
Гальваническое хромирование в домашних условиях
Как можно самостоятельно хромировать детали в домашних условиях?
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками. Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки. Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
- Технологии хромирования
- Подготовка рабочего места
- Оборудование
- Источник питания
- Состав и методика подготовки электролита
- Подготовка поверхности
- Хромирование
- Способ хромирования пластика дома
- Возможные дефекты и их причины
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Оборудование
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
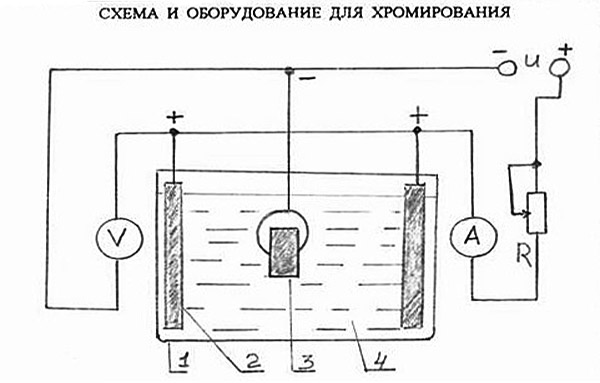
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).
Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
Подготовка поверхности
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Хромирование
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение. Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
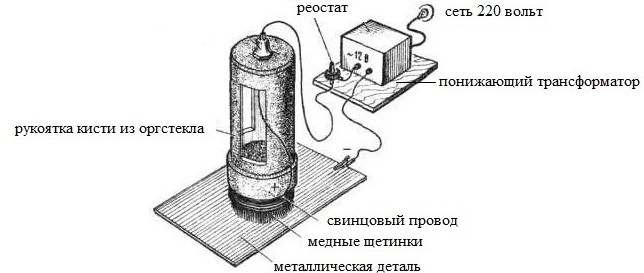
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Лада 2101 86′ grenouille на пневме › Бортжурнал › Хромирование крупногабаритных деталей!

Вобщем, выкладываю полезную инфу о гальванике в домашних условиях!)
Как многие знают, существует 2 приспособления для медирования, хромирования, цинкования и никелирования, это — гальваническая ванна и кисть . Т.к хромирование больших деталей ( дисков, бамперов и тд) в ваннах — очень затратно по реактивам ( представьте какая ванна должна быть, чтобы туда поместить целый бампер), хочу сделать кисть. Конструкция — нехитрая, предлагаю в этом убедиться)
