Станок для производства композитной арматуры
Оборудование для производства композитной стеклопластиковой арматуры
В нашей компании вы можете заказать изготовление линий по производству композитной арматуры из стеклопластика или базальта. Мы предоставляем возможность выбора комплектации оборудования, согласно вашим целям и возможностям.
Композитная арматура, изготовленная на станках СПА-1 и СПА-2, может быть использована в следующих целях:
- для производства бетонных изделий;
- для возведения монолитных конструкций из бетона различного типа;
- при армировании кирпичной кладки;
- для оборудования лотков, предназначенных для дренажа или водоотведения;
- для обустройства колодцев;
- в процессе берегоукрепления и пр.
Такой продукт обладает высокими показателями устойчивости к химическим воздействиям, разрушению коррозией, перепадам температур, высоким нагрузкам, а также простотой монтажа и более легким использованием, если сравнивать с металлическим аналогом.
Производственная линия выпускает арматуру в бухтах до 100 пог. м или в нарезке хлыстами длиной от 0,1 м. Компактность и малый вес позволяют экономить на доставке товара.
Для обслуживания такой линии достаточно 1-2 работников, что минимизирует траты на содержание штата сотрудников.
Особенности предложения
Мы предлагаем купить готовый высокодоходный бизнес в перспективной, востребованной и развивающейся экономической нише, полный комплект надежного оборудования, автоматическую линию по производству композитной базальтовой и стеклопластиковой арматуры, станок и передовую технологию производства.
БИЗНЕС ПОД КЛЮЧ
ОТ 690 000 руб
прибыльность от 90 %
окупаемость от 1 месяца
персонал 1-2 человека
Рассчитайте свою прибыль и стоимость оборудования прямо сейчас
- Схема линии
- Технология
- Фотографии
- Видео
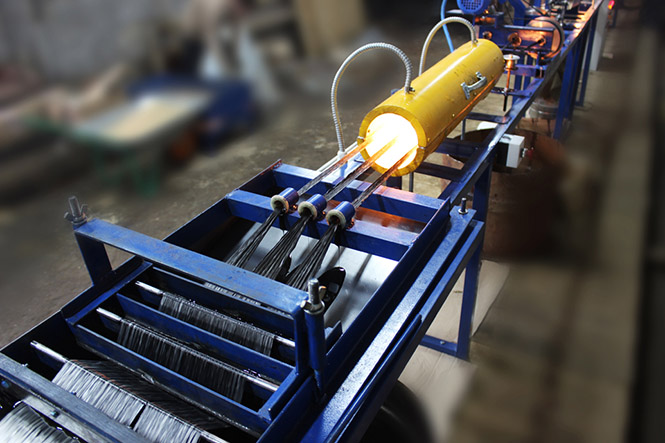
Состав линии для производства композитной стеклопластиковой арматуры
Линии СПА-1/СПА-2
- Штабель хранения ровинга
- Пропиточная камера
- Узел автоматической скрутки нити
- Тоннельная печь
- Ванна водяного охлаждения
- Устройство протяжки
- Устройство автоматической резки
- Автоматический бухтонамотчик
Наше оборудование для производства стеклопластиковой арматуры

Оборудование для производства стеклопластиковой арматуры

Станок для производства стеклопластиковой арматуры

Линия для производства стеклопластиковой арматуры

Пульт управления для производства стеклопластиковой арматуры
Виды стеклопластиковой арматуры, производимой на нашем оборудовании

Стеклопластиковая арматура различных диаметров

Стеклопластиковая композитная арматура в бухтах

Стеклопластиковая арматура (в прутках)

Стеклопластиковая композитная арматура в бухтах
Монтаж и наладка оборудования для производства композитной стеклопластиковой арматуры в России и СНГ
Видео с запуска линии композитной стеклопластиковой арматуры в г. Глазов (Республика Удмуртия)
Производство композитной стеклопластиковой арматуры — Rzeczpospolita Polska — Bochnia
Производство композитной стеклопластиковой арматуры г. Санкт-Петербург
Производство композитной стеклопластиковой арматуры г. Варшава (Польша)
Производство композитной стеклопластиковой арматуры в Батуми, Грузия
Производство композитной стеклопластиковой арматуры в г. Уфа
Производство композитной стеклопластиковой арматуры в г. Реутов, Москва
Производство композитной стеклопластиковой арматуры в г. Кызылорда (Казахстан)
Производство композитной стеклопластиковой арматуры в г. Новосибирск
Технология производства стеклопластиковой арматуры
Передаваемая вместе с оборудованием Технология производства включает в себя:
- технологии приготовления компаундов,
- технологии изготовления арматуры и по ГОСТу и по ТУ,
- сертификацию Вашей продукции, испытания в лаборатории и передача сертификата соответствия Вашего продукта ГОСТу.
