
ГОСТ на вязальную проволоку для арматуры
Проволока для вязки арматуры – какой она должна быть согласно ГОСТ?
Проволока для вязки арматуры обеспечивает сохранность пространственной формы любой железобетонной конструкции. Специалисты рекомендуют не сваривать арматурные элементы, а именно связывать их, чтобы кристаллическая решетка металла не разрушалась.
1 Проволока для вязки арматуры – ГОСТ 3282–74
Указанный Государственный стандарт описывает технические и иные характеристики проволоки, используемой для вязки арматурных компонентов конструкций из железобетона. Изготавливают ее из стали с низким содержанием углерода и подразделяют на несколько видов:
- по точности производства проволока бывает обычной и повышенной точности;
- по способу обработки – необработанная термическим методом и обработанная;
- по сопротивлению (временному) на разрыв изделий, не прошедших термообработку, – первой и второй группы;
- по типу поверхности – со специальным покрытием и без него.

Термообработанная проволока без спецпокрытия обычно выпускается светлой. По желанию потребителя она может изготавливаться черной.
Наименьшее номинальное сечение описываемых изделий с покрытием равняется 0,2 мм, наибольшее – 6 мм, без покрытия проволока может иметь диаметр в диапазоне от 0,16 до 10 мм. Допустимые отклонения сечения готовой продукции варьируются в пределах от -0,02 (проволока диаметром 0,18 мм) до -0,2 (диаметр 9 мм). Показатель овальности изделий из низкоуглеродистой стали не может быть больше половины допустимых (указанных выше) отклонений по сечению.

В ГОСТ описываются механические характеристики проволоки для строительной арматуры. Так, например, удлинение (относительное) обработанных термическим способом изделий равняется 12–18 % (продукция с покрытием) и 15–20 % (без покрытия). А вот для необработанной проволоки большое значение придается величине сопротивления разрыву, которое составляет (в Н/мм 2 ):
- от 390 до 690 для изделий сечением 8–10 мм;
- от 390 до 780 (8 мм);
- от 390 до 830 (4,5–7,5 мм);
- от 440 до 930 (3,2–4,5 мм);
- от 540 до 1080 (2,5–3,2 мм);
- от 590 до 1270 (1–2,5 мм);
- от 690 до 1370 (диаметр менее 1 мм).
2 Проволочная арматура – особые требования к ней по ГОСТ
Производители обязаны обеспечивать соответствие готовой продукции для вязки арматуры следующим нормам:
- Изделия без покрытия (кроме черной термообработанной проволоки) на своей поверхности не должны иметь закаты, трещины, окалины и плены. При этом стандарт допускает наличие на поверхности царапин, вмятин, рябизны и рисок с глубиной не выше ¼ части максимального отклонения продукции для армирования от обычной точности.
- Проволока, не прошедшая термообработку, с сечением от 0,5 до 6 миллиметров обязана выдерживать четыре и более перегиба без разрушения своей целостности.
- При навивке (спирального типа) проволочных изделий на сердечник, выполненный в форме цилиндра, не должно отмечаться отслаивание либо растрескивание цинкового материала, использованного в качестве покрытия.
- Запрещено реализовывать покрытую проволочную арматуру с черными пятнами и участками, на которых отсутствует цинковое покрытие. Допускается наличие на проволоке белых блесков, пятен, налета, небольших по величине цинковых наплывов и цветовой неоднородности.
- Производится описываемый нами материал на катушках либо в мотках. Причем его намотка осуществляется таким образом, чтобы потребитель имел возможность без затруднений сматывать проволоку. На одной катушке не может быть больше трех проволочных отрезков, а моток всегда состоит из одного куска.

Допустимый наименьший вес куска проволоки или мотка зависит от сечения изделия и наличия на нем покрытия. Масса варьируется в пределах от 1 кг (сечение – 0,16–0,18 мм) до 40 кг (6,3–10).
Приемка готовой проволоки производится партиями, состоящими из продукции одного типа поверхности, способа обработки, точности выпуска и сечения. Геометрические параметры изделий в отдельной партии проверяются на пяти процентах катушек (мотков), а вот качество поверхности изделий определяется на каждой катушке или мотке. Кроме того, обязательно анализируются механические характеристики проволоки (исследуется три процента катушек и мотков от партии).

