
Чем варить титан в домашних условиях?
Сварка титана и титановых сплавов. Как и чем варить титан и его сплавы?
Содержание
- Особенности сварки титана и его сплавов
- Какие способы используют для сварки титана?
- Подготовка титана под сварку
- Ручная дуговая сварка титана и титановых сплавов
- Технология, техника и режимы сварки
- Видео: аргонодуговая сварка труб из титана
- Автоматическая сварка титана и его сплавов
- Режимы автоматической сварки титана в аргоне
- Режимы дуговой сварки титана под флюсом
- Электрошлаковая сварка титановых сплавов
- Контактная сварка титана
- Режимы стыковой сварки титана
- Режимы точечной сварки титана
- Режимы шовной (роликовой) сварки титана
- Конденсаторная сварка титановых труб
Особенности сварки титана и сплавов на его основе
Сварка титана и титановых сплавов всё чаще применяется в промышленности из-за их физико-химических свойств. Температура плавления титана составляет, по разным данным, 1470-1825°C. Титан способен сохранять высокую прочность до температуры 500°C, а также высокую коррозионную стойкость во многих агрессивных средах.
Основное условие для качественной сварки титана — это необходимость надёжной защиты зоны сварки и обратной стороны шва от вредного воздействия атмосферного воздуха. При этом, защищать нужно не только сварочную ванну, но и те участки металла, температура нагрева которых превышает 400°C. Кроме этого, необходимо обеспечить минимальный по времени нагрев свариваемых кромок.
Дополнительными трудностями при сварке титана являются его склонность к увеличению размера зерна при высоких температурах (выше 880°C) и к образованию пор.
Титановые сплавы склонны к закалке, в зависимости от легирующего элемента. Такие элементы как Cr, Fe, Mn, W, Mo, V, входящие в состав сплава, снижают его пластичность. Так, при температуре 250°C начинается интенсивное поглощение водорода, при 400°C кислорода и при 600°C азота.
Прочность сварного соединения титана и титановых сплавов, в зависимости от марки сплава и способа сварки плавлением составляет 0,6-0,8 прочности основного металла. Сварные соединения из титановых сплавов марок ВТ5, ОТ4, ВТ4 и др. не последующей термической обработке не подвергают. В отдельных случаях допускается выполнять отжиг для снятия напряжений.
Какие способы используют для сварки титана и его сплавов?
Титан и его сплавы свариваются плавлением только дуговой (ручной или автоматической) сваркой. Наибольшее распространение получила сварка в среде аргона или гелия под некислородным флюсом марки АН-11. Для изделий большой толщины применяют электрошлаковую сварку под флюсом марки АН-Т2. Кроме того, титан хорошо сваривается контактной сваркой в среде защитных газов или без неё. При сварке плавлением необходимо обеспечивать газовую защиту оборотной стороны шва в среде аргона. В связи с этим, рекомендуется применять сварку на подкладках или производить сварку встык.
Подготовка титана и его сплавов под сварку
Качество титанового сварного соединения во многом будет зависеть от технологической подготовки сварных кромок и сварной проволоки под сварку. У деталей из титана и титановых сплавов поверхность покрыта оксидно-нитридными плёнками, появляющимися после горячей обработки полуфабрикатов, из которых эти детали изготовлены.
Удалить эту плёнку можно при помощи механической обработки и следующего за ней травления в смеси 350мл соляной кислоты, 50г фторида натрия и 650мл воды. Время травления составляет 5-10мин, температура травления 60°C. Перед сваркой необходимо зачистить металлическими щётками сами сварные кромки, а также участки, на расстоянии 15-20мм от стыка до металлического блеска и обезжирить.
Ручная дуговая сварка титана и титановых сплавов
Технология, техника и режимы сварки
Ручную дуговую сварку титана вольфрамовым электродом выполняют постоянным током прямой полярности. При сварке используют специальные приспособления, с помощью которых обеспечивается защита зоны сварки, околошовной зоны, корня шва, а также остывающих участков шва. Такими приспособлениями могут быть, в частности, удлинённые насадки с отверстиями, защитные козырьки и др.
Защиту корня шва можно обеспечить, если плотно поджать сварные кромки к медной или стальной подкладке. Можно, также, использовать подкладку с отверстиями, или изготовленную из пористого материала и подавать через неё защитный газ. При сварке труб из титана защитный газ пропускают внутрь трубы.
