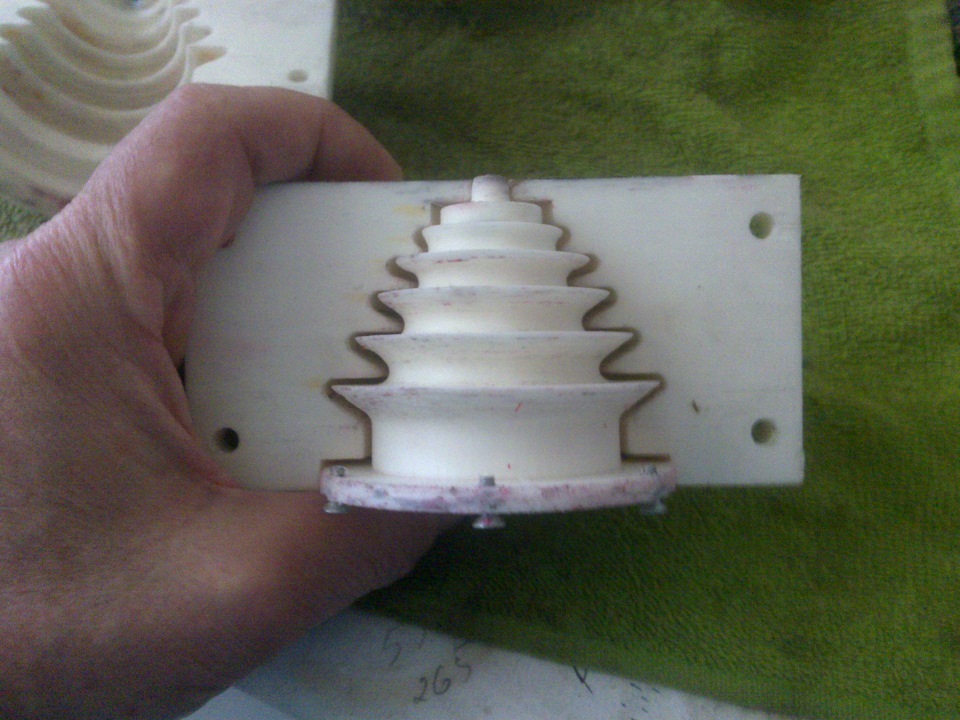
Теперь на печать и вот они в «железе» пластмассе.

Если вставить одну в другую, хорошо видна рабочая пустота, а винтиками регулируется зазор (просто стоечки, что были в модели, не пропечатались). На рабочую поверхность форм наносится разделитель, чтоб силикон не пристал, эти промазаны разогретым жидким парафином, и еще раз начисто, над горячим воздухом ватой. Парафин заполнит все неровности для чистоты поверхности.
Еще раз повторю; заказчик требовал именно такой конфигурации и никаких замен.
Вот форма в сборе.

Затягивается болтами, потому что давление при закачке будет сильное. И надо будет зафиксироваться, чтоб не сместило равномерность внутреннего зазора. Все это надо было предусмотреть на стадии проектирования форм, но стало понятно после первой отливки (как обычно)…
Теперь, про то, что будем закачивать, это набор из силикона (тут килограммовое ведерко), отвердитель и красители
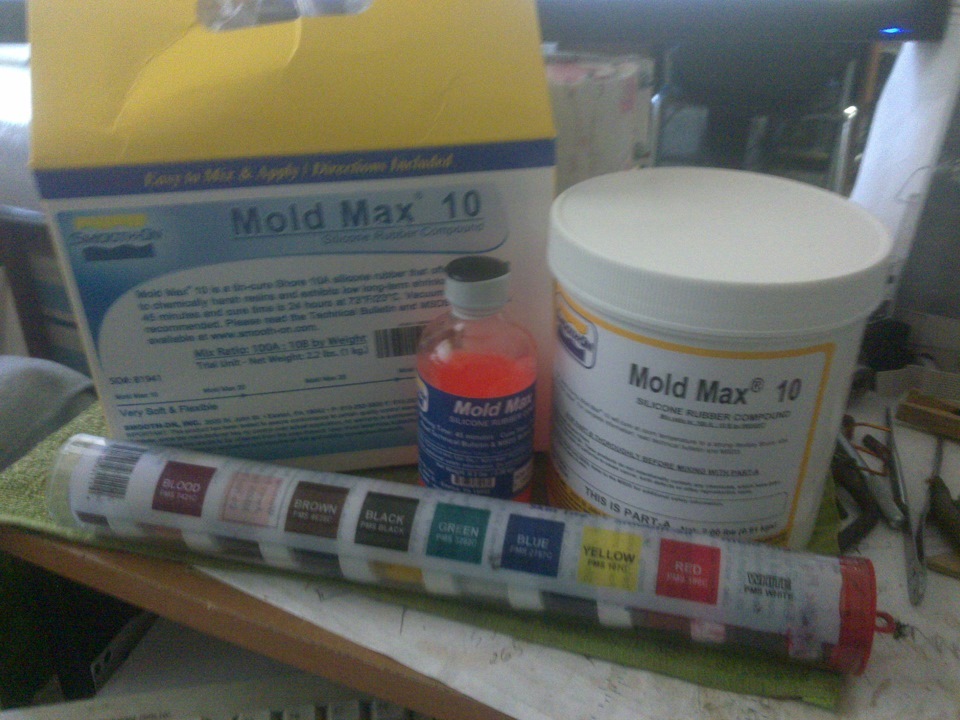
Купить( мы покупали) можно здесь; slepok.su/index.php?page=…=com_virtuemart&Itemid=34 До этого применялся Max 30, он пожестче. Десятка мягче, но другого нет уже. Так же понадобятся три шприца, обрезанный – набирать и отмерять силикон из ведерка (через носик замучаешься, он густой), маленький – отмерять отвердитель, большой (промывочный) – заполнять форму и пистолет( в ручную тяжело).


