
Правильно гибочный станок для арматуры
Ручной станок для гибки арматуры своими руками.
Практически ни одно строительство не обходится без бетонных работ, а где бетон, там и арматура. Возвести фундамент, залить перекрытие, смонтировать армопояс в газобетонном доме. Все эти работы подразумевают использование арматуры, при помощи которой армируются железобетонные конструкции.

У начинающих застройщиков возникает вопрос: как правильно выполнить гнутье арматуры так, чтобы она не потеряла своих прочностных характеристик.
Неправильный самодельный арматурогиб
Если пруток диаметром 6-8 мм можно согнуть «об коленку», то арматуру большего диаметра руками согнуть затруднительно. И главное – качество такого изделия будет ниже всякой критики.
Также нельзя прибегать к таким «народным методам» гибки арматуры своими руками как:
- Надпиливание «болгаркой» места сгиба арматуры;
- Прогрев места сгиба открытым пламенем, в костре или паяльной лампой.
Эти способы, из-за механической и термической обработки металла, приводят к снижению его прочностных характеристик в месте сгиба. Это впоследствии может привести к разрушению арматуры под действием нагрузок.
Поэтому (если нет иных указаний по проекту), нужно гнуть «на холодную», не допускается изгиб стержня под острым углом.
Для сгибания арматуры используются такие приспособления, как станки с механическим или ручным приводом. Из-за высокой стоимости станки с механическим приводом не нашли широкого распространения среди самостройщиков.

Цена на фирменные арматурогибы с ручным приводом также кусается.
Поэтому пользователи FORUMHOUSE предпочитают покупным изделиям приспособления — самоделки. Как показывает практика, такая приспособа для гнутья арматуры своими руками вполне по силам каждому. Для ее изготовления в ход идут обрезки водопроводных труб, швеллеры, уголки, болты, обрезки металлопроката и прочий «ненужный хлам», который найдётся в закромах любого домашнего мастера. Себестоимость таких изделий колеблется от 50 до 500 рублей, в то время как стоимость арматурогиба, купленного в магазине, может составлять 3-5 и 10 тыс. руб. Выгода очевидна. Засучиваем рукава и приступаем к работе.
Как сделать арматурогиб своими руками
Самый простой и доступный способ самостоятельного гнутья прутьев диаметра не более 6-8 мм (изготовления рамок, хомутов и т.п.) – это вбить три ее толстых отрезка в бревно. Причём, два куска вбиваются по одной линии, а третий вколачивается между ними, с отступом от осевой линии на толщину арматуры, которую предполагается согнуть.

Ещё один метод – прикрепить/приварить к углу бытовки/столбу два уголка с нижним упором, а арматуру гнуть между ними.
Либо такой вариант приспособления: приварить к заборному столбу болты.

Несмотря на простоту данных самодельных приспособ, работать на них не совсем удобно, и они лучше всего подходят для изготовления П-образных изделий, хомутов и рамок.
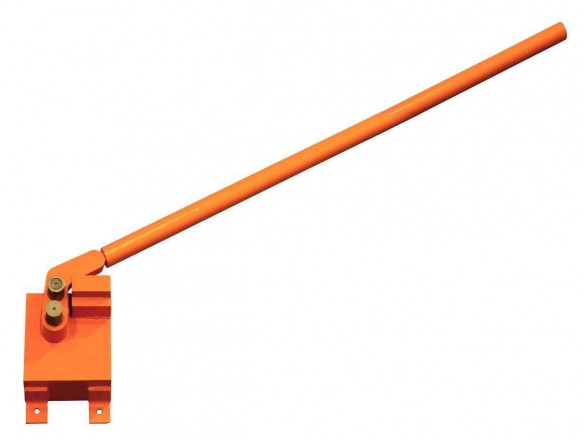
Поэтому дальнейшим развитием устройства становится изготовление полноценного самодельного арматурогиба, работающего в горизонтальной плоскости.
Принцип работы такого арматурогиба следующий: прут закрепляется между упорным элементом (уголком) и центральным неподвижным металлическим штифтом. Далее устанавливаем поворотный узел, который оснащён гибочным штырём и длинным рычагом (трубой).

При повороте гибочного узла для арматуры, за счёт усилия, возникающего на рычаге, арматурный пруток сгибается вокруг центрального металлического штифта на необходимый угол.