Если толщина свариваемого металла не превышает 3,0мм, то при их сборке допускается зазор от 0,5мм до 1,5мм. В этом случае сварку производят без использования присадочного материала. Если используют присадочный материал, по составу сходный со свариваемым металлом, то диаметр электрода принимается равным толщине основного металла.
Приблизительные режимы для ручной дуговой сварки титана и его сплавов вольфрамовым электродом диаметром 1,5-2мм и присадочной проволокой диаметром 2мм составляют: сила тока 90-100А для сварки металла, толщиной 2мм и 120-140А для металла толщиной 3-4мм. Сварку производят постоянным током прямой полярности, как уже говорилось выше.
Ручную сварку титана проводят без колебательных движений, на короткой дуге. При этом наклон электрода должен быть в противоположную сторону от направления его движения, т.е. сварка выполняется «углом вперёд». Если используется присадочный материал, то рекомендуемый угол между электродом и присадочным прутком составляет 90°. Подача присадочной проволоки осуществляется без перерыва.
 После окончания процесса сварки и гашения электрической дуги, необходимо продолжать подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва и зоны термического влияния. Окисленный шов хорошо различается по цвету. Качественный шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
После окончания процесса сварки и гашения электрической дуги, необходимо продолжать подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва и зоны термического влияния. Окисленный шов хорошо различается по цвету. Качественный шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
Видео: аргонодуговая сварка труб из титана
В представленных ниже коротких видеороликах подробно показан процесс сварки труб из титана в среде аргона с использованием специальных фартуков для защиты зоны сварки:
Автоматическая сварка титана и его сплавов
Автоматическая сварка титана и титановых сплавов выполняется вольфрамовым электродом. Выходные отверстия сварочной горелки должны быть не менее 12-15мм. При сварке неплавящимся электродом рекомендуются постоянный ток прямой полярности.
В связи с высокой активностью титана, зажигание и гашение горелки необходимо производить вне свариваемого изделия — на специальных планках. Также, как и при ручной сварки, после гашения дуги защитный газ необходимо подавать ещё в течение, примерно 1мин, чтобы предотвратить окислении шва и переходной зоны. Рекомендуемые режимы сварки титана для автоматической сварки в защитных газах и автоматической сварки под флюсом представлены в таблицах ниже:
Сварка титана
Свариваемость
При нагреве до температуры 350°С и выше титан активно поглощает кислород, образуя различные окислы с высокими твердостью, прочностью и низкой пластичностью. По мере окисления оксидная пленка меняет окраску от желто-золотистой до темно-фиолетовой, переходящей в белую. Эти цвета в околошовной зоне характеризуют качество защиты титана при сварке.
При температуре выше 500°С титан активно взаимодействует с азотом с образованием нитридов, повышающих твердость и прочность металла, но снижающих его пластичность.
Что касается водорода (водород образуется в результате разложения воды на водород и кислород под воздействием высокой температуры дуги), то под его влиянием, с титаном происходит очень вредное явление, называемое водородным охрупчиванием. Химическая природа этого процесса состоит в образовании в остывающем и холодном металле, содержащем растворенный водород, гидридов титана, повышающих хрупкость металла и вызывающих возникновение в нем трещин. На практике это приводит к тому, что спустя некоторое время после сварки (иногда довольно продолжительное) приваренная деталь, не имевшая, казалось бы, никаких дефектов, просто отваливается — сама по себе или после легкого удара.
Рост зерна, имеющий место при высоких температурах, также отрицательно сказывается на прочности титана. Ему способствует низкая теплопроводность титана, увеличивающая время пребывания шва и околошовного металла в зоне высоких температур. Чтобы снизить рост зерна, сварку необходимо выполнять при минимально возможной погонной энергии.
Кроме всего перечисленного, титан имеет высокую температуру плавления (1660°С), поэтому при сварке требуется мощный, концентрированный источник теплоты.
И все же основная проблема сварки титановых сплавов — это надежная защита металла, нагреваемого выше 300-400°C, от водорода, кислорода и азота, содержащихся в воздухе.
Способы сварки титана
В быту применяется практически только один способ — сварка титана неплавящимся электродом (метод TIG) с местной защитой зоны сварки инертным газом и накладками.