Для производства высококачественной арматуры отвечающей всем требованиям ГОСТ особое значение принимает использование проверенной и сертифицированной технологии разработанной профессионалами. Наша компания имеет собственную лабораторию, которая специализируется на исследованиях в области разработки композитных материалов.
Научную лабораторию нашего предприятия возглавляет Павел Вячеславович Николаев.
— Доктор химических наук, профессор кафедры химии и технологии высокомолекулярных соединений Ивановского государственного Химико-технологического университета (ИГХТУ).
Вот как рассказывает сам Павел Вячеславович:
Область моих научных интересов с 1973 года — эпоксидные олигомеры и композиционные материалы на их основе. С 2012 года — возглавляю лабораторию научно-производственного предприятия «Ивановский механический завод». Производство строительных материалов — это огромная ответственность, на кону здоровье и даже жизни людей, нельзя подходить к технологии халатно.
Для работы лаборатории потребовалось привлечь знания и опыт, накопленные мной более чем за 40 лет научной деятельности. Качество арматуры, высокая производительность и экологичность производства — основные направления разработки технологии лабораторией.
Подробнее о нашей лаборатории можно узнать на странице — Наша лаборатория
Именно наличие собственной научной лаборатории помноженное на многолетний опыт исследований гарантирует нашим партнерам, что они получают качественную, сертифицированную технологию отвечающую самым строгим требованиям технических регламентов.
Позвоните нам прямо сейчас и мы расскажем о том, как производить высококачественную композитную арматуру.
Оборудование и линии для производства стеклопластиковой арматуры

ПРОИЗВОДИТЕЛЬНОСТЬ ВЫШЕ на 40%
Себестоимость продукции НИЖЕ на 12%

оборудование для производства стеклопластиковой арматуры
PRODUCTION LINE PL-KS2 ( Production Line-Composite Mesh )
Производство стеклопластиковой композитной арматуры и поставка оборудования для производства стеклопластиковой арматуры -основной профиль компании Арматура +.
Линия для производства композитной стеклопластиковой арматуры ПЛ-КС2 наша последняя разработка. За последние три года продаж линий ПЛ-КС1 накопилось большое количество улучшений и модернизаций. Это коснулось каждого производственного узла от ванной пропитки ровинга до бухтовщика.
Нашей основной идеей при разработке новой линии было одно единственное положение: «Поднимаем производительность не нарушая технологию!». Дело в том, что производство композитной арматуры – это в первую очередь процесс полимеризации смолы, и от того на сколько бережно он проходит, зависит и качество готового изделия. В этом плане, чтобы повысить производительность нам пришлось балансировать между несколькими ограничивающими параметрами: температура в печи, скорость протяжки, длинна печи и количество протягиваемых стержней. Задача это сугубо практическая, экспериментальная и не может быть решена на бумаге. Поэтому последние три года мы много экспериментировали, а последний год обкатывали свою новую линию ПЛ-КС-2! Продажа оборудования для производства стеклопластиковой композитной арматуры по цене от 1000000 рублей.
Производительность оборудования для производства арматуры выше на 40%! Как можно повысить производительность? Самый простой способ увеличить скорость, но при той же температуре арматура пойдет сырая, значит надо увеличить температуру, но температура в пике печи не должна превышать 220 градусов Цельсия иначе термоудары во время полимеризации резко понизят качество арматуры. Что же делать? Мы увеличили количество одновременно изготавливаемых стержней. Линия ПЛ-КС2 выпускает одновременно 4 прутка композитной арматуры, это дает увеличение производительности на 30% откуда еще 10%. Секрет кроется в печах полимеризации в стабильности их параметров и графике прогрева на разных участках печи.