Арматурогиб ручной своими руками изготавливается за пару часов. Любой застройщик, кто хоть раз поработал на подобном устройстве, уже не вернётся к гибке арматуры своими руками, зажав её в тисках.
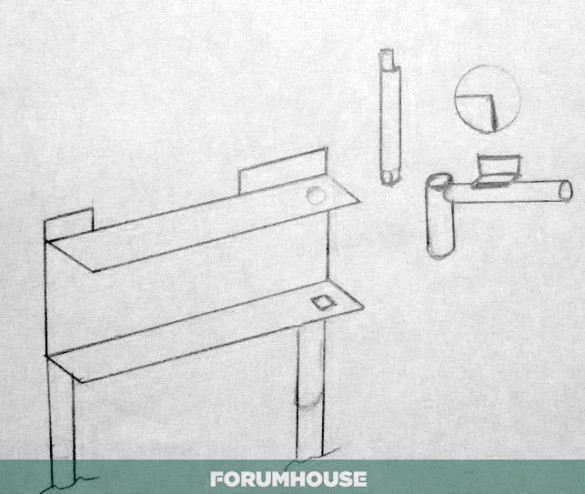
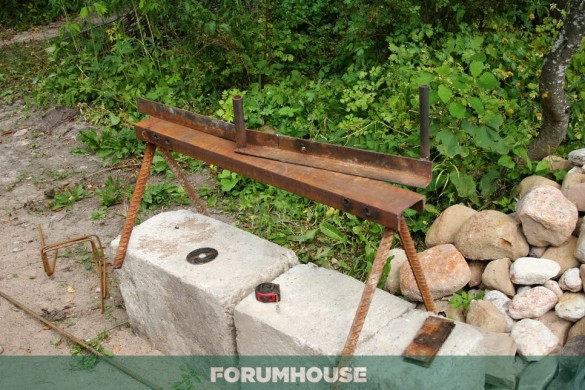
Вот один из вариантов изготовления такого арматурогиба по «рецепту» форумчанина с ником Константин Я.:

Станина – это 12 или 14-й швеллер длиной 1 метр. Швеллер привариваем к двум опорам (металлическим трубам), вбитым в землю. Для упора арматуры привариваем к верхней полке швеллера два уголка. Рычаг – это две трубы, сваренные под углом 90 градусов. Через вертикальную трубу проходит ось, на горизонтальную трубу надеваем удлинитель длиной 1.2 метра. Это увеличивает усилие на рычаге. Сверху рычага привариваем уголок, благодаря чему цепляется конец арматуры при её гибке. Уголок должен находиться на одном уровне с верхней полкой швеллера.
Ось форумчанин сделал из металлического стержня диаметром 30 мм. Нижняя часть обточена под квадрат. Это не позволит оси провернуться или выпасть, т.к. нижнее отверстие в швеллере также вырезано под квадрат. Верхний конец оси выступает над верхней полкой швеллера. Вокруг него и производится загибание арматуры (посмотрим на этот простой чертеж):
Для изготовления арматурогиба на всё про всё, вместе со сварными работами, я потратил 3 часа. Согнул на нём уже 3 тонны арматуры. Спокойно, в одиночку, гну арматуру диаметром 14 мм. Приспособлением для гибки арматуры полностью доволен, т.к. до его изготовления сломал хорошие мощные тиски – сгибал на них пруты диаметром 12 мм, надев на них трубу.
У меня «агрегат» несколько проще. Станина – это швеллер №10-12. Для изготовления «ног» взял арматуру диаметром в 20 мм. Уголки – размером 50х4. «Двенадцатую» арматуру гнул без проблем.
Арматурогиб из уголка своими руками
Рассматривая самоделки форумчан, можно сказать, что арматурогиб на основе уголков получил самое широкое распространение.

Подобное устройство для гибки прутка подкупает простотой своего изготовления, доступностью материалов и дешевизной. Предлагаем вам чертеж арматурогиба:
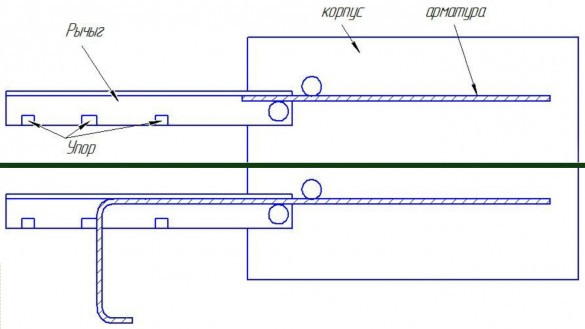
Устройство по этой схеме можно сделать даже без сварочного аппарата, обойдясь соединениями на болтах и гайках. Но наличие сварочного аппарата значительно расширяет возможности изготовления арматурогиба.
Во время стройки у меня возник вопрос, чем же гнуть арматуру. Изучив форум, выбрал самый простой вариант – из двух соединённых болтом уголков. Т.к. мне нужно было гнуть пруты не более 8 мм в диаметре, то усиливать конструкцию не стал. Приварил к одному уголку кусок трубы диаметром 20 мм. Уголки соединил болтом М10. Накрутил на него гаек, после чего закрепил конструкцию на импровизированной станине – куске толстой фанеры. На изготовление потратил 1.5 часа. Ровно столько же времени ушло далее на изготовление рамок размером 150х750 мм количеством в 90 шт.

Несмотря на популярность этой конструкции арматурогиба, форумчане идут дальше по пути модернизации и улучшения механизма. Особый интерес представляет устройство для сгибания арматуры своими руками, сделанное max68.2011.
В качестве основы используется швеллер №10, т.к. его удобно закреплять на куске бруса. Также потребуются подшипники, уголки 25х25 мм длиной 50 мм, которые привариваются сбоку швеллера. Сбоку просверливаются 2 отверстия, нарезается резьба М10х1.5 (для тонкой арматуры).

Оси арматурогиба – это болты М16х2. Один болт приваривается к швеллеру. Второй болт привариваем к серьге (поворотному узлу), в качестве которого использована рессора от Газели. Ручка рычага – труба диаметром 34 мм и длиной 300 мм. Для увеличения усилия на рычаге на короткую трубу можно надеть удлинитель – длинную трубу большего (надевается снаружи) или меньшего (вставляется внутрь) диаметра.