Необходимое оборудование и материалы
- сварочный аппарат, поддерживающий режим TIG и оснащенный горелкой;
- баллон с защитным газом — аргоном, гелием или их смесью;
- неплавящиеся вольфрамовые электроды;
- присадочную проволоку.
Защитный газ. Высокая химическая активность титана по отношению к газам требует применения инертных газов высокой степени чистоты. В качестве таковых выступают аргон и гелий, имеющие некоторые технологические отличия друг от друга.
Гелий обеспечивает более плавный переход шва от усиления к основному металлу. Он позволяет повысить тепловую мощность дуги и производительность процесса расплавления, что важно при сварке деталей средних и больших толщин.
Аргон дает более узкое и глубокое проплавление основного металла, его расход оказывается в 1,5-2 раза меньше, чем гелия.
Чтобы объединить достоинства газов, иногда используют их смесь.
Электроды. Сваривать титан можно любым вольфрамовым электродом, но не все они обеспечивают одинаково хорошее качество сварного шва и оптимальные характеристики дуги.
Хорошими качествами обладают лантанированные электроды марок ЭВЛ (WL). Добавление оксида лантана увеличивает несущую способность (максимальный ток) электродов примерно на 50% в сравнении с чисто вольфрамовыми. Повышается долговечность электродов и уменьшается загрязнение вольфрамом сварного шва.
Рабочая часть электрода затачивается в конус под углом 30-45°. При увеличении угла заточки снижается глубина проплавления. Нужно иметь в виду, что работоспособность электрода повышается со снижением шероховатости его конуса.
Присадочная проволока. В качестве присадочного материала используются прутки из титана различных марок. Для предохранения металла шва от насыщения водородом, который содержится в присадочных прутках, последние полезно подвергать вакуумному отжигу, в результате которого металл избавляется от водорода.
Подготовка титана к сварке
Если толщина свариваемых заготовок не превышает 3-4 мм, их можно сваривать без разделки кромок. У более толстых деталей выполняется разделка с углом раскрытия равным 60°.
Если свариваемые детали подвергались газовой или плазменной резке, их кромки необходимо срезать механическим способом не менее чем на 3-5 мм. Непосредственно перед сваркой, кромки необходимо очистить от загрязнений, удалить окисную пленку напильником или абразивным кругом и обезжирить ацетоном или иным растворителем. Присадочную проволоку также необходимо очистить от окисей и обезжирить.
Кроме очистки кромок необходимо обеспечить защиту корня шва и поверхность свариваемых деталей с обратной стороны. Это нужно делать даже в том случае, если шов не выходит на противоположную сторону, поскольку титан начинает вступать в реакцию с газами, содержащимися в воздухе, уже при температуре 300-400°C.
Защиту обратной стороны шва производят плотно подгоняемыми съемными стальными или медными подкладками, поддувом аргона в специальные канавки в подкладках или подачей аргона внутрь конструкции (если она имеет трубчатую форму).
На рисунке ниже изображена система подачи аргона внутрь детали, осуществляемая при сварке рамы велосипеда из титановых трубок.
При сваривании толстостенных конструкций, у которых корневой шов не выходит наружу, сварку можно производить без защиты обратной стороны детали при условии ее минимального разогрева. Швы в этом случае должны выполняться короткими (15-20 мм), с перерывами на охлаждение.
Технология сварки титана
Подбор диаметров электрода и присадочной проволоки, а также соответствующего им сварочного тока зависит преимущественно от толщины свариваемого металла. В качестве ориентировочных, можно использовать данные, приведенные в нижеследующей таблице.
| Толщина свари- ваемого металла, мм | Свароч- ный ток, А | Напря- жение дуги, В | Диаметр приса- дочной прово- локи, мм | Коли- чество прохо- дов |
| 1 | 40-60 | 10-14 | 1,2-1,5 | 1 |
| 2 | 70-90 | 10-14 | 1,5-2,0 | 1 |
| 3 | 120-130 | 10-15 | 1,5-2,0 | 2 |
| 4 | 130-140 | 11-15 | 1,5-2,0 | 2 |
| 5 | 140-160 | 11-15 | 2,0-2,5 | 2-3 |
| 10 | 160-200 | 11-15 | 2,0-3,0 | 10-14 |
Диаметр неплавящегося электрода выбирается в зависимости от величины тока сварки с учетом рабочего тока электрода. Расход аргона для защиты зоны сварки 5-8 л/мин, для защиты корня шва — 2 л/мин.