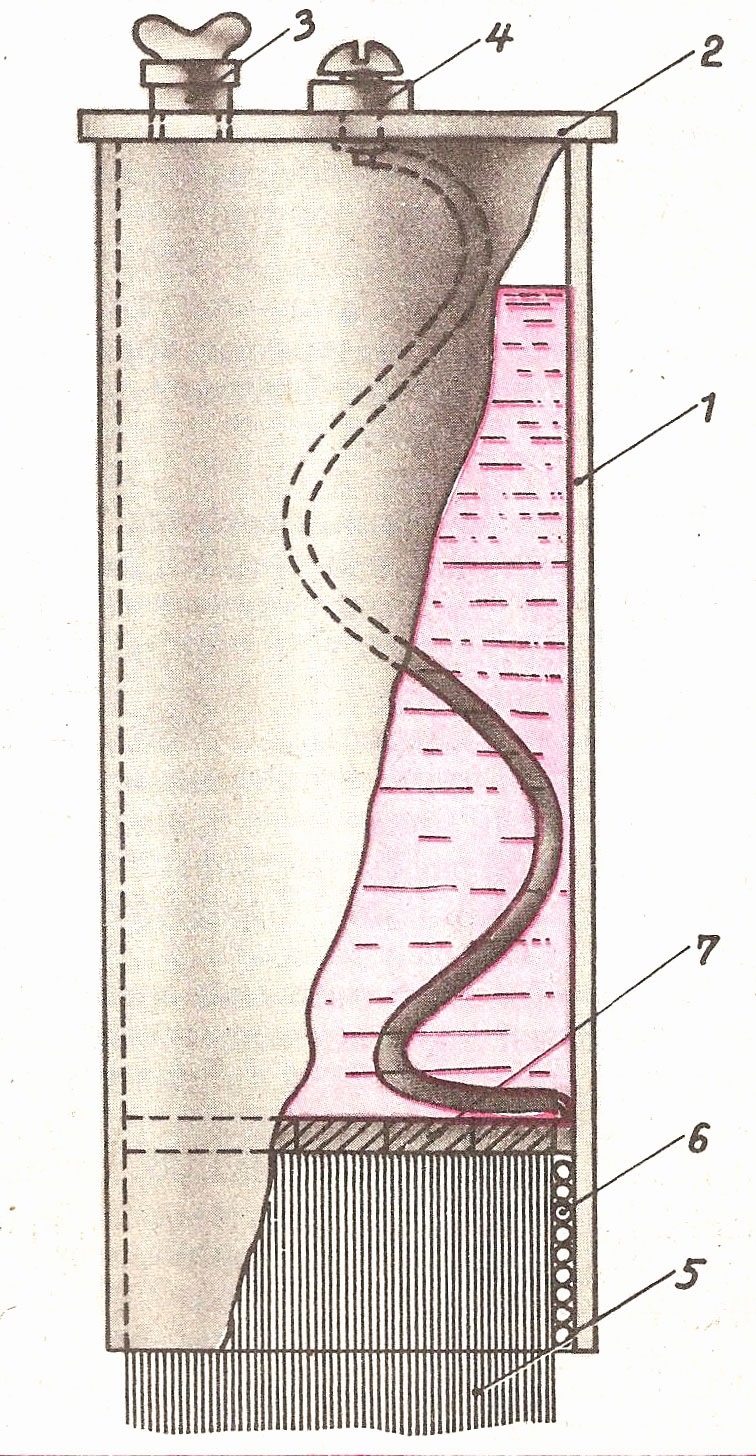
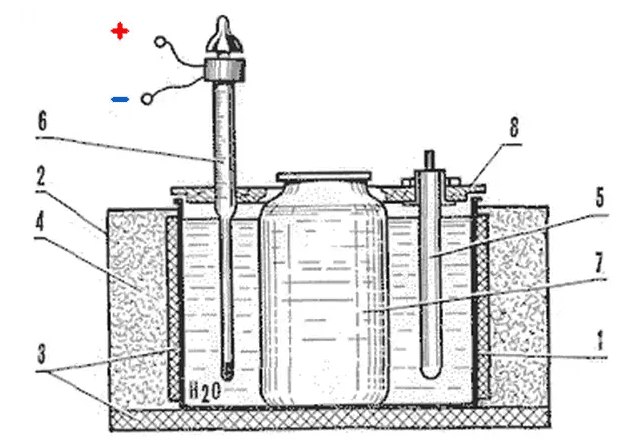
Устройство представляет собой следующее. Основа его цилиндр 1 (смотри рисунок) из прозрачной пластмассы. Сверху у цилиндра 1 приклеена крышка 2. На ней имеются заливное отверстие 3 с пробкой и металлический контакт 4, вклеенный в крышку.
Снизу в цилиндр 1 вклеена (клей «Момент») щетина 5 от кисти, затянутая шпагатом и обвернутая несколькими витками свинцовой проволоки 6. Конец этой проволоки припаян к контакту 4. Вместо свинцовой проволоки можно использовать узкую полоску свинца, вырезанную из оболочки кабеля.
Выше над щетиной 5 вклеена мембрана 7, представляющая собой кружок пенопласта (толщиной 8-10 мм), в котором проделано несколько мелких сквозных отверстий.
В цилиндр заливают электролит. К устройству подключают зарядный агрегат для аккумуляторов, позволяющий получить силу тока до 5 А.
Плюс подключают к контакту 4, минус к детали, которую покрывают металлом.
Через мембрану 7 и щетину 5 электролит понемногу выходит наружу. В это время своеобразной кистью натирают поверхность детали, при этом на ней начинает появляться пленка металла. Электролит собирают и еще раз используют, разбавляя его свежим электролитом.
Необходимо отметить, что качество подготовки деталей должно быть высоким (шлифовка, полировка, химическое обезжиривание, промывка дистиллированной водой).