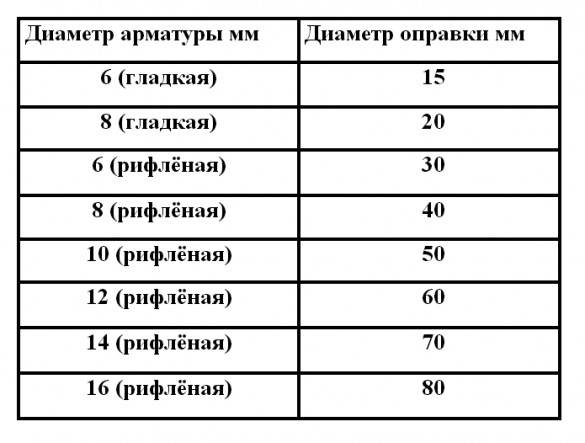
Стоит заострить внимание на моменте, для чего арматурогибу нужен набор втулок разного диаметра длиной по 4 см.
Согласно СП 52-101-2003 «Бетонные и железобетонные конструкции без предварительного напряжения арматуры», при изгибании арматуры минимальный диаметр загиба отдельного стержня должен быть таким, чтобы избежать разрушения или раскалывания бетона внутри загиба арматурного стержня и его разрушения в месте загиба. Отсюда – минимальный диаметр оправки при сгибании арматуры, зависит от диаметра стержня. Для наглядности все величины сведены в следующую таблицу:

Со временем арматурогиб max68.2011 претерпел изменения. Теперь он по внешнему виду ничем не отличается от промышленных изделий.

Также многих форумчан интерсует вопрос: как рассчитать длину прута арматуры при изготовлении рамок. Ведь простое сложение величин если рамка должна получиться 50х20 + 2 ушка по 40 мм, то чисто теоретически, длина прута должна быть равна 50+50+20+20+4+4=148 см. Но, с учётом радиусов загибов, эта цифра неверна. Вот какой может быть выход из этой ситуации:
По своей практике могу сказать, что дополнительно «накидываю» на каждый загиб от 5 мм. Это зависит от диаметра арматуры. Нужно изготовить рамку 50х20х4 (ушки) из арматуры «десятки», складываем: 4.5+50.5+20.5+50.5+20.5+4.5. Итого получается длина прутка =151 см.

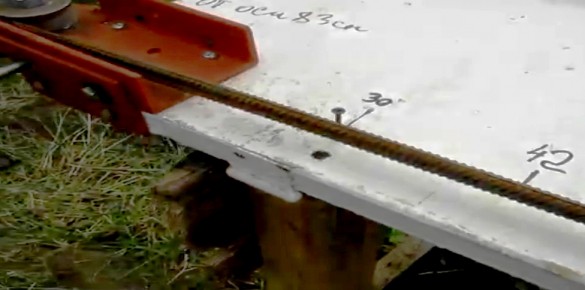
В завершение расскажем про ещё один «секрет» форумчан, применяемый при гибке арматуры. Нужно закрепить арматурогиб на длинном деревянном столе и заранее разметить его, вкрутив саморезы и отметив маркером величины, которые соответствует монтажному размеру поворота прута в гибочном узле. Таким образом, можно избавить себя от необходимости каждый раз пользоваться рулеткой, отмеряя необходимую длину прута.
Прочитав темы Чем гнуть арматуру и Арматурогиб своими руками за 1.5 часа, вы познакомитесь с различными вариантами самостоятельного изготовления этого устройства (чертежи, фото, инструкции прилагаются). Также предлагаем узнать ответ на вопрос: как правильно армировать фундамент в углах. Также FORUMHOUSE рекомендует узнать все секреты сварочных работ и прочитать статью об особенностях холодной ковки. А это видео поможет вам понять, как правильно проводить арматурные работы.
Обзор промышленных гибочных станков для арматуры
В целях экономии средств, предприятиям приходится покупать станки для гибки арматуры. Чтобы не потеряться в их многообразии характеристик — читайте статью.