И еще быстро застывающий эпоксидный клей-пластилин.

Вообще, у нас в планах отлить силиконовый фартук вниз, под передний бампер.
Он впереди, в самом широком месте, сантиметров 6, по краям сужается. Саморезами прикрутим…
Это, как бы, смотреть спереди и снизу.
Если на гофр, по масса объемному анализу Solida нужно 25 кубиков(но разводить надо 30), то на фартук больше палитра, значит нужен наполнитель (экономить силикон) – резиновая пудра (крупную наждачку в руки), но это потом.
Недавно, кто-то спрашивал, где бы достать полиуретановые сайлентблоки, я видел на этом сайте двухкомпонентный полиуретан, а формы для блоков, втулок, подушечек, куда проще, чем для гофров или фартука.
Ну все, теперь видео подготовки и изготовления гофра (пыльника). Сразу прошу прощения за качество видео, фоновые звуки, и монтаж первоклашки, мой первый опыт работы с видео 🙂

Внимание! Отвердитель слеживается на дне и поэтому надо разболтать пузырек до исчезновения осадка.
И еще мы на видео поторопились, конечно же, надо сначала наполненный шприц в пистолет вставить, а потом в форму.
Спасибо за внимание, надеюсь будем кому то полезны! Удачи! Добра! 🙂
Изготовление резинового покрытия своими руками

Беспокойная мысль часто будоражит головы смекалистых умельцев: «А, можно ли самостоятельно изготовить травмобезопасное покрытие из резиновой крошки?». Да, давайте вместе рассмотрим интересные интернет-предложения. Первый интересный вопрос: «Как в домашних условиях изготовить резиновую крошку?». Начнем с того, в интернете есть действительно оригинальные советы по изготовлению резиновой крошки:
«На начальном этапе необходимо подготовить достаточное количество исходного сырья, т.е. старых автомобильных камер и соответствующий режущий инструмент. Для изготовления покрытия площадью один квадратный метр и толщиной 10 мм необходимо порядка 8 кг резиновой крошки. При производстве крошки из старых камер потери материала по массе минимальны. Таким образом, необходимо заготовить исходный материал из расчета 8 кг старых камер на 1 квадратный метр покрытия. Для измельчения резины можно применять обычные ножницы или топор. При желании можно соорудить специальные гильотинные ножницы. В крайнем случае, можно организовать нарезку камер достаточно острым ножом. Изготовление крошки нужно выполнять по следующему алгоритму:
- Удалить все металлические элементы со старой камеры
- Разрезать камеру на тонкие полоски
- Тонкие полоски, полученные на этапе 2 измельчить»

Заводская переработка шин

Горячий пресс для изготовления резиновой плитки
Понятно, что такое испытание выдержат только самые целеустремленные, и то, в качестве эксперимента. Имея тем или иным способом резиновую крошку, приступаем к изготовлению травмобезопасного покрытия.
В «домашних» условиях изготовить резиновую плитку сделать невозможно, так как требуется специальное оборудование и необходимо выдержать всю технологию производства. Остается только бесшовное покрытие. Тут следует вспомнить ограничения на применение бесшовного покрытия, которые мы ранее уже рассматривали здесь.
Далее рассмотрим конкретный случай применения недешевой резиновой крошки EPDM в домашних условиях, взятый из сети интернет.
«Итак объект – загородный дом, бетонная площадка перед гаражом 8м2. Фото «до», с необходимыми материалами и инструментами. Правда металлический шпатель, специально купленный, оказался в результате не нужен, применяли пластиковый.

Купил темно бежевую крошку. При толщине 10 мм крошки нужно 7-8 кг на 1 кв. м., расход зависит от ровности основания и рук укладчика, у нас ушло 8. Есть еще черная вторичная крошка, ее делают из старых шин, стоит она в 10 раз меньше и в принципе для покрытия перед гаражом тоже подошла бы, но бежевый цвет идеально подошёл к плитке на террасе у дома, так что выбрали его.
В крошку добавляют 15% связующего, пропорция 1*7 и перемешивают дрелью. Лучше иметь под рукой весы для взвешивания частей, мы добавляли связующее банкой, а текучесть у него как у меда, так что это было очень неудобно. 
Перед нанесением смеси основу нужно прогрунтовать раствором 50% связующее 50% растворитель. Растворитель обычный уайт-спирит. Грунтовали по частям, чтобы не бегать по клею.
Дальше просто насыпали кельмой смесь, разравнивали и ровняли пластиковым шпателем. Его периодически пшикали ведешкой, чтобы клей не лип.

Смесь в работе очень удобная и послушная, пластична еще минут 30 после нанесения, так что все недостатки можно успеть поправить. 

Вышло очень похоже на пробковое покрытие. Сохло, правда, дольше чем ожидали, почти сутки. 
Проверка покрытия машиной, показательный заезд. 