Про электролиты для разных способов обработки (цифры — г/л)
Электролит для меднения
Медный купорос (сернокислая медь)
200
Этиловый спирт или фенол
1-2
Электролит для никелирования
Хлористый натрий
5
Электролит для хромирования
Серная кислота (уд. в. 1,84)
2,5
Электролит для цинкования
Борная кислота
20
Электролит для серебрения
Хлористое серебро свежеосажденное
3—15
Сода кальцинированная
20—25
Электролит для золочения
Тут нужно рассмотреть разные виды хромового покрытия, так как в зависимости от концентрации веществ и плотность тока можно получить широкую гамму покрытия, как по оттенку, так и по износостойкости.
Декоративное хромовое покрытие получаеться при использовании электролита следующего состава, электролит состоит из; 350 массовых частей (м.ч.) хромового ангидрида, 3,5 м.ч. серной кислоты и 100 м.ч. воды. Температура электролита при хромировании должна быть 35÷40град. С, а плотность тока – 10÷15 А/дм2.
Износостойкое хромовое покрытие применяется для обработки деталей двигателей, редукторов, гидравлики и прочих механизмов. Его получают используя электролит следующего состава: 150 м.ч. хромового ангидрида, 1,5 м.ч. серной кислоты и 100 м.ч. воды. Температура электролита 50÷55ºС, плотность тока 45÷100 А/дм2.
Темно-голубое декоративно-защитное покрытие получается, используя электролит такого состава: 350 м.ч. хромового ангидрида, 3,5 м.ч. серной кислоты, 1 м.ч. желтой кровяной соли и 100 м.ч. воды. Температура электролита 25÷30ºС, плотность тока 5÷10 А/дм2.
Агатовое, темно-синее декоративно-защитное покрытие получается если применять электролит, состоящий из 40 м.ч. хромового ангидрида, 10 м.ч. уксуснокислого бария и 100 м.ч. воды. Температурный режим электролита 15ºС, плотность тока 25 А/дм2.
Черное декоративно-защитное покрытие получается если использовать электролит следующего состава: 250 м.ч. хромового ангидрида, 8 м.ч. уксуснокислого кальция и 100 м.ч. воды. Температурный режим электролита 25÷30ºС, плотность тока до 100 А/дм2.
Мягкое декоративное покрытие получается при обработке в электролите следующего состава: состоящем из 250 м.ч. хромового ангидрида, 7÷10 м.ч. сернокислого хрома, 3 м.ч. борно-фтористоводородной кислоты, 100 м.ч. воды, однако можно применять и другой состав: 250 м.ч. хромового ангидрида, 3,5 м.ч. фтористого натрия и 100 м.ч. воды. Для обоих электролитов плотность тока составляет 4÷5 А/дм2, а температура 18÷20ºС.
Электролиты нельзя долго хранить, поскольку при этом теряются первоначальные качества.
Чугунные и стальные изделия перед обработкой подогревают до рабочей температуры электролита, медные и латунные – предварительно прогревают в горячей воде, а затем под напряжением погружают в гальваническую ванну.
Алюминий и его сплавы перед хромированием покрывают прочной пленкой другого металла. Для этого нужно изделие, поверхность которого приготовлена для хромирования, погрузить в раствор такого состава:
хлорное железо – 25÷35 г, концентрированная соляная кислота – 15÷20 г, вода – 1000 г. Деталь выдерживают в этом растворе 1÷2 мин, затем промывают водой и тут же приступают к хромированию.
Так же можно еще воспользоваться другим раствором: сернокислый цинк — 200 г, едкий натр – 200 г, вода – 1000 г. В таком растворе алюминиевую деталь необходимо выдержать 2÷3 мин, после этого промыть водой. В таком случае на поверхности изделия образуется тонкий промежуточный слой цинка, который обеспечит хорошее сцепление хромового покрытия с деталью.
Иногда нужно обновить хромовое покрытие на изделии. Для этого изделие нужно погрузить в электролит и на протяжении 30 с пропускать ток обратного направления. При этом поверхность старого хромового покрытия слегка растворяется и будущее хромовое покрытие надежно сцепляется со старым. При нанесении хромовых покрытий плотность тока доводят до расчитаной на протяжении 3÷5 мин.
После того как гальванический процесс завершен, изделие вынимают из электролита, промывают в теплой воде, потом нейтрализуют в 3 %-ном растворе пищевой соды, после этого снова промывают в горячей воде и сушат. Если же нанесено твердое износостойкое покрытие, то изделие необходимо обязательно прокипятить в течение 1÷1,5 ч в большом объеме дистиллированной воды, в завершении его помещают на 2÷4 часа в сушильный шкаф с температурой 110÷130ºС.