Станок для гибки арматуры — оборудование, широко востребованное в современном строительстве. В зависимости от требуемой производительности такие агрегаты могут иметь электромеханический (реже — гидравлический) привод, управляться вручную, а также работать в автоматизированном цикле. Мощность привода такого оборудования невелика, поскольку процессы изгибания не требуют больших энергозатрат.
Сортамент применяемой арматуры
Данный вид стального проката, в соответствии с требованиями ГОСТ 5781, поставляется в горячекатаном состоянии. При диаметре сечения до 27 мм это могут быть прутки и проволока, свыше 27 мм — только пруток. Значительно реже встречаются арматурные профили квадратного поперечного сечения. Профиль стальной арматуры — специальный, с поверхностными насечками различного вида и интенсивности.
Небогат и выбор марок стали, предназначенной для сгибания арматуры. В зависимости от условий эксплуатации, арматура подразделяется на 4 класса, и каждому соответствуют определенные марки сталей:
- Для арматуры класса А-I (А240) — стали углеродистые обыкновенного качества типа Ст.3 по ГОСТ 380 (ассортимент профилей от 6 до 40 мм);
- Для арматуры класса А-II (А300) — стали углеродистые обыкновенного качества типа Ст.5 по ГОСТ 380 (ассортимент профилей от 6 до 80 мм);
- Для арматуры класса Ас-II (Ас300) — стали низкоуглеродистые качественные строительные типа 10ГТ или 18Г2С по ГОСТ 27772 (ассортимент профилей от 10 до 40 мм);
- Для арматуры класса А-III (А400) — стали среднеуглеродистые качественные строительные типа 32Г2Р, 35ГС по ГОСТ 27772 (ассортимент профилей от 6 до 40 мм).
Выбор класса зависит от эксплуатационных нагрузок, которым подвергается железобетонная конструкция сооружения, поскольку все рабочие напряжения воспринимает на себя только металлическая составляющая. Закладка угловых арматурных элементов требуется практически всегда, поскольку в углах стен, фундаментов и пр. возникающие напряжения особенно велики.
Пластичность всех вышеперечисленных марок сталей горячей прокатки находится в пределах 65…70%, что вполне позволяет использовать для их обработки процессы холодного пластического деформирования. В частности, даже наиболее прочные арматурные стали класса А400, допускают гибку без трещинообразования на углы до 90 0 (без учета естественного пружинения материала). При этом упрочнение сталей сравнительно невелико.
Кроме прутков, при производстве арматуры требуется обвязочная проволока. Ее диаметр обычно не превышает 3…4 мм. В отличие от прутков, проволока для обвязки всегда имеет строго круглый профиль и изготавливается из мягкой пластичной стали марок Ст.3 или (для более ответственных железобетонных конструкций) из стали 08кп по ГОСТ 1050.
Таким образом, выбор подходящего типа оборудования для гибки определяется физико-механическими характеристиками материала и требуемой производительностью.
Приводные станки, работающие от прутка
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:

- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
 Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
Оборудование для гибки арматурной проволоки
- Приводного электродвигателя.
- Клиноременной передачи.
- Системы включения (муфты+тормоз).
- Главного вала.
- Вращающейся рамки с пуансоном требуемой конфигурации.
- Отрезного ножа.
- Блока матриц с фиксаторами.
- Выбрасывателя.
После заправки бухты в отрезную матрицу до предварительно выставленного упора включается привод автомата. После этого отрезанная заготовка подается в зону вращения роторов, которые производят последовательную гибку полуфабриката до требуемой конфигурации. На последнем переходе штамповки срабатывает выбрасыватель, и готовая деталь удаляется из зоны деформирования, а туда подается очередная заготовка.
Применение таких автоматов оправдано при массовом характере производства, поскольку переналадка ползунков занимает много времени, а для каждого типоразмера детали требуется своя пара «пуансон-матрица».
Технические характеристики рассматриваемого вида оборудования сведены в таблицу. Параметры многоползунковых гибочных автоматов соответствуют требованиям ТУ2-041.

Анализируя данные таблицы, необходимо отметить, что данное оборудование достаточно энергоемко, а потому коэффициент его загрузки в производственных условиях следует предусматривать максимальным.
Подобными характеристиками обладают станки для гибки арматуры Г42. Рынок предлагает также импортные модели, в частности, станки для гибки арматуры GW40, станки Zitrek SB40b (производства Чехия+Китай) и им подобные. Важно, что фирма Zitrek, при продаже своего оборудования, предлагает и приспособления для гибки арматуры, что расширяет технологические возможности техники.
Гибочный станок для арматуры своими руками: чертежи, фото, видео
Ни одна серьезная стройка сегодня не обходится без использования такого важного элемента, как арматура, в значительной мере отвечающего за несущие характеристики конструкций. Именно поэтому гибка арматуры должна выполняться квалифицированно и с соблюдением всех общепринятых требований.