Себестоимость продукции ниже на 12%. Для снижения себестоимости мы работали в трех направлениях. Первое – чем выше производительность, тем ниже себестоимость. Второе – экономим смолы за счет оптимизации процесса пропитки и отжима. Третье – увеличение ресурса узлов и уменьшение количества расходников.
Оборудование для производства композитной арматуры ПЛ-КС-1 разработано обществом с ограниченной ответственностью «Комбинат Композитных Материалов» (ООО «ККМ») на основе длительных научно-исследовательских и экспериментальных работ. Мы выпускаем композитную арматуру с 2008 года .
Конструкция оборудования для производства композитной арматуры утверждена приказом генерального директора ООО «ККМ» от 12 сентября 2012 года № 21.1 . И зарекомендовала себя в течении уже 5 лет !
Оборудование для производства композитной арматуры ПЛ-КС-1 выпускает арматуру в три ручья
Производительность оборудования для производства композитной арматуры — до 4 км за смену 12 часов для диаметра 8 мм
Обслуживающий персонал на оборудование для производства композитной арматуры — не менее двух человек
Оборудование для производства композитной арматуры — отличается простотой обслуживания и отсутстствием потребности в высокой кваллификации персонала.
Потребляемая мощность оборудования для производства композитной арматуры — 10кВт в час
Производимые диаметры оборудования для производства композитной арматуры — от ф4мм до ф14мм
Обучение, монтаж оборудования для производства композитной арматуры и пуско-наладочные работы — входят в стоимость оборудования
Стоимость оборудования для производства композитной арматуры составляет — 1 200 000 рублей
Оборудование для производства композитной арматуры — в наличии на заводе, в городе Саранск
Гарантия на — оборудование для производства композитной арматуры — 1 год
Описание узлов линии ПЛ-КС2
Комплектация Линии для производства композитной арматуры :
С2-ПС4-ПМ-О4-Б2-ПМ4.8(Ж)-БО1-Т1-Р4-Л12-АБ1-ПП1-МПО2-(Л или П)
С2 – Два стеллажа для размещения ровинга длиной по 1 м ., шириной 30 см. и высотой 2м. На один стеллаж помещается 21 катушка ровинга стекловолоконного EDR-2400, 4800 или 9600 тех. Общая вместительность 42 катушки. Размеры 2х стеллажей – длина 1м., ширина 60 см., высота 2 м.
ПС4 – Узел пропитки стандартный 4х ручьевой.
Узел пропитки ровинга эпоксидной смолой. Размеры: длина – 1,5 м., ширина – 45 см., высота – 90 см. Узел ПС4 предназначен для производства диаметров до 10 мм. включительно в 4 ручья, диаметров 12мм.- 14мм. — в 2 ручья, 16мм.-18мм. — в 1 ручей.
ПМ – печь предварительная на основе магнезиальных листов. Предназначена для удаления легких составляющих из раствора смолы (спирта и ацетона). ПМ – отличается высокой теплоэффективностью. Длина 0,8м., ширина 0,5м., высота 1,1 м..
О4 – Обмотчик 4х ручьевый. Предназначен для обмотки стержней нитями. Имеет привод в виде 2х электродвигателей с ременной передачей.
Б2 – бункер финишного покрытия широкий для магнезиальной 4х ручьевой печи. Размеры: длина – 1м., длина – 0,5м., высота 1,3м.
ПМ4.8(Ж) — Печь магнезитовая на 4 ручья 8 метровая. Отличается высокой стабильностью параметров температуры. Состоит из четырех секций длиной 2 метра. Ж – цвет желтый
БО1 – Блок охлаждения воздушный на основе 1го промышленного вентилятора.
Линия для производства композитной арматуры
Т1 – тянущий механизм тракового типа предназначен для протяжки арматурных стержней через все узлы технологической линии. Конструкция отличается высокой надежностью и длительным ресурсом службы.
Р4 — режущий автомат на 4 ручья. Приводы реализованы на пневмоцилиндрах.
Л12 – Лоток выхода готовой продукции длиной 12 метров.