Следует иметь в виду, что, хотя растворы и не содержат сильно ядовитых веществ, обращаться с ними во избежание ожогов и отравления следует с осторожностью. Растворы лучше всего хранить в темной стекляняной посуде с притертой пробкой.
Так же следует учитывать удельный вес кислот, в зависимости от температур. Чем больше температура — тем меньше удельный вес . 98% раствор серной кислоты имеет как раз тот удельный вес, что нам нужен.
Так же нужно отдельно рассказать про реактивы, которыми нужно обрабатывать деталь до и после гальваники.
Одним из самых важных условий получения качественного гальванического покрытия является предварительная подготовка пескоструйка, шлифовка, обезжиривание и изделия.
Шлифовку осуществляют механическим способом с помощью карцовочной щетки, шлифовочных паст и наждачных шкурок.
Обезжиривание подготавливаемых деталей производят в органических растворителях: спирте, бензине, ацетоне, бензоле, трихлорэтилене. Подготавливаемую деталь тщательно промывают в растворителях, обращая внимание на труднодоступные места к которым сложно подобраться. Показатель качественного обезжиривания — хорошее смачивание водой поверхности детали.
Изделия из чугуна и стали очень хорошо обезжириваются с помощью указанных растворов:
Едкий натр… 10—20 г
Кальцинированная сода… 50 г
Жидкое стекло … 5—15 г
Вода… 1000 г
Едкий натр …50 г
Кальцинированная сода…30 г
Фосфорнокислый натрий…30 г
Жидкое стекло …5 г
Вода… 1000 г
Температура для растворов при обработки детали должна быть 60÷90 град. С. Работы нужно выполнять в защитных перчатках и фартуке, не допускать, чтобы капли раствора попадали на кожу и в глаза.
Для изделий из цветных металлов существуют следующие растворы:
Фосфорнокислый натрий… 10—20 г
Хозяйственное мыло… 10—20 г
Вода… 1000 г
Едкий натр …10 г
Фосфорнокислый натрий… 50—60
Вода… 1000 г
Рабочая температура первого раствора — 90град. С, а второго — 60град. С.
Так же нужно деталь декапировать
Декапирование – процесс снятия окисной пленки с поверхности металлической детали перед гальванической обработкой. В домашней мастерской можно применять такие декапирующие растворы:
Концентрированная серная кислота… 70—80
Хромпик … 2—3
Вода… 100
Соляная или серная кислота…5
Вода… 100
Ах, да. Возникает вопрос. Где взять реактивы?))
Ну, вроде все, сори за многабукаф. В ближайшее время соберем установку и попробуем ченить хромануть.
Как правильно хромировать металл?
Чтобы защитить металлические конструкции от коррозии, повысить прочностные характеристики и улучшить эстетичность их внешнего вида, применяют технологию хромирования. Она относительно несложная и доступна для освоения, но перед тем, как хромировать любой металл, нужно тщательно изучить технологию обработки, чтобы не допустить ошибок.
 Хромированный металл
Хромированный металл
Что такое хромирование?
Хромирование деталей заключается в нанесении специального покрытия на металлическую поверхность. Существует два основных метода:
- Насыщение поверхностных слоёв диффузионным методом. Максимальное число атомов хрома проникает внутрь металлической кристаллической решётки.
- Электролитический метод. Заключается в катодном осаждении хрома на стальную конструкцию под действием электрического тока.
Покрытие хромом проводится только на чистую подготовленную поверхность. Особенностью процесса является нанесение однородного слоя определённой толщины на конструкции различных форм. Покрытие может выполнять декоративную или защитную функцию.
Толщина образуемого слоя — от 0,075 до 0,25 мм. Твёрдость — 66–70 HRC. Поверхность имеет шероховатости и чем толще наносимое покрытие, тем больше дефектов. Поэтому после хромирования требуется полировка заготовок.
Технология предусматривает применение растворов:
- с хромовым ангидридом;
- с сульфатом или хлоридом хрома.
Зачем нужно хромирование?
Процесс хромирования проводится для следующих целей:
- Защиты металлов от коррозии, резких перепадов температуры.