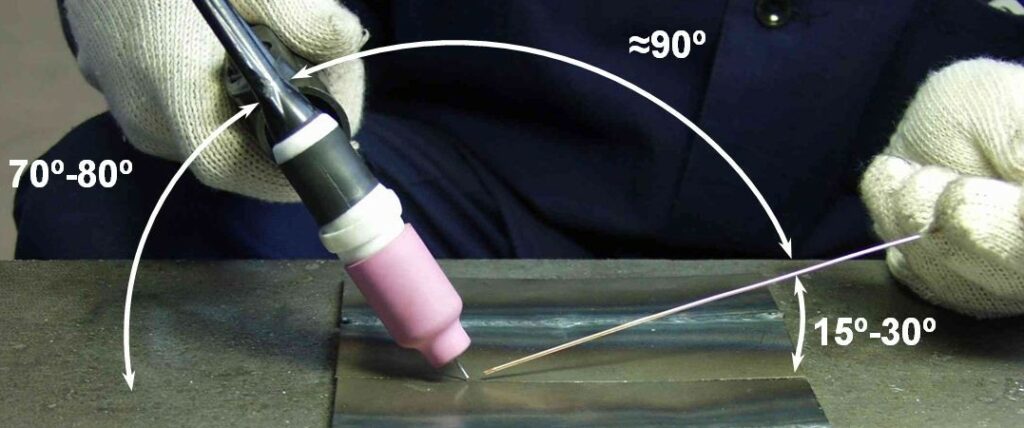
При сварке электрод располагают под углом 70-80° к поверхности детали, присадочный материал — под углом 90-100° к оси электрода. Вылет электрода должен быть 6-8 мм, длина дуги — в пределах 1-2 мм. Для лучшей защиты шва, присадочную проволоку следует вести перед горелкой, а не за ней.
Горелку перемещают равномерно, без поперечных колебаний. Присадочный материал вводится в зону сварки также равномерно и без поперечных движений. Его конец опирается на край сварочной ванны. Во время сварки нельзя выводить нагретый конец прутка из зоны газовой защиты.
Подачу защитного газа прекращают только через 5-10 сек после потемнения шва, когда его температура опустится ниже 400°С.
Во избежание перегрева околошовных участков и роста зерна металла, сварку необходимо выполнять при минимально возможном токе.
Дефекты сварки титана
Основная причина образования пор — газовые примеси (главным образом водорода), растворенные в присадочном и основном металле. Чтобы получать беспористые швы, нужно обеспечивать чистоту сварочных материалов и основного металла и выполнять сварку на оптимальных режимах.
Холодные трещины могут возникать сразу после сварки или по истечении какого-то времени — иногда недель и даже месяцев. Основной причиной их возникновения является водородное охрупчивание.
О качестве газовой защиты, осуществленной в процессе сварки, можно судить по внешнему виду шва. Серебристый цвет (1) говорит о хорошей защите и качественном шве, светлый соломенный оттенок (2) свидетельствует о незначительных нарушениях защиты. Прочие цвета — коричневый, голубой, серый с налетом — говорят о плохой защите шва.
Особенности сварки титана и титановых сплавов. Технология сварки и необходимое оборудование
Титан и его сплавы нашли широкое применение в самых ответственных отраслях современного машиностроения, благодаря их низкой массе, высокой прочности и стойкости к агрессивным химическим средам.
Особенности сварки титана и его сплавов
В то же время сварка этих материалов сильно затруднена, что объясняется рядом их свойств:
- высокая температура плавления (1470-1825℃);
- склонность к увеличению размеров кристаллов и появлению пор при температурах более 880℃;
- окисление металла атмосферным воздухом, высокая химическая активность всех зон, температура которых превышает 400℃;
- сплавы, содержащие железо, хром, марганец, молибден, вольфрам или ванадий, склонны к закалке и обладают низкой пластичностью, в ряде случаев после сварки требуется их отжиг.
Эти факторы обусловили необходимость сварки титана и его сплавов в защитных газовых средах, в первую очередь, аргоновой и гелиевой. Кроме того, одной из главных задач сварочного оборудования, задействованного в работе с данными металлами, является минимизация времени и площади термического воздействия как на шов, так и на прилежащие к нему зоны.