АБ1 – Автомат бухтовки на 1 диаметр 1 м.
П1 – Печь песка 1 типа. Размеры: длина — 1м., ширина — 60 см., высота — 45см. Оборудована 2мя лампами КГТ.
Линия по производству стеклопластиковой арматуры — ПЛ-КС2 разработана обществом с ограниченной ответственностью «Комбинат Композитных Материалов» (ООО «ККМ») на основе научно-исследовательских и экспериментальных работ в период с 2011-2014 гг.
Конструкция линии по производству стеклопластиковой арматуры утверждена приказом генерального директора ООО «ККМ» от 12 января 2015 года № 24.1
Линия по производству стеклопластиковой арматуры выпускает арматуру в четыре ручья
Производительность линии до 5 км за смену 12 часов для диаметра 8 мм
Обслуживающий персонал линии по производству стеклопластиковой арматуры не менее двух человек.
линия по производству стеклопластиковой арматуры — Отличается простотой обслуживания
Потребляемая мощность линии по производству стеклопластиковой арматуры -14кВт в час
Диаметры производимые линией по производству стеклопластиковой арматуры от ф4мм до ф18мм
Обучение, монтаж линии по производству стеклопластиковой арматуры и пуско-наладочные работы входят в стоимость оборудования
Стоимость оборудования для производства композитной арматуры составляет — 1 400 000 рублей
Срок изготовления линии по производству стеклопластиковой арматуры: 30 дней
Гарантия для линии по производству стеклопластиковой арматуры — 1 год
Дополнительно для линии по производству стеклопластиковой арматуры потребуется:
Продаем линии для производства композитной арматуры и оборудование от 1 000 000 рублей
Линия по производству базальтопластиковых и стеклопластиковых стержней с различным типом финишного покрытия ПЛ-КС-1. 
Предварительная печь и обмоточное устройство 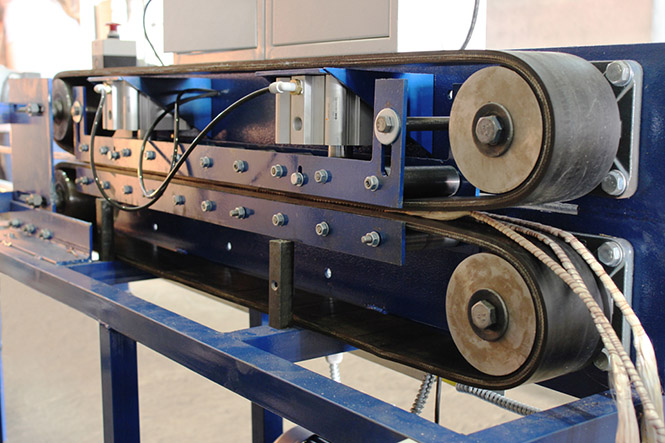
Печи, тянущий механизм 
Отрезные механизмы 
Почему выгодно купить оборудование для производства стеклопластиковой арматуры у нас?
- Высокий доход от продаж
- Возможность выпускать высококачественный продукт под нашей торговой маркой
- Получать протоколы испытаний различных бетонных изделий и сертификаты выполненных с применением нашей арматуры
- Вовремя получать высококвалифицированную помощь
- Возможность закупать качественное сырье испытанное в нашей лаборатории по низким ценам
- Получить оригинальную рецептуру
Производственная линия предназначена для изготовления композитных стержней из стеклянного, базальтового или углеродного волокна с различными финишными покрытиями. В качестве финишного покрытия может выступать кварцевый песок мелкой фракции, металлические порошки, термостойкие минеральные сыпучие смеси. Зачем нужно финишное покрытие читаем здесь.
Производственная линия КС-1 отличается простотой конструкции, высокими производственными показателями, низким энергопотреблением.
Обслуживающий персонал 2 человека в смену.
Возможен монтаж, обучение персонала, передача технологии производства.
Производство композитной арматуры становится еще выгоднее, если вы используете наше оборудование!
Оформить заказ на линию по производству композитной арматуры и получить дополнительную техническую консультацию можно по телефону: 8 (8342) 23-11-44.