- Восстановления поверхности металла. Возможно повышение срока эксплуатации конструкций, при условии износа поверхности на глубину до 1 мм.
- Повышения износостойкости. Хромовое покрытие способно стойко переносить трение, механические воздействия, температурные расширения. Позволяет защищать основной металл от негативных внешних факторов.
- Улучшения отражающих свойств. Хромированный слой обладает отражающими свойствами. Применяется в осветительных приборах для улучшения видимости корпусных элементов или знаков.
 Увеличение защитных качеств (Фото: Instagram / chrome_fusiontech)
Увеличение защитных качеств (Фото: Instagram / chrome_fusiontech)
Технология хромирования деталей
Существуют следующие виды хромирования:
- В электролитической среде. Атомы Cr осаждаются на токопроводящие наружные слои металла. Реакция протекает при подаче напряжения на электроды. Образуемый слой отличается стойкостью к химически активным средам и механическим воздействиям.
- Химическое хромирование. Это восстановительная реакция хрома из солевого раствора в присутствии реагентов. Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки.
- Декоративное хромирование с применением гальванической кисти. Метод простой и не требует наличия опыта проведения подобных работ. Контроль толщины происходит одновременно с процедурой нанесения хромового покрытия.
Оборудование для хромирования
Для хромирования в домашних условиях потребуется:
- Гальваническая ванна. Это ёмкость, покрытая снаружи теплоизоляционным слоем. Подходит любой сосуд, стойкий к химической среде.
- Источник питания для подключения электродов. Он должен иметь мощность до 1 кВт, регулятор по напряжению, рассчитанный на ток 50 А.
- Нагреватель из материала стойкого к кислой среде для подогрева электролита.
- Температурный датчик, откалиброванный для измерений при температурах от 0 0 С до +100 0 С.
- Свинцовая пластина, выполняющая роль анода. Нужно сделать крепление внутри ёмкости, чтобы она была от стенок на расстоянии. Катодом служит деталь, к которой нужно прочно закрепить контактный провод.
Новичкам рекомендуется использовать набор для хромирования, в котором есть нужные реагенты для химической металлизации. Многие производители в комплект включают подробную инструкцию по нанесению покрытия.
 Гальваническая ванна (Фото: Instagram / pt_plast)
Гальваническая ванна (Фото: Instagram / pt_plast)
Как хромировать детали?
Хромирование конструкций своими руками в домашних условиях необходимо выполнять в просторном нежилом помещении. Нужно подготовить инструменты, плотную одежду, очки, респиратор.
Для подготовки раствора нужно использовать неметаллические ёмкости. Связано это с необходимостью применения окислительного раствора.
В качестве катода следует использовать тонколистовой свинец или оловянный сплав. Ванна для электролиза может быть пластиковая цилиндрическая или прямоугольная. Если раствора было приготовлено больше требуемого объёма, его можно хранить в герметичной ёмкости с крышкой.
Для приготовления электролита должны быть использованы только чистые вещества. Хромовый ангидрид недоступен в свободной продаже.
Пошаговое хромирование деталей автомобилей:
- Деталь очистить от грязи и отполировать.
- При обработке стали проводят активацию поверхности. Она заключается в погружении заготовки в соляную кислоту на 5–20 минут. Длительность зависит от размеров и сложности поверхности.
- С детали смываются остатки кислоты.
- После высыхания конструкция погружается в ванну с раствором электролита.
- Внутри ванны устанавливается анодная свинцовая пластинка, к ней подключается плюсовой контакт от источника тока. К детали подсоединяется минусовый провод.
- Включается питание на 20-40 минут. По истечении времени деталь извлекается наружу.
- Через 3 часа хромированную поверхность шлифуют до блеска.
Для получения качественного покрытия нужно обеспечить:
- стабильное электрическое напряжение;
- соблюдение пропорций электролита;
- подготовку детали в соответствии с требованиями технологии;
- контроль и соблюдение температурного режима;
- выдержку электролита под током определённое время (от трех часов).
Подготовка детали
Перед хромированием деталей своими руками нужно:
- Очистить детали от грязи.
- Снять с металлической поверхности слой ржавчины. Зачистка выполняется наждачной бумагой
- Очистительными средствами удалить пятна жира, масел.