Оказалось тянется след песка. Во двор заезд с грунтовки. Но на бежевой крошке его почти не видно. Теперь сомневаюсь относительно черного цвета на пандусе. Беж оказался очень даже не марким.
Керхер выдерживает, та же насадка, что и для машины, ближе 20 см не подносил, а песок и грязь смывается и из обычного садового шланга.
Можно использовать мелкую крошку, тогда поверхность будет более гладкой. Но одно из преимуществ покрытия как раз, то что грязь останется на покрытии а не попадет в дом или гараж, водой из шланга ее можно потом смыть, а если нет навеса, то и дождь смоет. Кстати сухой мусор, листья, трава отлично сметаются веником.
Если регулярно выворачивать колеса на покрытии думаю долго оно не протянет, опять вопрос на какой машине, если внедорожник 2 т+ и резина шипованная, то и тротуарке гаплык настанет быстро.
Даю фото. 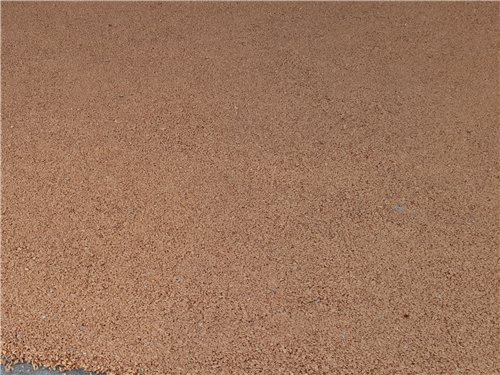

За эту зиму снег вроде не разу не убирали  . При вывороте колес на месте вырываются отдельные гранулы с покрытия, но не критично, износа не видно, вырывает изначально не влившиеся частички. Если честно, на этом участке эксплуатация не интенсивная, так что никакой колеи точно нет.
. При вывороте колес на месте вырываются отдельные гранулы с покрытия, но не критично, износа не видно, вырывает изначально не влившиеся частички. Если честно, на этом участке эксплуатация не интенсивная, так что никакой колеи точно нет.
Нет проблем и с уборкой, наклонная открытая площадка отмывается дождем. Что учитывая заезд во двор с грунта очень неплохо. Да и песка на бежевом особо не видно, после зимы покрытие еще не чистили.
В данном примере, укладку бесшовного покрытия сделали на въезде в гараж. Работу с покрытием производил энтузиаст, имеющий опыт работы с крошкой. За основу была взята одна из дорогих каучуковых крошек EPDM. Следует учесть, что в магазине такая резиновая крошка не продается, а производители не продают ее мелкими партиями. Для данного процесса укладки очень важно тщательно перемешать крошку и связующий компонент, а это трудно добиться в данных условиях. Покрытие получилось не достаточно прочное для своего предназначения. Эксплуатироваться резиновое покрытие будет под большой нагрузкой. Поэтому и есть опасение, что оно вскоре придет в негодность. В любом случае, такой эксперимент — дорогое удовольствие. А значит, прежде чем приступать к работам, надо все учесть и взвесить — в прямом и в переносном смысле.
Другой пример «домашней» работы — декорирование крыльца резиновой крошкой. Эта работа может быть выполнена также самостоятельно. Также прилагаем интернет-отчет того же умельца:
На этих выходных начал делать крыльцо на даче.
Делал сам, так, что подробного фотоотчета не вышло, но общий результат виден.
И так традиционно фото «до», примечательная конфигурация крыльца следствие неоднократных перестроек веранды.
Для покрытия выбрал два цвета резиновой крошки. Дизайн решил сделать не замысловатый — темная рамка с яркой серединой, причем среднюю часть решил делать миксом 20% темной, 80% яркой. Разметка мелом при помощи линейки из ОСБ 10мм, она же в последствии правило.
Общая площадь крыльца 5,5 кв.м., на рамку ушло часа три, лепить красивые переходы и особенно вертикальные части ступенек нужно было очень аккуратно. Зато всю середину сделал минут за 40.
ВеДешкой в этот раз не пользовался, чтобы крошка не липла к шпателю его можно смазывать раствором клей связующее и растворитель 50/50. Но со шпателем не угадал купил новый 40 см, для мелкой рамки он оказался великоват. В результате углы вышли немного неровными, не смог их нормально протянуть.
Вот вид почти готового крыльца. Один угол оставил для прохода, доделаю на следующих выходных. «Полуфинальное» фото.
В общем смотрится неплохо. Соседка увидела и подумала, что мы коврик на крыльцо постелили. Наведу красоту выложу фото в готовом виде.




В принципе, каждый может попробовать «поколдовать» на небольшом фрагменте с резиновой крошкой. Однако, такой объем сырья, красителей и полимерное связующее, как мы уже говорили, Вы не купите в магазине.
НО, сейчас компания ELITPLIT проводит акцию! Если есть большое желание самостоятельно поработать с инновационным материалом, мы предоставим Вам возможность посетить наше производство резиновых плит, а в качестве ознакомления с новым резиновым материалом для травмобезопасных покрытий, Вы можете приобрести на заводе ELITPLIT необходимый необходимый набор компонентов для экспериментов по самостоятельному изготовлению резинового покрытия у себя на участке. Для посещения завода необходимо заранее связаться по телефону горячей линии ELITPLIT +7 977 870 73 71 с менеджерами компании. Кроме того, профессионалы-технологи проконсультируют Вас, как правильно работать с резиновой крошкой.
Открываем производство резиновой плитки: цена оборудования, технология изготовления и бизнес-план