Гибка арматуры на 90 градусов с помощью специального пресса. Такого оборудования у домашних мастеров нет, поэтому будем делать свой станок!
Гибка арматуры – особенности процесса
На любой стройке сегодня можно увидеть различное оборудование, множество инструментов и приспособлений, и практически на каждой из них есть станок для гибки арматуры. Это не случайно: наиболее эффективной технологией укрепления хрупких бетонных конструкций, их защиты от разрушительных для них нагрузок на сжатие, растяжение и изгиб, является армирование, которое и выполняется при помощи металлических прутков – арматуры. Без качественного арматурного каркаса практически невозможно возвести надежные бетонные стены и фундамент.
Профессиональное оборудование, способное гнуть арматуру весьма приличного диаметра, выглядит вот так.
Казалось бы, намного проще выполнять армирование угловых бетонных конструкций и участков примыкания стен с использованием прямых арматурных прутков. Однако в таком случае бетонная конструкция будет сильно ослаблена, может расслоиться. К тому же это является грубым нарушением строительных норм. В любых угловых бетонных конструкциях необходимо использовать только гнутье, с перехлестом на каждую сторону минимум 80 см. Станок или простейшее приспособление для гибки металлических прутков пригодится и в том случае, если вам необходимо быстро изготовить соединительные элементы различного типа – крюки, лапки и др.
А это несложное самодельное решение, смонтированное на плите перекрытия прямо на строительной площадке.
При гибке стальных прутков, используемых для армирования, очень важно знать, как гнуть арматуру для фундамента так, чтобы она не утратили своих прочностных характеристик. Для соблюдения этого требования необходимо выполнять такую операцию только механическим способом, используя специальные станки для резки и гибки арматуры. При этом важно следить за тем, чтобы угол сгиба не получился острым, а радиус закругления в месте сгиба составлял от 10 до 15 диаметров самого прутка. Следует помнить, что стальной арматурный пруток гнется без потери своих прочностных характеристики до угла 90 градусов, затем показатели прочности начинают снижаться.
Если нет времени или желания связываться с самоделками, то неплохим выходом из положения будет приобретение подобного готового гибщика.
При гибке стальных арматурных прутков своими руками часто совершаются две ошибки:
- на месте сгиба при помощи болгарки или другого инструмента делается надпил;
- участок арматуры, где будет находиться сгиб, нагревают при помощи газовой горелки или паяльной лампы.
После того, как подобные процедуры выполнены, используется какое-либо примитивное средство для гибки: тяжелый молоток, кувалда, отрезок трубы, тиски и др. Эти способы гнутья приводят к значительному ослаблению арматуры, что может стать причиной разрушения бетонных конструкций. В таких случаях всегда следует помнить о том, что нужно выполнять гибку арматурных прутков без нарушения их целостности и только в том случае, если они находятся в холодном состоянии.
Тут вообще все дорого и серьезно — полная автоматика и множество настроек. Для домашних мастеров это видео приводим лишь в качестве ознакомления. Так как тратить 130-180 тысяч рублей на такой агрегат для непрофессионального использования не имеет никакого смысла.
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
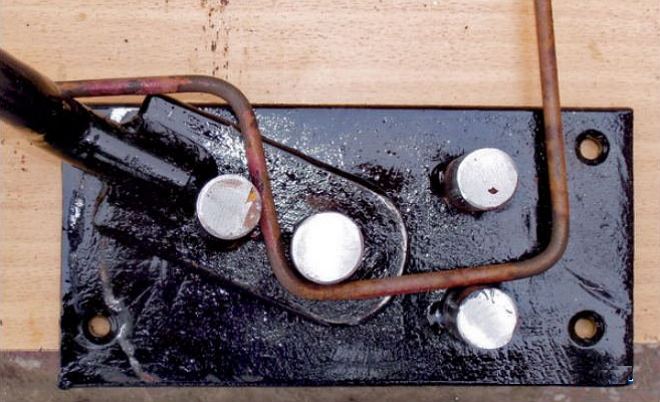
Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)
Пример того, как можно использовать обычные гвозди для того, чтобы быстро отмерять расстояние между сгибами прутков.
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.

Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.

Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.
Если неправильно подобрать оборудование, то на обрабатываемом прутке могут образоваться складки и трещины (или он разрушится под воздействием значительных нагрузок). Чтобы этого не произошло, необходимо правильно выбирать и настраивать оборудование для гибки, а также обеспечивать надежную фиксацию обрабатываемой арматуры.
Конструкция самодельного гибочного станка
Ручной станок для гибки арматуры достаточно прост по своей конструкции, поэтому изготовить его можно своими руками, но для этого желательно найти чертежи такого устройства. Основу такого станка, специально предназначенного для гибки арматуры своими руками, составляет металлическая станина, к которой приваривают штырь круглого сечения или обычный уголок.

Данный образец похож на предыдущий, но уголок тут использован один и намного меньшей длины, а вместо второго уголка используется подвижный штырь
Вторым элементом этого приспособления является поворотная платформа. К ней приваривают рычаг, центральный и гибочный штыри. Расстояние, которое следует выдержать между центральным и гибочным штырями, зависит от максимального диаметра арматуры, используемой для гибки. Для того чтобы такое ручное приспособление для гибки металлической арматуры можно было использовать для прутков диаметром 6–12 мм, ножки его станины необходимо надежно зафиксировать на полу.
Если вам необходим переносной самодельный станок для качественного гнутья арматуры, то все его элементы фиксируют на массивной плите. Такая переносная плита может крепиться на месте работы при помощи болтовых соединений или специальных штырей, приваренных к ее нижней части. Однако самодельный ручной гибочный станок для арматуры может быть использован только для работы с металлическими прутками, диаметр которых не превышает 10 мм.

Еще один вариант конструкции станка: прорезь в центральном элементе, являющемся также осью вращения рычага, позволяет фиксировать арматуру
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.

Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
И еще пара вариантов приспособлений для сгибания арматуры из серии «уж лучше так, чем голыми руками».
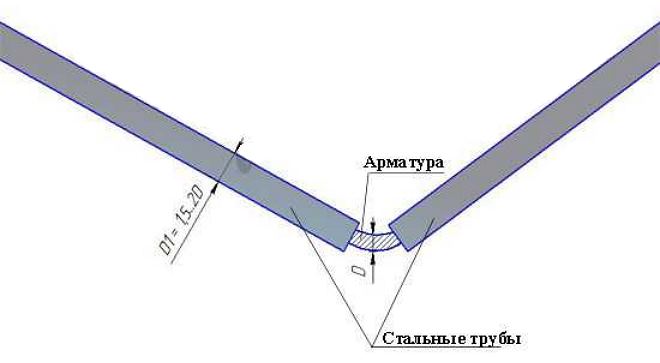
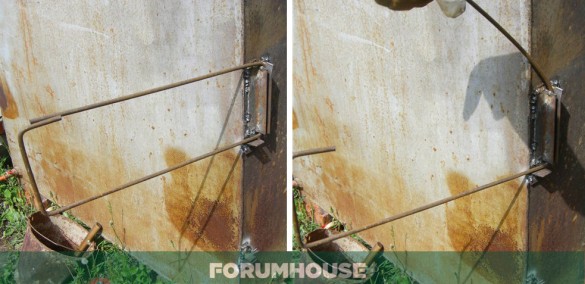
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов

Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Если качество гнутых стальных прутков не имеет большого значения, а бетонная конструкция, в которой они используются, не будет испытывать серьезных нагрузок при эксплуатации, то можно выполнить их загибание и нерекомендованными способами. К таким способам, в частности, относятся выполнение надреза в месте будущего сгиба и его предварительный нагрев.
Арматурогиб: как сделать своими руками
При возведении дома на нескольких этапах строительства требуется применение арматуры:
- При устройстве фундамента;
- При возведении перекрытий;
- При устройстве армопояса.

Арматура поставляется на строительную плщадку в виде прямых бетонных прутьев, и, чтобы проложить по периметру дома, в некоторых местах её потребуется согнуть. Неправильная гибка арматуры (с подрезами, подогревом мест сгиба) может привести к уменьшению прочностных характеристик. Для «правильного» сгибания используются специальные инструменты – арматурогибы.
Сфера применения гибочных станков для арматуры
Гибочные станки бывают с ручным и с электрическим приводом. Первые чаще применяются для упрощения работ на стройке и для решения бытовых задач:
- Для гибки арматуры непосредственно на стройплощадке при возведении зданий и сооружения на этапе армирования ЖБ-конструкций;
- Для изготовления отдельных изделий из железобетона;
- Для изготовления каркасов, рам, креплений;
- Для производства деталей машин и механизмов.
Станки с электрическим приводом применяются при массовом производстве металлических и ЖБ-изделий.

Особенности оборудования
Арматурогибы ручные встречаются в трёх разных исполнениях:
- На основе простого рычага – в этой системе чем длиннее рычаг, тем меньше сил для сгибания нужно приложить.
- Статичные, которые служат для надёжной фиксации прута. С такими станками для сгибания нужно использовать дополнительные устройства – ключи.
- На системе рычагов – благодаря системе из нескольких рычагов позволяют производить сгибание своими силами арматуры диаметром до 16 мм под любым углом.

Электрические арматурогибы работают на электрическом моторе и не требуют применения усилий оператора для выполнения операций изгиба – оператору достаточно управлять станком с помощью ножной педали. Существуют электрические станки с ЧПУ.
Принцип сгибания арматуры
Принцип работы гибочного станка основан на том, чтобы арматура прочно фиксировалась (одного или двух концов) и по нажатию оператора, усиленного рычагом или системой рычагов, сгибалась под нужным углом.

Согласно строительным нормам, угол сгиба стержня должен быть таким, чтобы в готовом ЖБ-изделии бетон не повредился и не покрошился на месте сгиба. Не допускается изгиб стержня по надрезу или под действием повышенной температуры – это снизит прочностные характеристики прута, и, как следствие, будущей конструкции.
Арматуру можно гнуть только «на холодную». Самый простой гибочный станок состоит из двух соединенных болтом уголков. В наипростейшем, но не самом надёжном, варианте их можно даже не сваривать между собой.
Выполнение изгиба
При выполнении изгиба следует соблюдать строительные нормативны для конкретного типа арматуры: например, допустимый угол загиба А-III составляет 90 градусов, при условии, что радиус загиба не меньше 6-8 диаметров стрежня. Если арматурный пруток сгибается на 180%, прочность снизится уже на 10%.
Как сделать приспособление для гибки арматуры
Небольшого диаметра стержни можно гнуть на простых приспособлениях. Для изготовления рамок, хомутов из прутов 6-8 мм можно использовать деревянную опору (кусок бревна) и три куска арматуры в качестве упоров. Два стержня забиваются в опору по одной оси, один между ними – на расстоянии от оси, равном диаметру сгибаемой арматуры. Тонкую арматуру можно также гнуть об уголок с нижним упором, приваренном к любой вертикальной поверхности (стене, столбу).
Конструкция самодельного гибочного станка
Самодельный гибочный станок – более сложное и более надёжное устройство. Арматурогиб своими руками изготавливается из металлической пластины не меньше 6-8 мм толщиной и арматурных прутков, уголков.