Вне зависимости от использованного вида сварки и технологического процесса прочность шва по отношению к прочности основного металла не превышает 80%, что нужно учитывать при проектировании титановых конструкций.
В настоящее время ведется поиск более эффективных методов соединения материала.
Подготовка титана и его сплавов под сварку
Процесс изготовления любых полуфабрикатов и заготовок из титана и его сплавов связан с термической обработкой металла. Это значит, что на поверхности изделий содержится плотная оксидно-нитридная пленка, без разрушения которой сварочные работы будут невозможны или неэффективны. Поэтому процесс подготовки к сварке имеет такую последовательность:
- Подгонка заготовок, кромкование в случае необходимости.
- Механическая обработка (шлифование) подготовленных кромок, а также прилегающих к ним поверхностей.
- Химическая обработка стыка. Для растворения остаточных пленок используется смесь дистиллированной воды, соляной кислоты и фторида натрия в пропорции 13:7:1. Время воздействия на металл составляет 5-10 минут, необходимая температура – около 60℃.
- Окончательная обработка. Непосредственно перед сваркой стык и прилегающие к нему зоны (шириной до 25 мм) зачищают металлической щеткой до характерного блеска, после чего обезжиривают спиртосодержащими составами.
Правильно проведенные подготовительные операции сводят к минимуму вероятность появления полостей в сварочном шве, его растрескивание или разрушение под нагрузкой, позволяют сформировать однородную устойчивую сварочную ванну.
Основные способы сварки материала
Из-за необходимости защиты шва от вредоносного воздействия окружающего воздуха, а также в связи со склонностью титана и титановых сплавов терять прочность при длительном термическом воздействии широкое распространение получили лишь такие виды сварки материала:
- электродуговая в защитной газовой среде – предполагает быструю проварку шва неплавящимся или плавящимся электродом в камере, заполненной аргоном, гелием или другими инертными газами;
- электрошлаковая сварка – обеспечивает защиту шва тугоплавкими фтористыми флюсами, плавление которых осуществляется низковольтным переменным током;
- электронно-лучевая и лазерная технологии – позволяют проводить сварку в полностью изолированной безвоздушной среде при отсутствии прямого контакта с заготовками, высокая концентрация тепловой энергии гарантирует быструю проплавку и малую ширину шва;
- альтернативные виды – включают сварку титана и его сплавов давлением, трением, взрывом и прочими способами, предполагающими взаимопроникновение стыкуемых поверхностей под действием механических сил.
Ограниченно применяются дуговая сварка под флюсом и контактная точечная сварка титана. Среди их преимуществ – относительная простота, дешевизна и низкая трудоемкость технологий, но качество шва значительно уступает рассмотренным выше методам.
В машиностроении распространена практика сварки изделий из титана или титановых сплавов со сталью. Она осложнена вероятностью возникновения хрупких химических соединений – титанидов железа (FeTi и Fe2Ti). Проблема решается выбором особых режимов проварки шва в среде аргона вольфрамовым электродом, а также методом комбинированных вставок, когда между заготовкой из титана и заготовкой из стали помещается прослойка из бронзы или тантала. Особо сложные соединения требуют совместного использования бронзы и ниобия, которые соединяют в камере с контролируемой атмосферой.
Технология сварки титана аргоном
Аргонодуговая сварка титана и его сплавов приобрела наибольшую популярность ввиду оптимального соотношения доступности технологического процесса и качества получаемых швов. Она широко используется как в массовом производстве деталей из титановых заготовок, так и в частных случаях.
Необходимое оборудование
Технология допускает использование любого электродугового сварочного аппарата, способного обеспечить жесткую вольт-амперную характеристику (обычно сила тока составляет не менее 140 А). Используются вольфрамовые электроды, особенности которых рассмотрены ниже. Поскольку свойства металла требуют непрерывной защиты стыка инертными газами, особую сложность представляет именно равномерная подача газа с необходимой интенсивностью.
Распространены три способа газовой защиты:
- струйная – аргон подается в зону сварки направленной струей через специализированные сопла и отражатели, вытесняя атмосферный воздух;
- местная – предполагает использование небольших герметичных камер, заполненных газом, работать в которых можно через гибкие рукава-манипуляторы;
- полная – промышленный способ, при котором заготовки размещаются в камере с контролируемой атмосферой (например, УБС-1, ВКС-1, ВУАС-1), требует использования сварочного костюма-скафандра.