Станки для производства арматуры
Предлагаемая линия ПЛПСА-20 позволяет производить по 2 прутка арматуры одновременно. Выпускаемая арматура имеет постоянное сечение с одним или двумя ребрами жесткости, за счёт чего увеличивается сцепление арматуры с бетоном.
Наша технологическая линия предназначена для выпуска композитной арматуры диаметром от 4 до 24 мм.
Производительность линии
| Диаметр стеклопластиковой арматуры | Производительность м/мин. | ||
| Один ручей | Два ручья | Три ручья | |
| АСП Ø 4 | 6,7 | 13,5 | 20,2 |
| АСП Ø 6 | 6 | 12 | 18 |
| АСП Ø 8 | 5,3 | 10,5 | 15,8 |
| АСП Ø 10 | 4,3 | 8,7 | 13 |
| АСП Ø 12 | 3,4 | 6,7 | 10,1 |
| АСП Ø 14 | 2,7 | 5,4 | 8,1 |
| АСП Ø 16 | 1,5 | 3 | 4,5 |
Требования к помещению, где будет установлено оборудования для производства стеклопластиковой арматуры.
- Рекомендуемая длина помещения: от 22 м;
- Рекомендуемая высота потолков в помещении: от 2,5 м;
- Перепад высот на технологической площадке: не более 50 мм;
- Вентиляция: местный отток производительностью не менее 250 л/мин;
- Температура воздуха в помещении не ниже 16°С
Сырье для производства стеклопластиковой композитной арматуры.
- Стеклоровинг
- Группа эпоксидных смол
- ИзоМТГФА
- Ускорители реакции
Выгода собственного производства стеклопластиковой арматуры.
Представим, что производственная линия загружена 24 часа.
Какую выгоду вы с этого сможете получить?
| Диаметр | Себестоимость продукции 1 м.пог | Средне рыночная цена 1 м.пог. |
|---|---|---|
| АСП Ø4 | 2,01 р. | 5-6 р. |
| АСП Ø6 | 4,1 р | 8-9 р. |
| АСП Ø8 | 7,6 р | 13-14 р. |
| АСП Ø10 | 11,7 р | 20-22 р. |
| АСП Ø12 | 17,6 р | 27-30 р. |
| АСП Ø14 | 25 р. | 39 — 44 р. |
Возьмём средний, самый ходовой диаметр арматуры Ф8, при производительности станка 7 метров в минуту, средняя прибыль с производства в сутки составит (13 р.-7,6 р.)*7 м/мин*60 мин*24 ч.= 54432 р. .
Основные характеристики линии по производству стеклопластиковой арматуры.
Потребление электроэнергии: при старте 11,25 кВт, при работе от 2,8 до 5,5 кВт;
Длина линии: 16м без учёта выхода готовой продукции;
Ширина линии: 1м;
Высокопрочная и долговечная стеклопластиковая арматура с успехом заменяет стержни и проволоку из стального проката, склонную к коррозии. Чтобы иметь возможность предлагать арматуру из стеклопластика по конкурентоспособным ценам, необходимо оптимизировать затраты на ее производство без ущерба для качества. Этому способствует установка надежной и эффективной линии для производства стеклопластиковой арматуры ПЛПСА-20.
Затраты на установку качественного оборудования от компании «ПластОснова» значительно ниже по сравнению с приобретением импортных и многих отечественных станков, что позволяет быстро окупить вложения в оснащение производства.
Основные элементы линии
Станок для производства стеклопластиковой арматуры представляет собой комплекс устройств, выполняющих различные функции, в частности:
- шпулярник (подает нити ровинга);
- натяжное устройство в комплексе с узлом подогрева и пропиточной ванной;
- обмоточный механизм;
- туннельная печь;
- узел охлаждения водяной;
- тянущее устройство;
- автоматизированный отрезчик арматурных стержней;
- автоматизированная скрутка нити;
- бухтонамотчик (приемное устройство).
Технология производства композитной арматуры
Нити стеклоровинга подаются в определенном порядке из особого устройства (шпулярника) к натяжному механизму. В процессе производства композитной арматуры:
- Нити обдают горячим воздухом, в результате чего они просушиваются и немного нагреваются.
- Прогретые нити опускают в емкости с раствором для пропитки.