Плитка и брусчатка из резиновой крошки – это малозатратная и довольно качественная продукция.
Материал не требует дорогого сырья и большого количества рабочей силы.
Для изготовления достаточно просто приобрести нескольких специальных станков и арендовать небольшой цех.
Резиновая тротуарная плитка и брусчатка сегодня на пике популярности. Ее легко продавать не только в розницу отдельным компаниям и частным лицам, но и сбывать в больших количествах торговым предприятиям.
В данной статье мы расскажем о технологии производства этой продукции и дадим характеристику оборудования.
Плюсы и минусы продукции
У этой продукции много достоинств. Измельченные резиновые автошины, из которых она производится – материал высококачественный. Для его изготовления используется хороший синтетический каучук, дорогие наполнители и масла.
 Преимущества крошки из такой резины:
Преимущества крошки из такой резины:
- Прочна, «не прогибается» под сильным весом, ее можно укладывать в цехах, гаражах и автомойках.
- Долго и верно служит до 35-40 лет, и при этом не истирается и не «линяет».
- Устойчива к влаге, остается цела и быстро подсыхает даже после тропических ливней, поэтому ее используют в аквапарках и в саунах.
- Не боится резких перепадов температур, ей не страшны ни сильные морозы (до -40), ни изнурительный зной (до +50).
- На ней не скользит обувь – травмироваться на такой плитке сложно; ею мостят «спортивные» поверхности – теннисные корты, площадки для игр.
- Материал не портят агрессивные вещества, им покрывают полы химических лабораторий.
- Плитку легко и недорого укладывать и мыть. Ею мостят лестницы, входы в здания, торговые центры и многие другие «публичные» пространства с большим людским потоком.
Также тротуарной плитке из резиновой крошки можно придавать самую разнообразную форму, размер и цвет, красиво вписывать в интерьер помещений и ландшафт. Ее кладут на дачных участках и в элитных коттеджных поселках, на балконах и террасах.
Технология изготовления плитки и брусчатки
Прессование холодного и горячего типа сегодня являются двумя самыми популярными технологиями, с помощью которых производится плитка и брусчатка.
Горячий способ
Используя технологию изготовления горячим способом, плитку можно произвести дешево и быстро.
Следует иметь в виду – такая продукция не отличается долговечностью, «боится» сильных морозов.
Найти покупателя для подобного товара реально только в умеренной климатической зоне.
 Чтобы произвести горячее прессование нужно:
Чтобы произвести горячее прессование нужно:
- Сперва придать сырью нужную кондицию. Для этого в специальном смесителе необходимо создать сплошную массу из крошки и связующего вещества – клея из полиуретана.
- Распределить смесь по пресс-формам и отправить под специальный вулканический горячий пресс, который разогревается электричеством или паром. Он массу нагревает и придает ей нужную форму с помощью давления, превышающего 5 тонн. После такого прессования материал готов – ничего больше с ним делать не нужно.
Продолжительность процесса и температура зависит от толщины смеси:
- если этот показатель равен 8-15 мм – прессовать нужно 3-7 минут при температуре +120-130 градусов;
- если 15-25 мм – 5-10 мин. при +140-150;
- если 25-40 мм – 15-18 мин. При +150;
- если 40-50 мм – 20 мин. тоже при +150.
Холодный способ
«Холодное» прессование – процесс более трудоемкий и затратный. Но и хорошо заработать на нем куда реальнее, так как «холодной» плитке присущи все вышеперечисленные достоинства.
Чтобы произвести спрессованную холодом продукцию, необходимо:
- Приготовить сырье. Для этого нужно сделать то же, что и в случае с горячим прессованием: из связующего полиуретанового клеящего вещества и резиновой крошки создать сплошную смесь. Плюс добавить красящее вещество. Важный момент состоит в том, что клея потребуется на порядок больше.
- Переместить эту смесь в пресс-формы и отправить прессоваться под 5-тонным давлением в вулканический холодный неразогретый пресс.
- Далее материал направляется в специальную камеру (термошкаф) сушиться при температуре +50-60 градусов. Сколько ему там находиться, зависит от толщины. Чем материал толще, тем сушка дольше. В среднем этот процесс занимает 5-7 часов.
- После термообработки в спецкамере материал «досушивают» в условиях обычной комнатной температуры.

Толщина фракций резиновой крошки зависит от того, насколько сырье измельчено. Чем мельче резина, тем тоньше фракция. Эта толщина может разниться более чем в сто раз – в диапазоне от 0,1 мм до приблизительно 10-12 мм.
Из тонких фракций (до 4 мм) производят относительно дорогую однослойную цветную плитку, из толстых – более дешевый материал из нескольких слоев изначального черного цвета.
Качество «крупной» крошки ниже, потому что в ней есть нежелательная примесь («включения») из металла или тканей.
Но и произвести ее дешевле по двум причинам:
- во-первых, ее не красят;
- во-вторых, для создания однослойной «сплошной» продукции, нужно, чтобы связующее клеящее вещество полностью обволокло каждую отдельную крошку.
Поэтому, чем большего размера отдельные резиновые частицы, тем меньше нужно связующего, чтобы их соединить.
Плитка может быть и «комбинированной», когда верхний слой «качественный» тонкий, а нижний дешевый и потолще. Такой материал в толщину обычно около полутора сантиметров.
Компоненты
 Для изготовления понадобятся такие составляющие:
Для изготовления понадобятся такие составляющие:
- Непосредственно резиновая крошка. Плитка из нее состоит на 80-90%.
- Полиуретановый связующий клей. На него приходится около 10% от общего размера материала. Такой клей не только связывает крошку в сплошную плитку, но и используется для того, чтобы соединять ее с любой поверхностью.
- Краситель. В плитке его 5%. Обычно красящее вещество внешне похоже на порошок.
- Гранулы цветного каучука. Это вещество используют для того, чтобы создать на поверхности готовой продукции рисунки и сделать ее эстетичной на вид. Без этой составляющей вполне можно обойтись.
Резиновую крошку можно приобрести на:
- специальных перерабатывающих заводах;
- предприятиях, производящих РТИ (резинотехнические изделия). На них это побочный продукт производства;
- заводах, которые восстанавливают поврежденные протекторы шин. Одним из отходов этого процесса является как раз резиновая крошка.
Оборудование
Для небольшого производства потребуется:
- вулканический пресс, который может производить до 100 м 2 продукции за 1 день. Его стоимость – в районе 300 – 400 тыс. руб.;
- сушильная камера (термошкаф).Ее цена – 100 000 – 150 000 руб.;
- прессовальные формы для резиновой крошки – 40 000 руб. каждая. Их понадобится не менее 3-4;
- строительный смеситель (центрифужного типа) – 120 000 – 220 000 руб. Их понадобится 2.
Также при изготовлении не обойтись без такого оборудования, как:
- стола (для формовки) и платформ для смесителей;
- тележек для перемещения бочек с клеем;
- шпателя, чтобы при укладке подравнивать смесь в пресс-формах;
- весов (электронных);
- спец. дрели, оснащенной насадкой, чтобы смешивать составные;