Последовательность действий
- Изготовить основание станка (станину). Чем больше диаметр стержней, которые планируется изгибать на инструменте, тем надёжней станок должен быть закреплён на полу.
- К станине приварить металлическую плиту с заранее приваренным осевым штырём или уголком, на который будет опираться арматурный стержень.
- Соорудить поворотную платформу. На платформе монтируются рычаг (в качестве рычага можно использовать кусок трубы) и центральный и гибочный штыри (упоры), вокруг которых будет гнуться арматура.
Расстояние между упорами выбирается исходя из максимального размера сгибаемой арматуры. Чертежи самодельного арматурогиба, приведены на рисунке ниже:

Самодельные против заводских
Как можно видеть из статьи, изготовить самодельный станок достаточно просто и дёшево. Однако, заводские ручные арматурогибы стоят ненамного дороже самодельных и имеют качество сборки лучше кустарного. За изготовление самодельного станка имеет смысл взяться тому, у кого уже есть опыт изготовления самодельных инструментов.
Преимущества ручных арматурогибов
Ручные арматурогибы часто применяются и в профессиональной, и в бытовой сфере, потому что:
- служат для упрощения и ускорения строительных работ;
- при этом они просты в применении;
- они портативны, мало весят;
- несмотря на свою портативное исполнение, могут работать с большими объемами,
- не требуют дополнительного обслуживания и ремонта;
- если они заводского производства, то редко ломаются и долго служат.
Делаем станок для гибки арматуры своими руками
В процессе реализации строительных работ потребность в гибке арматуры возникает достаточно часто, особенно при армировании фундаментов, стен и перекрытий, а также для армирования железобетонных конструкций других видов. Также гнуть стержни потребуется и при строительстве малых построек — вроде теплиц или беседок. Для сгибания стержней необходимо использовать специальное оборудование — арматурный станок, о котором мы поговорим в данной статье.

Мы рассмотрим гибочный станок для арматуры, представим обзор распространенных на рынке моделей и дадим рекомендации по их выбору. Будут приведены чертежи и инструкция, следуя которой вы сможете своими руками изготовить приспособление для сгибания металлопроката.
1 Принцип работы и особенности конструкции
Загибочный станок для арматуры представляет собой специальное приспособление, посредством которого первоначально прямому арматурному прутку придается требуемая форма. Такое оборудование, в зависимости от типа конструкции, классифицируется на две разновидности:
- ручное;
- приводное (механизированное).
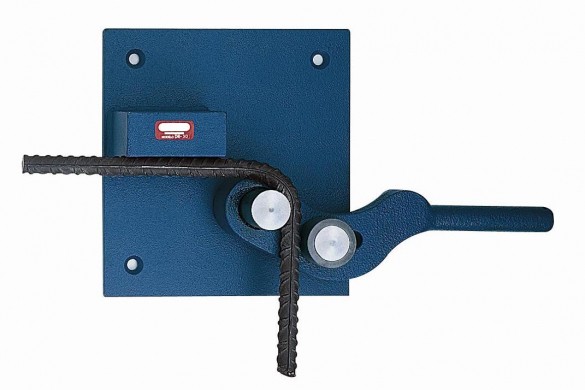
Конструкция данного устройства достаточно проста. Она состоит из рабочей поверхности в виде круглой либо прямоугольной пластины, на которой закреплены упоры (шпильки), ограничивающие перемещение прутков, и рычаг, зафиксированный с помощью винта и оборудованный на торцевой части посадочным отверстием под арматуру.
Сгибание выполняется следующим образом — пруток устанавливается в посадочное отверстие и вводится между двух валиков, после чего изменяется положение рычага и один из валов давит на зафиксированный стержень, что приводит к образованию загиба.

Ручной станок для гибки
Такое приспособление оптимально подходит для бытового использования. Устройство позволяет выполнять сгибание прутков малого диаметра (до 12 мм) и его без проблем можно изготовить своими руками. Новый инструмент заводского производства обойдется вам в 3-5 тыс. рублей.
В крупно- и мелкосерийном производстве (в том числе — и на объектах по производству арматуры), а также в промышленном строительстве, где выполняется работа с крупными партиями металлопроката либо прутьями большого диаметра, используются приводные станки для рубки и гибки арматуры. Механизированный гибщик, в зависимости от типа привода, может быть:
- гидравлическим;
- электромагнитным;
- электромеханическим;
Наиболее распространено гидравлическое оборудование, которое классифицируется на три группы: легкое — для прутков диаметром 3-20 мм, тяжелое — 20-40 мм, сверхтяжелое — гнет стержни свыше 40 мм в диаметре. Гидравлическое устройство позволяет точно задавать радиус сгибания, что нельзя сделать ручном инструменте. Максимальный радиус загиба на приводных устройствах — 180 0 .