- Затем нити протягивают через фильеру, от размера отверстий которой зависит диаметр выпускаемой арматуры.
- На следующем этапе стержни обвиваются ниткой ровинга, толщина обмоточного слоя зависит от диаметра выпускаемой арматуры.
- Обмотанные ровингом пруты проходят через туннельную печь – нагрев до высоких температур необходим для ускорения полимеризации смол.
- После печи пруты подвергаются охлаждению в проточной воде.
- Охлажденные пруты нарезаются при помощи автоматического устройства на стержни заданной длины.
- Готовая продукция складируется по диаметрам.
Технология производства достаточно проста, благодаря чему после монтажа оборудования можно в короткие сроки наладить производство композитной арматуры.
Обустройство цеха
Оборудование устанавливается в любом помещении, отвечающем требованиям по длине и высоте потолков, важно предусмотреть эффективную принудительную вентиляцию, так как изготовление композитной арматуры связано с использованием туннельной печи и химических соединений.
Оборудование представляет собой комплекс узлов и устройств, которые монтируются в одну линию. Предлагается возможность выбрать однопоточную, двухпоточную или трехпоточную линию, во втором и третьем случае производительность значительно выше. Используя станок от компании «ПластОснова» вы сможете наладить выпуск продукции, востребованной на современном строительном рынке.
Оборудование для производства стеклопластиковой арматуры

Композитная арматура в последнее время уверенно вытесняет стальную. Это объясняется многими причинами, среди которых самыми важными являются дешевизна продукции, простота ее монтажа без применения сварочных работ. Оборудование для производства стеклопластиковой арматуры представляет собой единую линию с элементами автоматизации.
Производство стеклопластиковой арматуры, как идея для бизнеса
Строительная тема всегда была и остается привлекательной для бизнеса. Особенно в те моменты, когда внедряются новые строительные материалы. На данный момент таковым является стекловолоконная (композитная) арматура. Преимущества бизнес идеи производства этого вида продукции очевидны:
- оборудование для производства композитной арматуры намного дешевле, чем для изготовления ее стального аналога. Оно менее металлоемко, имеет небольшие габариты и не требует многочисленного обслуживающего персонала. Достаточно бригады из двух-трех человек, чтобы организовать выпуск продукции. А это существенно снижает ее себестоимость;
- стоит она на 30 процентов дешевле стальной, не уступая последней в прочностных характеристиках (по некоторым показателям материал даже превосходит сталь). Для крупных строительных организаций такое соотношение цен позволяет экономить колоссальные суммы;
- для доставки не требуются большегрузные автомобили: двум тоннам металлопроката соответствует 160 килограммов материала. А если учесть, что поставляется АСП в бухтах, то такое количество можно перевезти в багажнике легкового авто;
- потенциальными потребителями продукции являются частные застройщики, мелкие строительные фирмы, магазины стройматериалов и крупные строительные компании. Такой широкий диапазон покупателей позволит создать стабильный рынок в период развития предприятия с перспективой расширения производства за счет заключения долгосрочных договоров с крупным потребителем.
Технологический процесс
Основным сырьем для производства стеклопластиковой арматуры является стеклоровинг. Он изготавлявается путем расплавления алюмоборосиликатного стекла с последующим вытягиванием в нить толщиной от 10 до 20 микрон. Нити пропитанные специальным замасливателем, собираются в пучок. Этот пучок и называется стеклоровингом.
Кроме ровинга для изготовления АСП требуется:
- смолы;
- нить сплеточная (ровинг, который идет на обмотку арматуры);
- спирт этиловый;
- ацетон;
- дициандиамид.