Важно помнить, что защите должна подвергаться не только сварочная ванна, но и обратная стороны стыка, а также все прилегающие к ним зоны, которые нагреваются до высоких температур в процессе сварки.
Выбор электродов
Для аргонодуговой сварки титана и титановых сплавов используют вольфрамовые электроды малого диаметра.
Если толщина стыка не превышает 3 мм, применяются электроды диаметром 1,5-2,0 мм без присадочного материала. Во всех остальных случаях толщина электрода соответствует толщине стыка, использование присадочной проволоки обязательно.
При первых же признаках износа или повреждения электрод заменяют. Работа неисправным электродом не только отрицательно сказывается на технических характеристиках сварочных швов, чувствительных к режиму проведения работ, но и может быть небезопасной для сварщика.
Присадочная проволока
Выбор присадочного материала зависит от марки титана или сплава, толщины заготовок, толщины электрода, параметров сварки, эффективности принятого метода защиты стыка от атмосферного воздуха. В большинстве случаев можно руководствоваться этой таблицей:
| Марка материала | Марка присадочной проволоки |
| ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1, ОТ4, ВТ5, ВТ5-1 | ВТ1-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
| ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | ВТ15, СПТ-2, СП-15 |
| ВТ22 (с пост-термообработкой) | ВТ20-1св, ВТ20-2св, СПТ-2 |
| ПТ-7М, ПТ-3В, ПТ-1M | ВТ1-00св, СПТ-2, СП-15 |
Следует учитывать, что металлы марок ОТ4, ВТ5, ВТ5-1 требуют использования щадящих режимов сварки, в том числе с минимальной погонной энергией. Для большинства других материалов требуются режимы с быстрым охлаждением.
Процесс сварки
Наличие и метод разделки кромок, а также параметры сварки зависят от толщины стыка. Обычно эта зависимость имеет такой вид:
| Толщина металла, мм | Разделка кромок | Сила сварочного тока, А | Напряжение дуги, В | Диаметр присадочной проволоки, мм | Количество проходов, шт. |
| 1-3 | Отсутствует | 40-90 | 10-14 | 1,2-2,0 | 1 |
| 3-10 | Односторонняя прямая фаска под углом 35-45° | 120-200 | 10-15 | 1,5-2,5 | 2-12 |
| 10-20 | Радиальная ванна с бортами, наклоненными на 15° | 180-280 | 12-16 | 2,5-3,0 | 12-26 |
| Более 20 | Двухсторонние прямые фаски под углом 30-35° | 230-280 | 13-16 | 2,5-3,0 | Не менее 24 |
Электродуговую сварку титана и сплавов проводят в нижнем положении. Техника мало чем отличается от классической дуговой сварки, общий алгоритм действий включает следующее:
- Закрепление очищенных и обезжиренных заготовок на опорной поверхности с зазором, соответствующим конфигурации детали и режиму сварки (для листов толщиной 2,0-3,0 мм зазор составляет 0,5-1,5 мм).
- Подача аргона к месту стыка или в защитную камеру. При струйном методе защиты общий расход газа на обдув рабочей и обратной стороны шва составляет 12-16 л/мин для листов толщиной 2,0-3,0 мм.
- Поджигание дуги в начале шва. Происходит не раньше, чем через 15 секунд после начала струйной подачи аргона или сразу после вытеснения атмосферного воздуха из защитной камеры.
- Последовательная проварка шва. Осуществляется путем плавного и достаточно быстрого осевого перемещения, поперечное смещение следует свести к минимуму. Обычно электрод ведется углом вперед, а присадочную проволоку подают перпендикулярно ему.
- Повторная проварка шва в случае необходимости. Может проводиться до 40 последовательных проходов.
- Обрыв дуги и завершение работ. При этом подача аргона продолжается, пока металл в зоне стыка не остынет до 250-300℃ (для изделий небольшой толщины – около 45-60 секунд).
Как и чем варить титан
Легкие и прочные титановые сплавы находят широкое применение благодаря стойкости к коррозии, прочности. Сварка титана усложняется химической активностью горячего металла, он одновременно реагирует с компонентами воздуха: кислородом, азотом, водородом, образуя непластичные соединения, ухудшающие качество шва.