Цена сырья и материалов для производства резиновой плитки:
- 1 тонна черной резиновой крошки стоит в среднем 20 000 руб.;
- тонна цветной – 25 000 – 40 000 руб.;
- 1 кг клея из полиуретана – 150 руб.;
- красители – 8-10 руб. за 1 кг.
Расход электричества составит приблизительно 15 кВт / ч.
Приобрести оборудование можно у таких производителей, как Альфа-СПК, ЭКО-ТОП, ООО «Альфа-МСК», посредников, доставляющих его из других стран (Far East Trans и другие) по доступной цене.
Формы для плитки
Формы для резиновой плитки можно купить у производителей оборудования, указанных выше. Распространенные размеры: 550x550x55 (45) мм, 1100x1100x55 (45) мм.
Бизнес-план
Производство резиновой плитки из крошки – дело не очень затратное. Чтобы создать небольшой завод, понадобится приблизительно 1 200 000 руб.
Для обеспечения производственного процесса необходимы:
- территория площадью приблизительно 120-130 м 2 под цех и склады для хранения сырья и готовой продукции;
- 3-4 рабочих для одной смены;
- бухгалтер и менеджер.
1 м 2 плитки можно продать за 1700 руб., а 100 плиток сбыть оптом за 62 000 руб.
Рентабельность такого производства достаточно высока – в районе 20-40%, и если за день производить до 35 м 2 продукции, то понесенные затраты окупятся уже через 4-6 месяцев.
За это время можно получить выручку от продаж около 7,5 млн. руб. (35·1700·21дн.·6 мес. = 7 497 тыс. руб.).
 Ежемесячный:
Ежемесячный:
- Доход 35·1700·21дн. = 1 249,5 тыс. руб.
- Расход 920 тыс. руб.
- Прибыль 1249,5-920 = 329,5
Постепенно развивая бизнес, повышая производительность, можно достичь и более высокого показателя.
Можно ли сделать плитку в домашних условиях?
Высококачественную продукцию, которая изготавливается холодным способом, произвести «на дому» нереально. А вот «горячий» дешевый вариант вполне реалистичен.
Для изготовления резиновой тротуарной плитки своими руками больших площадей, денежных и временных затрат не требуется – достаточно будет прикупить такое оборудование, как горячий пресс, пресс-формы, ну и естественно сырье в виде резиновой крошки и других компонентов.
Если покупать самое дешевое оборудование б/у, то стартовая инвестиция не превысит 200 000 – 250 000 рублей.
Таким образом, мини-производство плит из резиновой крошки своими руками возможно даже в гараже. Проблемы могут начаться позже – на этапе продажи. «Горячая» плитка – товар с не очень хорошей репутацией, поэтому с поиском клиентов могут быть проблемы.
Видео по теме
Автор данного видео рассказывает о том, как воплотить бизнес-идею по производству и реализации плитки и брусчатки из резиновой крошки, о выборе станка и оборудования для ее изготовления в домашних условиях, а также о достоинствах этого материала и преимуществах его перед другими видами.
Заключение
Как видим, изготовление плитки из резиновой крошки – дело весьма выгодное, особенно при грамотном составлении бизнес-плана.
Это дело не требует больших затрат и быстро окупается.
Изготовление плитки из резиновой крошки в домашних условиях
Производство резиновой плитки — самый эффективный способ переработки старых изношенных шин. Конечная продукция отличается высокой прочностью и износостойкостью. Производство такого материала позволяет решить две важные задачи — изготовить продукцию с отличными эксплуатационными качествами и безопасно утилизировать ненужные покрышки. Это отличная идея для тех, кто хочет заняться бизнесом в домашних условиях.

Сырье для производства резиновой плитки
Если вы планируете заняться производством резиновой брусчатки в домашних условиях, основное сырье — дробленую резину, можно приобрести на заводе. Многие отечественные предприятия занимаются переработкой старых автомобильных покрышек, поэтому с закупкой сырья не возникнет проблем.
Крошку из покрышек можно сделать и своими руками, но в таком случае вам не обойтись без специального оборудования.
Отработанные шины можно приобрести за бесценок или получить бесплатно, взяв на себя только транспортные расходы.
В состав смеси для изготовления резиновой тротуарной плитки входят:
- фракции резиновой крошки;
- клей;
- пигменты;
- модифицирующие наполнители.