Технология производства стеклопластиковой арматуры заключается в следующем:
- нити ровинга (в количестве 60 штук) со специального устройства (шпулярника) поступают на механизм натяжения, в котором они располагаются в соответствующем порядке;
- скомпонованные в нужном порядке нити проходят стадию сушки и предварительного подогрева горячим воздухом;
- подогретый ровинг погружают в пропиточную ванну;
- из ванны материал протягивается через фильеры для получения заданного диаметра будущей арматуры;
- после фильер нити поступают на обмотчик, формующий стержень арматуры с обмоткой. Толщина навивки зависит от типа арматуры: более толстая делается для классического продукта, тонкая – при изготовлении стержней с песчаной посыпкой;
- подготовленная на обмоточнике арматура проходит туннельную печь. На входе в печь устанавливается узел, распределяющий по стержню песок. Если посыпка не предусмотрена, это устройство остается пустым. Туннельная печь предназначена для ускорения процесса полимеризации пропиточных смол;
- горячий жгут отправляется в охлаждающую ванну, где под проточной водой он полностью охлаждается;
- непрерывный, охлажденный пруток пропускается через протягивающий механизм, на выходе из которого производится резка прутка согласно заданному размеру.
Организация производства
Бизнесс план для организации производства стеклопластиковой композитной арматуры включает в себя подготовку помещения и приобретение необходимого оборудования.
Требования к помещению
Производство не требует больших производственных площадей. Лишь по длине помещения есть определенное требование: она не должна быть меньше 22 метров. Ширина строго не регламентируется, поскольку по этому параметру технологическое оборудование не занимает более одного метра.
Относительно потребляемой мощности следует учесть, что во время пуска комплекта оборудования (технологической линии) потребуется около 12кВт. В процессе работы достаточно всего 4кВт.
Линии для производству стеклопластиковой арматуры в обязательном порядке должны быть оборудованы принудительной вытяжной вентиляционной системой. Соответственно, следует позаботиться и о притоке свежего воздуха. Приточная вентсистема может быть как принудительной, так и естественной (выбор того или иного варианта должно подтверждаться соответствующими расчетами). Систему вытяжки подключают к туннельной печи.
Станки для производства стеклопластиковой арматуры
- шпулярник (предназначен для размещения бобин с ровингом);
- натяжное устройство с подогревающим узлом и пропиточной ванной;
- обмотчик (формирует центральный стержень и выполняет навивку);
- установка для распределения песчаной посыпки;
- печь туннельного типа для прогрева пропитанного жгута;
- узел охлаждения (водяного);
- прижимное устройство (катковое или гусеничное) с приводом;
- устройство отрезное автоматическое.
Производители оборудования
В оборудовании для производства пластиковой арматуры недостатка нет. Многие из представленных линий рассчитаны на большие объемы производства, они дороги и для малого бизнеса интереса не представляют. Но выпускаются и недорогие малопроизводительные экземпляры, которые и являются оптимальными для небольших производственных цехов:
ООО «ПРО-инжиниринг» (Новосибирск)
Выпускает одно-и двухпоточные линии производительностью от 5000 до 8000 м/смену. Рабочая мощность оборудования составляет от 9 до 17 кВт.
Компания «ИНЕО» (Москва)
Занимается изготовлением оборудования для изготовления АСП с 2008 года.
Свое производство компания основывает на новейших технологиях России и зарубежных стран. Комплектующие для изготовления линий поставляются с итальянских и немецких заводов.
УралАрмаПром (Екатеринбург)
Производит линии для изготовления АСП малых диаметров (от 6 до 8мм). Эта компания также, как и предыдущая комплектующие приобретает за рубежом:
- пневматика – итальянского производства (CAMOZZ);
- электроника – из Кореи (DELTA electronics, LSis, KIPPRIBOR);
- подшипники – японского происхождения (NSK) и т. д.
Видео: «Линия по производству стеклопластиковой арматуры»
Ориентировочная цена оборудования для производства стеклопластиковой арматуры
Средняя стоимость комплекта оборудования, подходящего для малых предприятий, составляет 1,5 – 1,7 миллиона рублей. Более производительная линия (до 400м/час) обойдется в 3,5 миллиона рублей.
К примеру, линия от Группы компаний Машспецстрой производительностью 8м/мин. (диаметр жгута 4мм) и 2м/мин. (диаметр 16мм) обойдется потребителю в 43000 долларов.
Ивановский механический завод по производству стеклопластиковой арматуры предлагает свою продукцию еще дешевле. Производитель выпускает две модификации линии: одноручьевую и двухручьевую. Производительность оборудования соответственно составляет 10 и 20м/мин. Стоимость одноручьевой линии составляет 29000 долларов, двухручьевой – 35000 долларов.