 Очистка металла от ржавчины (Фото: Instagram / decorsizumom)
Очистка металла от ржавчины (Фото: Instagram / decorsizumom)
Как готовить электролит?
Для хромирования деталей в домашних условиях нужен электролит. Пропорции ингредиентов для приготовления раствора:
- ангидрид в растворе 150–250 г/л;
- серной кислоты от 1,5–2,5 г на литр раствора.
Ангидрид хрома ядовит, его применение смертельно опасно.
- Стеклянный сосуд на 50% заполняется водой, нагретой до +60 0 С.
- В соответствии с количеством налитой воды добавляется ангидрид. Смесь перемешивается до полного растворения.
- Доливается вода до наполнения сосуда.
- Заливается в пропорции кислота, жидкость тщательно перемешивается.
При электролитическом восстановлении катод присоединяется к заготовке, а анод – погружается в подготовленный раствор.
Раствор, оставшийся после хромирования, нужно утилизировать. Он канцерогенен и может вызывать кожные заболевания, появление опухолей.
Этапы хромирования
Пошаговая процедура хромирования в домашних условиях:
- Раствор электролита нагревают до +52 градусов и выдерживают.
- Подготавливают сосуд для электролиза. В сосуде закрепляют анод, размещают заготовку, фиксируют на равноудалённом расстоянии от стенок. Прогревают до температуры раствора.
- В подготовленную ёмкость заливают электролит.
- На электроды 20–60 минут подаётся напряжение. Длительность зависит от объёма ёмкости, размеров, формы детали.
- Заготовка вынимается, промывается, сушится. Сушить следует на чистой поверхности. Важно исключить контакт с посторонними предметами.
Чтобы нанести хром на пластик декоративным способом, нужно выполнить следующее:
- Обеспечить качественное вентилирование помещения.
- Подобрать кисть с длиной ворса 2,5 см, обмотать её проводом из свинца.
- Закрепить кисть в торцевой части цилиндрической ёмкости.
- С противоположной стороны прикрепить диод.
- В ёмкость залить подготовленный электролит.
- В качестве источника питания в электрическую цепь подключается понижающий трансформатор. Минусовый контакт подключается к хромируемой заготовке, а плюсовый — к анодному диоду.
- На заготовку кистью нанести электролитический раствор. Каждый участок поверхности обрабатывается кистью от 20 раз.
- Отключить питание трансформатора.
- Достать из емкости заготовку, обработать и высушить деталь. Если на поверхности была грязь, её можно удалить при помощи воздушного потока, создаваемого компрессором.
- При сушке деталь не должна контактировать с посторонними предметами или подвергаться загрязнениям.
 Подготовка к хромированию (Фото: Instagram / galvaprom)
Подготовка к хромированию (Фото: Instagram / galvaprom)
Причины появления дефектов
Причины создания дефектного покрытия:
- несоблюдение пропорций компонентов;
- нарушение температурного режима;
- отклонение от нормированных электрических параметров;
- обработка заготовок из самопассивирующихся металлов, не прошедших травления;
- некачественная очистка поверхности.
При хромировании в домашних условиях повышается риск возникновения дефектов:
- Отсутствует блеск. Основной причиной является повышенное количество ангидрида хрома в смеси. Также возможны ситуации с низкой концентрацией серной кислоты или превышении токового значения.
- Неравномерный блеск. Возникает в результате повышенных значений подаваемого на электроды тока либо несоблюдении температурного нагрева электролита.
- На наружном слое образовались коричневые пятна. В растворе повышенная концентрация хромового ангидрида или недостаточное количество серной кислоты.
- Появились небольшие раковины снаружи заготовки. Результатом такого эффекта является некачественная подготовка детали к обработке: полировка выполнена некачественно. Другая причина — наличие водорода на наружном слое.
- Неравномерность толщины хромового покрытия. Создаётся по причине подачи повышенной силы тока на электроды.
- Покрытие имеет низкую прочность, при механических воздействиях остаются следы. Возникает при недостаточной температуре прогрева.
- Наличие трещин в покрытии. Связано с применением электролита, в котором концентрация железа более 0,15 кг/л.
- Отсутствие хромированного покрытия на некоторых участках детали. В электролите присутствуют растворённые нитраты.