Резиновая крошка
Это вторичный материал из старых автомобильных покрышек, который получают путем механического дробления с последующим отделением ненужных примесей, таких как текстильное волокно и металлический корд. В состав крошки входят синтетический каучук, различные масла и наполнители, поэтому исходное сырье изначально прочное и износоустойчивое. Шины не боятся воздействия кислот и щелочей.
Автомобильная резина отличается высокой эластичностью и отлично сохраняет заданную форму. Она с трудом подвергается деформациям даже при высоких температурах.
Размер крошки может колебаться в пределах 0,1-10 мм. Сырье 0,1-4 мм используют для производства черной или цветной однослойной плитки. Более крупные фракции предназначены для изготовления нижнего слоя. В их составе могут быть металлические включения.

Пигменты
Пигментные красители позволяют получать готовые изделия разного цвета. Красящие вещества находятся в сухой порошкообразной фазе. Они могут быть органическими и неорганическими. Внешне пигменты похожи на разноцветную муку. Окрашивание смеси для изготовления плитки из резиновой крошки происходит при взаимодействии красителя с полиуретановым клеем. Красящее вещество обволакивает резиновую крошку и придает ей нужный цвет.
В основе неорганических красителей могут быть:
- диоксид титана — белый;
- оксид железа — красный;
- гидроксид оксида железа — желтый;
- кобальт — синий.
Смешивание основных цветов позволяет получать разные оттенки.

Полимерный клей
Связующее, которое добавляют в смесь для производства плитки, представляет собой нетоксичную массу на полиуретановой основе. Оно может быть:
- однокомпонентным;
- двухкомпонентным.
Второй вариант отличается составом. К нему прилагается отвердитель. При выборе клея обратите внимание на его качество. На него приходится вся нагрузка, поэтому стоит закупить в небольших количествах связующее от нескольких производителей и опытным путем выбрать подходящий вариант.


Модифицирующие наполнители
Данный компонент позволяет повысить прочность и износостойкость вторичного сырья, а также придает эластичность готовой продукции. При малой концентрации модифицирующие наполнители не улучшают механические показатели, а при большой материал становится хрупким, в связи с чем меняется механизм его разрушения.

Формы для плитки
Пресс-формы для резиновой плитки можно сделать самостоятельно. Но это занятие отнимет у вас много времени и денежных средств, поэтому лучше приобрести готовые изделия или заказать их изготовление по эскизу.

Перед эксплуатацией не забудьте обработать форму мыльной водой или силиконом, чтобы к ней не прилипал раствор. Неметаллические формы после удаления готовой резины обрабатывают кислотным раствором для ликвидации пыли.
Оборудование для производства
Комплектующие для производства плитки методом холодного прессования обойдутся дороже, чем для горячего. Самый дорогостоящий вариант — это установка автоматизированной линии. Такая аппаратура подходит для промышленного производства, поэтому понадобится помещение большой площади.
Специальное оборудование по производству резиновой плитки в домашних условиях состоит из следующих агрегатов:
- сырьевой смеситель;
- вулканический пресс;
- пресс-формы;
- весы;
- тележки-транспортеры;
- формовочные столы;
- сушильная камера.

Компоненты рабочей смеси загружают в смеситель с тихоходными лопастями, которые тщательно их перемешивают. Чаще всего основное сырье и клей смешивают отдельно, поэтому понадобится еще один станок такого типа.
Смесь в формы загружают на специальных формовочных столах. После этого формы ставят на тележки и помещают под пресс. Загруженные тележки отправляют в сушильную камеру.
Производительность всего электрооборудования зависит от размеров сушильной камеры. Чтобы производство было рентабельным, ее площадь должна составлять не менее 200 м².
Для производства исходного сырья (резиновой крошки) в домашних условиях применяют способ механического дробления с использованием специальных резаков. Это недорогое оборудование подходит для изготовления плитки в гараже. В промышленном производстве применяют метод ударно-волнового дробления. Такое оборудование полностью автоматизировано.

Технология изготовления
Для производства плитки используют 2 метода прессования:
- горячее;
- холодное.
Первый вариант более дешевый и быстрый. Но на выходе вы получите токсичный продукт низкого качества. Отечественные производители отдают предпочтение холодному прессованию. Такой способ позволяет получать долговечную плитку, но он не отличается высокой производительностью.
Затраты электроэнергии для обоих методов одинаковы. Отличается только характер потребления электричества. При горячем способе электрическая энергия расходуется циклично, только во время работы пресса. При холодном прессовании необходимо постоянно расходовать электроэнергию, чтобы поддерживать нужный температурный режим в сушильных камерах.
Рассмотрим основные этапы производства:
- Подготовительный. На этом этапе подготавливают основное сырье. Для этого старые автомобильные покрышки освобождают от металлических колец и текстильных нитей, после чего измельчают на дробилке до нужной фракции.
- Приготовление смеси. В смеситель в нужной пропорции загружают каучуковую крошку, клей, пигменты и модифицирующие наполнители.
- Формовка. Готовой смесью наполняют специальные формы и отправляют под пресс.
- Прессование. Сырьевой материал спрессовывают до заданной плотности и толщины.
- Запекание. При горячем способе производства материал запекают под прессом при +130°С. Холодный способ подразумевает установку форм с сырьем в термошкафы для обработки более низкими температурами (+60°С).
Необходимо строго придерживаться технологии производства резиновой плитки. Обратите особое внимание на следующие важные нюансы:
- Размер каучуковой крошки. От этого параметра зависит качество покрытия и его физико-механические характеристики.
- Наличие смазочного материала в формах перед загрузкой смеси.
- Соблюдение пропорций при приготовлении смеси.
- Чтобы повысить водонепроницаемость плитки, нужно использовать меньшую фракцию крошки и увеличить давление пресса.
- Чем крупнее фракция резиновой крошки, тем быстрее теряется цвет материала при эксплуатации.
- Плитку толщиной более 2 см лучше делать двухслойной. Верхний слой — из мелкой крошки, нижний — из крупной. Если вы хотите сделать резиновую плитку двухслойной, понадобится дополнительный смеситель для приготовления разных слоев.
- На одном прессовальном станке нужно выпускать плитку одинаковой толщины, независимо от ее конфигурации. Чем тоньше покрытие, тем быстрее происходит его формация.
Многие производители выпускают двухслойную резиновую плитку. Такой подход позволяет им существенно снизить себестоимость готовой продукции, поскольку в состав смеси входит дешевая крупная фракция исходного сырья.