Выбирая оборудование для изготовления АСП, необходимо учитывать, что данная продукция имеет различный внешний вид. От этого зависят габаритные размеры линии. Например, арматура безреберная выпускается на линии, общая длина которой примерно на метр короче комплекта, предназначенного для изготовления навитой. Соответственно, меньше будет ее стоимость (примерно на 100 евро) и потребляемая мощность (в среднем на 0,5кВт).
Производство стеклопластиковой арматуры
Арматура из стеклопластика (АСП) постепенно заменяет собой привычную металлическую арматуру. Этот строительный материал активно используется в развитых странах мира. В России он пока распространен мало (рыночная доля около 5%), хотя строительные компании все чаще переходят стеклопластик (тенденция характерна для городов-миллионников).
Производство композитной арматуры – перспективное направление для бизнеса. В этом плане мы расскажем, как организовать производственный процесс и коснемся всех моментов, важных для успеха дела.
Основные характеристики и преимущества АСП
Стеклопластиковая арматура – композитный материал со сложным составом. Представляет собой отвердевшее в арматурном стержне стекловолокно, «связанное» синтетическими смолами. Эти смолы соединяют в одно целое сверхпрочные стеклянные волокна, которые защищают от механических повреждений и агрессивного воздействия внешней среды.

АСП обладает высокой прочностью на разрыв — в 2-3 раза прочнее стальных аналогов. Отличается небольшим весом – в 6-9 раз легче арматуры из стали. Не подвержена коррозии, устойчива к воде (морской либо пресной), имеет высокий показатель упругости. Композит является диэлектриком, не подвержен воздействию электромагнитных полей, отличается полной химической инертностью. Гарантированный срок службы АСП – 100 лет.
Для бизнеса важно, что стоимость такой арматуры ниже стоимости металлической.
Область применения стеклопластиковой арматуры
Стройматериал используют в различных сферах строительства:
- в дорожном и промышленно-гражданском строительстве (создание мостов и аэродромов);
- при армировании всех типов фундамента (в качестве стержней и сеток);
- при армировании бетонных конструкций — в том числе в средах, агрессивных для металлов;
- для укрепления различных видов бетона, использующих хлористые и минеральные добавки;
- при возведении объектов АПК (из-за отсутствия испарений, вредных для животных);
- для укрепления кирпичных зданий, стен;
- при создании всех видов водоотведения, канализации;
- для укрепления берега в портах.

АСП относится к 4 классу опасности (малоопасность), нетоксична. Ее можно использовать в жилищном строительстве.
Ситуация на рынке
Лидерами по использованию неметаллической арматуры являются США, Япония и Китай с долями 40%, 35% и 30% соответственно. Предприниматели в России проявляют большой интерес к этому стройматериалу. По прогнозу, до 2021 года ожидается распространение рынка АСП на 11,4% ежегодно, и у РФ в этом плане хорошие перспективы.
Объемы строительства в нашей стране вернулись к стабильному росту после заметного падения за последние годы. По данным Минстроя, по состоянию на начало мая 2018 года введено в эксплуатацию на 16,7% больше жилья (20,2 млн кв. м) по сравнению с тем же периодом в 2017-м.
Строительные компании и частные застройщики стремятся минимизировать себестоимость жилья не во вред качеству, и это открывает окно возможностей для производства композитной арматуры.
Технология производства
Стройматериал изготавливают на специальном оборудовании. Процесс автоматизирован, персонал только контролирует и обслуживает технику.
- Нити стекловолокна нагреваются, пропитываются в смоле.
- Нити собираются в пучок, связываются в одно целое, протягиваются через фильеру (отверстия определенного диаметра).
- Полученные стержни проходят через камеру полимеризации (туннельную печь), обрабатываются под высокой температурой.
- Композитная арматура охлаждается, сушится.
- АСП сматывается в бухты или нарезается на отрезки нужного размера с последующей укладкой в штабеля по диаметрам.

Можно делать арматуру любой проектной длины.
Стартовые инвестиции
Для организации этого бизнеса не нужно много денег.
Таблица 1. Сумма первоначальных затрат по статьям для производства стеклопластиковой арматуры.