Особенности сварки титана и его сплавов
При работе шов необходимо защищать с обеих сторон. Защитным флюсом покрывают зону прогрева около ванны расплава. Важно правильно подготовить кромки. Долго их не прогревают, титан начинает реагировать с водородом при 250°С. Чтобы сваривать в домашних условиях детали из титана, необходимо контролировать температуру, при 400°С титановый сплав способен воспламениться при доступе кислорода.
Для защиты титана в рабочей зоне используют:
- металлические накладки;
- флюсовые составы;
- газовые подушки, их создают с помощью насадочных камер.
При соединении труб делают заглушки, заполняют участок защитной атмосферой. Сплавы ВТ1–ВТ5 варить легче, шов получается плотным. При работе со сплавами ВТ15–ВТ22 применяют метод отжига швов для повышения их прочности.
Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Максимальный ток при работе с 4 мм деталями – 140 А, 10 мм – до 200 А.
Аргонодуговая сварка титановых сплавов автоматом или полуавтоматом плавящимися электродами эффективна при использовании насадок, локализующих защитную атмосферу в нужной зоне. При ручной сварке титана аргоном:
- нужен ток постоянной полярности напряжением от 10 до 15В;
- электрод направляется вперед под углом;
- скорость образования шва – не меньше 2–2,5 мм/сек;
- присадка подается перпендикулярно;
- шов формируется на короткой дуге точными движениями;
- до охлаждения шов обдувается аргоном.
Расход инертного газа в минуту с внешней стороны 5–8 л, с обратной поверхности стыка достаточно 2 л/мин.
Электрошлаковая сварка
Применяется для толстостенных и кованых деталей из титановых сплавов, легированных алюминием и оловом. Рабочие параметры тока (варьируются в зависимости от толщины детали):
- сила от 250 до 330А;
- напряжение — 24-38В.
Такую нагрузку способен обеспечить мощный трансформатор. На металл наносят флюс марки АН–Т2, при разогреве он образует шлаковую ванну. Инертная атмосфера снижает риск самовозгорания металла, в аргоне стык находится до полного остывания. Расход защитного газа до 8 л/мин. Шов получается за счет использования пластинчатых титановых электродов сечением 12х60 мм или круглыми 8 мм. Прочность такого соединения значительно ниже, чем у титана, теряется до 2/3 пластичности.
Контактная сварка
Варить титан токоподающими электродами, образующими дугу внутри металла, можно несколькими способами:
- Встык соединяют элементы с площадью сечения от 150 до 104мм2. Сила постоянно тока от 1,5 до 50А, максимальный вылет электродов – 20 см.
- Точечно, способ применим для соединения титанового сплава внахлест. Получается прочный, но не герметичный шов. В зависимости от толщины листов сила сжатия электродов – от 1,9 до 6,8 кН; диаметр точки от 4 до 8 мм; импульсный ток от 7 до 12 кА.
- Роликовый – непрерывный ряд овальных точек, образующих шов. Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.
- Конденсаторный способ схож с роликовым, импульс формируется в конденсаторной батарее, достигает 2100 в. Дуга прожигает титан до 1,5 мм толщиной, оксиды, ухудшающие соединение, испаряются.
Электронно-лучевая сварка
Мелкозернистый шов на титане до 160 мм создается мощным лучом. Пользоваться электронно-лучевой сваркой титана удобно при монтаже воздуховодов для отходящих газов. Этим способом соединяют стальные и титановые сплавы с образованием прочных соединений.
Контроль качества
Процесс сварки титановых сплавов регламентирован госстандартом ИСО 5817-2009. В зависимости от легирующих добавок прочность соединения составляет от 60 до 80% прочности сплава. Оксидная пленка видна сразу, цвет зависит от степени окисления титана:
- желтая – среднее качество соединения, прочность удовлетворительная;
- коричневый или фиолетовый – шов непрочный, нарушена технология.
Пористость возникает при контакте с водородом, если скорость подачи аргона низкая.
Как и чем заварить титановую лопату в домашних условиях
Лопата относится к незаменимому инвентарю в арсенале любого владельца земельного участка. Титановые модели отличаются высокой прочностью и обладают другими важными достоинствами. Однако иногда при повышенной нагрузке на штык металл может лопнуть. Разберёмся, как заварить лопату из титана и что учесть в процессе.