Пропорции
Для приготовления смеси из резиновой крошки все необходимые компоненты берут в следующей пропорции:
- резиновая крошка — 80%;
- полимерный клей — 10%;
- пигмент — 3,5%;
- модифицированные наполнители — 0,5%.
Чем меньше фракция крошки, тем больше понадобится клея. Пигментные вещества подсушивают связующее, поэтому в черной плитке его может быть меньше. Перед тем как засыпать ингредиенты в смеситель, их необходимо точно дозировать, используя весы. Несоблюдение технологии может негативно отразится на качественных характеристиках готовой продукции.

Горячий способ
Для горячего метода производства плитки понадобится вулканизационный пресс, под которым при температуре +130°С происходит процесс вулканизации. Формы со смесью находятся под прессом 30 минут. После этого можно производить выемку готовой плитки.
Прессование горячим способом существенно увеличивает объемы, поскольку ускоряет процесс изготовления плитки. Однако быстро — не всегда хорошо.
При использовании горячего метода ухудшаются характеристики изделия, что негативно сказывается на его качестве. У такой плитки более яркий запах жженой резины. Кроме того, она быстро разрушается под воздействием различных факторов окружающей среды.
Клей должен хорошо впитаться в структуру компонентов смеси. При горячем методе он не успевает прочно связать все составляющие, поэтому плитка становится хрупкой и недостаточно прочной. Под воздействием высоких температур связующие звенья не сохнут, а запекаются, что отрицательно сказывается на эластичности плитки и ее прочности.
Холодный способ
Готовую резиновую смесь загружают в формы и помещают их под пресс. После прессования тележки с формами загружают в специальные камеры на просушку. Их выдерживают 4-6 часов при +60°С. По истечении этого времени можно производить выемку тележек из камеры.
Производительность холодного метода зависит от объема камеры для сушки. Чем больше камера, тем больше тележек в нее поместится. Благодаря этому можно регулировать количество выпускаемой продукции.
С первого взгляда может показаться, что изготовление плитки таким способом менее производительно. При холодном прессовании химические реакции замедляются, клей успевает надежно связать все компоненты и в результате вы получаете долговечный качественный материал с отличными эксплуатационными характеристиками. Объемы производства можно увеличить за счет покупки дополнительного оборудования.
Как сделать жидкую резину для гидроизоляции своими руками?
Чтобы защитить различные поверхности от попадания влаги, человечество изобрело немало материалов, благодаря которым предотвращается разрушение. Одним из них является жидкая резина.