Приводный станок для гибки арматуры
Механизированное оборудование имеет рабочий орган в виде круглого диска, закрепленного на вертикальном валу. На самом диске расположены два цилиндра — центральных и сгибающий. Между ними закладываться стержень, который закрепляется в двух стойках корпуса устройства. Далее вал начинает вращаться, сгибающий цилиндр движется по наружному контуру прутка и сгибает его вокруг центральной втулки. Радиус изгиба определяется количеством оборотов диска вокруг своей оси.
к меню ↑
1.1 Обзор рынка и рекомендации по выбору
Наиболее распространенным инструментом для бытовой эксплуатации является ручной станок для гибки арматуры Afacan. Компанией поставляются две модели: Afacan 10E — предназначен для сгибания прутков диаметром 6-12 мм, и Afacan 12E — для стержней 10-12 мм. Также производится серия У (универсальный гибщик), который работает с прокатом диаметром 6-20 мм. Ручной станок для гибки арматуры Afacan обойдется вам в 2-5 тыс. рублей, в зависимости от модели.
Читайте также: сколько весит арматура — таблицы, стандарты и расчет.
Востребованными моделями приводного оборудования являются:
- СГА 1 — работает с прутьями 10-32 мм в диаметре, мощность 3 кВт, радиус изгиба — 160 0 . Стоимость устройства — 96 000 рублей. Среднерыночная цена суточной аренды — 1 тыс. рублей.
- GW40 — мощность устройства 3 кВт, рабочие диаметры — 12-40 мм, максимальный радиус изгиба- 180 градусов. Стоимость — 90 тыс. рублей, аренда — от 700 руб/сутки.
- Г40 — отличается наличием трех передаточных пар, что расширяет режим работы оборудования (выполняет до 8 сгибов одного прутка за раз). Мощность — 3 кВт, диаметры — 10-35 мм, радиус — до 180 0 . Среднерыночная стоимость — 140 тыс., суточная аренда обойдется вам в 1500 рублей.
- Г50 — более мощная (4 кВт) модификация станка Г40. Работает с прутками диаметром до 50 мм, может выполнять одновременный изгиб нескольких стержней меньшего сечения. Стоимость — от 220 тысяч, аренда — от 2 тыс./сутки.

Станок для гибки арматуры GW40
Также при выборе приводного оборудования рекомендуем обратить внимание на станки для арматуры МГА-1 и МГА-2. Это оптимальные устройства по соотношению цены и эксплуатационных характеристик. МГА-1 работает с прутками 32-40 мм, МГА-2 — 40-56 мм. Мощность установок 3 и 4 кВт соответственно.
к меню ↑
1.2 Технология гибки арматуры
Рассмотрим, как гнуть арматуру на ручном приспособлении. Если вы используете переносной инструмент, его необходимо надежно закрепить на рабочей поверхности. Далее в посадочное гнездо между упорным и гибочным валиком вставляется стержень и посредством перемещения рычага выполняется изгиб прутка на требуемый радиус.

Гибка арматуры на ручном станке
Работа с приводным устройством требует более тщательного подхода. Такое оборудование, в зависимости от модели, может иметь индивидуальные особенности эксплуатации, поэтому перед использованием обязательно ознакомьтесь с технической инструкцией. Большинство гидравлических либо электромеханических агрегатов управляются с помощью педали, благодаря чему руки оператора остаются незанятыми при работе.
Читайте также: чем перекрывать воду на радиатор отопления — о видах запорно-регулирующей арматуры.
Как гнуть арматуру — пошаговая инструкция:
- устройство комплектуется гибочным роликом требуемого размера, подобранным в соответствии с диаметром используемой арматуры;
- выбирается угол изгиба (современные агрегаты имеют работают в диапазоне 0-180 0 );
- стержень размещается в посадочном гнезде рабочего диска и фиксируется на стойках;
- посредством нажатия на педаль включается устройство, выполняется изгиб заданной конфигурации;
- по завершению сгибания педаль отпускается и пруток изымается.
В процессе работы необходимо строго соблюдать технику безопасности и следить за тем, чтобы ваши руки и одежда находились на достаточном расстоянии от вращающихся валиков.
к меню ↑
1.3 Конструкция простейшего ручного гибщика (видео)
к меню ↑
2 Делаем станок своими руками
Самодельный станок для арматуры должен быть универсальным, поэтому мы предлагаем вам инструкцию по изготовлению устройства, позволяющего также сделать изгиб уголка, профилированных труб и стальных полос. Чертеж инструмента представлен на изображении:

Схема самодельного станка
Чтобы своими руками изготовить гибщик, потребуется домкрат (подойдет простейшее автомобильное устройство с усилием хотя бы в 2 тонны), швеллер 100 мм (для несущей рамы) и петли для ворот, которые будут использоваться как упорные ограничители. Для изготовления корпуса и пуансона(давящего механизма) нам потребуется стальной угол на 25 и 32 мм и профиль 40*20.
Самодельный инструмент изготавливается с применением сварочного аппарата, болгарки, уровня, молотка, щетки по металлу и разметочных приспособлений (рулетка, мел, линейка).
Пошаговая инструкция по выполнению работ своими руками:
- Первоначально нужно отмерить и нарезать заготовки длиной 5 см из уголков 25 и 32 мм, квадратного профиля и арматурного прутка (с помощью специальных ножниц) диаметром 12 мм.

Заготовки для пуансона


Установка пуансона на домкрат



Полученное самодельное приспособление изготавливается предельно просто, но в результате вы получаете эффективное устройство, использование которого не требует физических усилий, в отличие от дешевых заводских инструментов рычажного типа.

Станок в работе
Ориентировочный затраты на самодельный инструмент — от 1 до 2 тысяч (стоимость домкрата + цена воротных петель), уголки и отрезки профиля стоят копейки. Затраты времени на сборку гибщика своими руками — 3-4 часа.
Статьи по теме:
Портал об арматуре » Делаем станок для гибки арматуры своими руками