Особенности сварки титана
На свариваемость этого металла влияет несколько факторов. Прежде всего титан обладает высокой химической реакцией по отношению к газам в воздухе, среди которых азот, кислород и водород. Также значение имеет то, что металл обладает большей склонностью к росту зерна, когда температура превышает 800 градусов.
Если титан нагреть до 350 градусов, он начинает активно поглощать кислород. В результате на поверхности (в области сварки) образуется плёнка, окраска которой варьируется от жёлтой до фиолетовой, плавно переходящей в белый цвет.
Нагрев до 500 градусов приводит к увеличению прочности и твёрдости металла. Однако уменьшаются его пластичные свойства.
Взаимодействие титана и водорода приводит к возникновению вредного явления — водородного охрупчивания. Оно способствует повышенной хрупкости материала. После остывания титана через некоторое время приваренная деталь отваливается.
Увеличение количества зерна из-за воздействия высоких температур снижает прочность металла. Сто́ит помнить, что титан обладает высокой температурой плавления. При работе с ним необходимо использовать очень мощный концентрированный источник тепла.
При сварке шов должен быть защищён с обеих сторон. Особое внимание уделяют подготовке кромки. Не нужно долго её прогревать. При сварке титановой лопаты необходимо тщательно следить за температурным режимом. Чтобы защитить металл в рабочей области, рекомендуется воспользоваться специальными флюсовыми составами. Металлические накладки также подойдут. Можно применять газовые подушки. Для их создания применяют насадочные камеры.
В процессе исправления дефектов на лопате нужно тщательно соблюдать технику безопасности. Следует работать крайне осторожно.
Необходимые материалы и оборудование для сварки титановой лопаты
Для процесса потребуется:
- Аппарат для сварки. Он должен поддерживать режим TIG. Обязательно наличие на нём горелки.
- Баллон, наполненный защитным газом. Подойдёт гелий, аргон или их смесь.
- Вольфрамовые электроды, которые не плавятся.
- Присадочная проволока.

Подготовка к сварке в домашних условиях
Чтобы подготовить металл к сварочным работам, необходимо провести обработку кромок участков, на которых будет проводиться процесс. Обязательно удаляют металлический слой с повышенным содержанием кислорода и азота. Присутствие этих частиц в рабочей области приведёт к ухудшению свойств образованного шва. Повысится хрупкость металла.
Если заготовки имеют толщину не более 4 мм, можно при сварке обойтись без разделки кромки. В остальных случаях она выполняется с соблюдением угла раскрытия равного 60 градусам.
Также необходимо защитить корень шва и рабочую область с обратной стороны. Даже если обработка не выходит на противоположную сторону. Ведь при взаимодействии титана и газов из окружающего воздуха начинается реакция, как только температура достигнет 300 градусов.
Для защиты шва с обратной стороны применяют подкладки из стали или меди. Их необходимо подогнать плотно. Также можно воспользоваться поддувом аргона, направляемым в специальные канавки или внутрь конструкции.
Если процесс допускается выполнять без защиты внутренней стороны швов, тогда необходимо делать перерывы, чтобы поверхность остыла. Сами швы должны быть короткими, не более 20 мм.
Способ сварки титановой лопаты неплавящимся электродом (метод TIG)
TIG — технология сварки, при которой используется электрод на основе вольфрама под защитой инертных газов. Его стержень считается неплавящимся. Это дуговая ручная сварка — дуга образуется между электродом и деталью, а из горелки поступает защитный газ. Подача присадок выполняется ручным способом. Проводят заточку электрода под углом 45 градусов. Необходимо соблюдать силу тока в пределах 100 ампер.
Изделия, толщиной до 1,5 мм, можно соединить встык без использования присадок. В остальных случаях осуществляют подачу прутка. Присадка должна иметь состав, подходящий для сплава рабочей области. Перед началом процесса её необходимо отжечь в вакууме. Это позволит убрать водород. В условиях герметичности присадка будет хранить свойства максимум 5 дней.
Для выполнения работы потребуется ток постоянной полярности, напряжение которого достигает 15B. Электрод нужно направлять к поверхности под определённым углом — 70–80°. Подача присадки осуществляется перпендикулярно к оси электрода.
На фото ниже показано расположение электрода и присадки при сварке TIG любого изделия из титана.
Формирование шва должно проводиться точными движениями. Пока рабочая область полностью не остынет, рекомендуется обдувать шов аргоном. Процесс нужно выполнять предельно аккуратно.