- Как сделать своими руками? ↓
- Преимущества и недостатки ↓
- Виды ↓
- Как правильно наносить? ↓
- Стоимость ↓
Это своеобразная эмульсия, которая создается на основе битума. Также в состав входят латексы и стабилизаторы. С виду этот материал напоминает резину, откуда и пошло название. Хотя иногда в нее добавляют каучук, что является основой обычной резины. При нанесении на поверхность, эта эмульсия сразу становится твердой.
Она сцепляется с поверхностью и превращается в монолитное твердое вещество черного цвета.
Свойства:
- Хватает лишь 2 мм, чтобы защитить поверхность от попадания воды.
- Со временем, покрытие не меняет своих защитных свойств, не расслаивается, остается таким же твердым.
- Смена температуры также не влияет на качество покрытия.
- Срок службы достаточно большой (не менее 20 лет).
- Пожароустойчива.
Сферы применения:
- Изоляция фундаментов, кровель, подвалов от попадания влаги.
- Гидроизоляция мест, где есть постоянный контакт с водою – бассейны, колодцы, трубопроводы.
- Ею покрывают пол в гаражном помещении, а также на автостоянках.
- Для герметизации различных стыков, щелей и т. п.
- Для облицовки люков.
- Обработка морских и речных суден.
- При строительстве всех видов дорог, в том числе и железных.
Как сделать своими руками?
Жидкую резину можно изготовить самостоятельно. Это делают в случаях, когда необходимо небольшое количество материала.
Что для этого понадобится:
- бура (одна упаковка);
- клей ПВА (две бутылочки);
- вода (полстакана);
- краситель (если это необходимо);
- две емкости для смешивания;
- палочка, или что-то подобное для перемешивания;
Подготовив все необходимые материалы можно приступить к приготовлению самой жидкости.
Подробное пошаговое руководство:
- Берем одну емкость и в ней смешиваем воду с бурой. Нужно хорошо размешать. Мешаем до тех пор, пока жидкость станет прозрачной.
- В другой емкости смешиваем клей с красителем.
- Добавляем полученную жидкость в окрашенный клей и все перемешиваем.
- Для того чтобы полученный материал не застывал, его можно поставить в холодильник.
Преимущества и недостатки
 Если сравнивать жидкую резину с материалами такого же назначения, то этот материал имеет множество преимуществ:
Если сравнивать жидкую резину с материалами такого же назначения, то этот материал имеет множество преимуществ:
- Он способен повторить рельефные особенности покрываемой поверхности. Такого эффекта нельзя добиться с помощью рулонных гидроизоляторов.
- Поверхность, которая образовывается после высыхания – бесшовная и не имеет стыков.
- Этот продукт способен сцепляться с любой поверхностью. Он работает даже при повышенной влажности.
- Материал является эластичным и гибким. Это гарантирует многолетнюю службу без деформаций и разрывов.
- Способна проникнуть во все поры, щели, трещины. Она их заполняет и герметизирует.
- Погодные условия никак не влияют на качество покрытия. Ему не страшен мороз, оно не плавится в сильную летнюю жару.
- Материал не токсичен.
- Резина выдерживает любое биологическое, атмосферное или химическое воздействие.
- Работа с этим материалом абсолютно безопасна. Она не требует нагреваний, использования опасных приборов и установок.
- Скорость нанесения достаточно высокая.
- Для человеческого здоровья этот материал абсолютно безопасен. Он не содержит токсичных компонентов.
- Широкая цветовая гамма.
- В случае, если происходит повреждение покрытия, не нужно полностью возобновлять изоляцию. Достаточно будет обработать поврежденные участки.
Несмотря на такой список преимуществ, у этого материала все же есть некоторые недостатки:
- Материал достаточно дорого стоит. На самом деле хороший материал не может стоить дешево. Имея такое количество положительных сторон, не жалко отдать за него высокую цену. Но не всем это по карману.
- Делая гидроизоляцию самостоятельно, можно не получить должного результата. Нужна практика, поэтому для работы потребуется опытный персонал. Также требуется наличие спецоборудования.
- Есть виды резины, которые страдают от ультрафиолета. Это нужно учитывать во время работы. Зачастую, поверхность покрывают стойкой краской, которая обязательно должна быть на водной основе.
 Существует две категории жидкой резины:
Существует две категории жидкой резины:
- Однокомпонентная. Это жидкая масса, которая уже готова к использованию. Она может иметь большое количество оттенков.
- Двухкомпонентная. Состоит из основного компонента и специального отвердителя.
Классификация по типам:
- Окрасочная. Это пастообразная масса, которая наносится на поверхность вручную с помощью кисти, шпателя или щетки.
- Напыляемая. Нанесения такой резины производится методом холодного напыления с использованием спецоборудования. Имеет самые высокие показатели прочности и устойчивости. Считается самой востребованной из всех существующих типов.
- Наливная. Этот тип материала готовится на месте и сразу наносится на поверхность.
Подготовка поверхности:
- Этот момент считается очень важным. Чтобы подготовить поверхность к нанесению жидкой резины, ее нужно как следует очистить от всех загрязнений. Убирается вся пыль, различные отложения и т. п. Важно убрать жирные пятна! Они могут препятствовать сцеплению материала с поверхностью.
- Рекомендуется использовать гидроструйную установку, чтобы достичь необходимого результата. Но такой способ не подойдет, если на поверхности уже есть рулонное покрытие. Под него может попасть вода, что недопустимо. Основание после очистки должно просохнуть минимум сутки. Никакой влаги не должно быть.
- Особое внимание стоит уделить щелям, стыкам, трещинам. В них находится большое количество пыли и других отходов. Для этого можно воспользоваться металлической щеткой.
- Если покрывается бетонная поверхность, то необходимо воспользоваться шлифовальной машинкой по бетону, чтобы удалить цементное молочко. В случае отсутствия такого инструмента, можно провести очистку шлифовальной щеткой.
Как правильно наносить?
 Весь процесс гидроизоляции жидкой резиной состоит из трех этапов:
Весь процесс гидроизоляции жидкой резиной состоит из трех этапов:
- Подготавливается поверхность (как это сделать, указано выше).
- Праймирование. В чем суть этого этапа работы? Напылением наносится первый слой резины на заранее очищенное и хорошо просохшее основание. Основной задачей праймирования является полное удаление оставшихся загрязнений. Ведь после предварительной очистки на поверхности может остаться мелкая пыль, которая на этом этапе удаляется. В результате, сцепление с основанием будет лучшим.
- На последнем этапе происходит нанесение основного слоя жидкой резины. Для того, чтобы материал был нанесен равномерно, напыление должно производиться перпендикулярно к основанию. Важно придерживаться расстояния между распылителем и изолируемой поверхностью. Оно должно быть не меньше 40 см.
Это зависит от места и назначения этой изоляции:
- Для новой кровли, которая покрыта бетоном – 2 мм.
- Для крыши с мембранной поверхностью – 3 мм.
- Для защиты металлической конструкции от коррозии – 1 мм.
- Для защиты крыши с металлическим основанием – 1 мм.
- Для изоляции бетонных сооружений – 2 мм.
- При изоляции кирпичных стен – 1,5 мм.
Стоимость

Купить этот продукт можно в любом строительном магазине. Его цена будет зависеть от вида и от производителя. Стоит заметить, что это недешевый материал. На рынке представлены итальянские, израильские, канадские и отечественные бренды.
Используя жидкую резину для изоляции поверхности от попадания влаги, можно добиться отличного результата. Покрытие будет прочным, эластичным, бесшовным и, главное – надежным. Этот материал прослужит долгие годы, выполняя свою задачу в полной мере. Никакие погодные условия ему не страшны!
Опытные специалисты рекомендуют использовать этот материал. Главное, правильно нанести его на поверхность. Соблюдение всех нюансов работы даст желаемый результат.