- Происходит отслаивание хромового слоя. В ходе электролиза напряжение, подаваемое от источника тока, было нестабильным или снизилась температура электролита. Другой причиной может быть плохо обезжиренная поверхность.
Любой металл подвержен коррозии, но его можно покрыть защитным слоем. Наиболее простым методом защиты металла считается хромирование. Чтобы правильно провести обработку, нужно изучить нюансы этого процесса и подготовить необходимый инструмент.
Суть и методы хромирования металла
Гальваническое хромирование металлов. Надежные защитные и декоративные покрытия разных видов. Основные характеристики техпроцесса и применяемых компонентов. Хромирование в домашних условиях. Причины возможных дефектов и опасность для здоровья.

Гальваническое хромирование — это один из способов создания на поверхности изделий тонкого устойчивого слоя из чистого хрома, который почти в два раза тверже железа, имеет приятный серебристый цвет и отлично полируется. Хромовые покрытия применяют в защитных и в декоративных целях.
Гальваническому хромированию подвергают поверхности трения для создания устойчивого к коррозии антифрикционного слоя, который к тому же хорошо удерживает масло.
Этот металл имеет прекрасное сцепление со сталью, никелем и медью, а также практически не окисляется и не отслаивается в процессе эксплуатации.
Помимо прочего, хромовая гальваника применяется при изготовлении стойких к атмосферным воздействиям оптических отражателей, которые по своим качествам ничем не уступают амальгамированным.
Одной из главных особенностей гальванического хромирования является работа с пассивным анодом, т. е. покрывающий деталь хром поступает не из анодного металла, а из раствора хромовых кислот, что требует постоянной регенерации электролита.
А основной недостаток этого технологического процесса — высокая токсичность соединений хрома и связанные с этим повышенные требования к системам промвентиляции, утилизации электролита и водоочистки.
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде.
В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла.
Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.

Кроме того, в связи с постоянным убыванием хрома электролит необходимо периодически регенерировать, добавляя в него хромовый ангидрид и расходуемые в процессе хромирования реагенты.
Вид поверхности и механические свойства хромового покрытия напрямую зависят от компонентов электролитического раствора, степени его нагрева и плотности тока.
Варьируя эти показатели, можно добиться различных видов поверхности хромированного металла: от молочного и матового до зеркально-блестящего, – а также широкого диапазона значений твердости, плотности и пористости осажденного хрома.
Методика хромирования металла своими руками
Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды.
Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления.
О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности.
Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Возможные дефекты
При осмотре всех плоскостей металла после гальванического хромирования могут быть обнаружены специфические недостатки, которые чаще всего связаны с составом электролита и плотностью тока, но могут иметь и другие причины.
Если хром не оседает на металл, то это может быть связано с недостаточной плотностью тока, избытком серной кислоты, завышенной температурой раствора или окислением анода.
Если хромовое покрытие отслаивается от металла, то причиной этого может быть плохая очистка его поверхности и колебание токовых параметров в процессе хромирования.
При превышении плотности тока на выступающих частях детали могут образовываться наросты, а поверхность хромированного металла становится матовой и неровной. При слишком маленькой плотности тока покрытие становится жестким и имеет «молочный» вид.
При гальваническом хромировании также важно пространственное положение детали. Оно должно обеспечивать свободный уход водорода, образующегося на поверхности металла, т. к. скопление это газа приводит к образованию неровностей и каверн.

Опасность для здоровья
При хромировании металлов основная опасность для здоровья персонала и окружающей среды исходит от хромового ангидрида (оксид шестивалентного хрома), который является главным компонентом во всех электролитах, а при растворении в воде образует не менее опасные хромовые кислоты.
Все эти реагенты являются канцерогенами и очень токсичны (относятся к первому классу опасности). Оксиды и соли хрома малолетучи, но при использовании горячих электролитов могут захватываться парами воды.
Другими токсичными веществами, образующимся в процессе гальванического хромирования, являются хроматы свинца и сульфаты бария.
А как вы относитесь к хромированию металлов в домашних условиях? Ведь в Интернете размещено множество статей, описывающих, как легко и просто это делается даже без особых навыков.
Выскажите, пожалуйста, свое мнение в комментариях к этой статье.
Хромирование деталей (химическая металлизация) в домашних условиях
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора. Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита. При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
- CrO3 – 400;
- H2SO4 – 4.
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.
Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.