В тех случаях, когда итоги испытаний по какому-либо виду проверки (качество поверхности, механические и геометрические параметры) являются неудовлетворительными, осуществляется еще одна проверка, но теперь уже на удвоенной выборке. Если вторые испытания подтверждают качество готовой продукции, ее разрешено отправлять потребителям.
3 Как проверяется качество проволоки и ее соответствие ГОСТ?
Существует несколько стандартных способов проверки готовой проволоки:
- Метод погружения. С его помощью определяют равномерность и сплошность покрытия из цинка. Проверка (ГОСТ 4165–78) предполагает погружение изделия в сернокислую медь, растворенную в воде (дистиллированной). Данную смесь после этого подвергают фильтрации. Если ее плотность находится в пределах от 1,114 до 1,116 г/см 3 , говорят о высоком качестве покрытия. Перед погружением исследуемые образцы очищают бензолом или спиртом, опускают их на глубину от 10 сантиметров (длительность нахождения в растворе – 60 секунд).
- Визуальный внешний осмотр (иногда он дополняется обследованием возможных дефектов через микроскоп). Задача данной проверки заключается в установлении допустимой глубины дефектов на проволочной поверхности. Если глубина незначительна, изделие зачищается механическим способом.

- Весовая методика. Предназначена для установления объема цинка на поверхности продукции. Производится посредством растворения образца в среде серной ингибированной кислоты, последующего взвешивания проволочной катушки либо мотка и замера фактического сечения изделия после стравливания с него цинка.
- Газометрическая объемная методика. С ее помощью также определяют количество цинка на готовой проволочной продукции. Но в данном случае покрытие снимается в кислоте до тех пор, пока не фиксируется полная остановка выделения газов.


Кроме того, используются и другие методы проведения анализа рассматриваемой нами проволоки. К ним относят испытания на:
- навивку (процесс выполняется по Государственному стандарту 10447–80);
- разрыв и растяжение (Госстандарт 10446–80);
- перегиб (Госстандарт 1579–80).
4 Особенности упаковки проволоки
Упаковка готовых изделий производится с учетом далее приведенных требований:
- проволочные мотки кооперируются в бухты и плотно связываются в них;
- концы изделий в мотке укладывают так, чтобы их было легко найти;
- отдельные мотки (все без исключения) перевязываются в трех и более местах проволокой, прошедшей термообработку;
- использование смазочных составов для покрытия проволоки не предусматривается, хотя заказчик может потребовать от производителя выполнения смазки с применением масел индустриальной (И-50А, И-20А и других) либо консервационной (ЖКБ-1, НГ-203) группы.

В обязательном порядке проволока обертывается следующими материалами:
- слоем бумаги (парафинированной) и нетканых материалов (или пленки из полимера) – изделия сечением от 0,5 до 1 мм;
- слоем парафинированной бумаги – проволока сечением не более 0,5 мм.

Изделия других диаметров упаковывают по заказу потребителя, ГОСТ не выдвигает особых требований к данному процессу.
Проволока для арматуры
| Наименование | Тип | Покрытие | Диаметр | ГОСТ | Марка стали | Цена | Количество |
|---|
Проволока для арматуры: как сэкономить без ущерба качеству

Фундамент, фасад, крыльцо… Кажется, в конструкции загородного дома нет ни элемента, который был бы сделан без участия металлических изделий. Да, снаружи они совершенно не заметны, но именно благодаря им жизнь людей находится в безопасности. Здание не ведет из-за просевшего под собственной тяжестью основания, отделка стен не отваливается кусками, а ступени лестниц не покрываются трещинами, отдаляясь друг от друга.
Слабости бетона
Использование металла внутри песчано-цементных смесей называется армированием и служит для того, чтобы сделать их прочнее. Куда уж прочнее, удивится кто-то, ведь бетон и без того тверд и надежен. Он успешно противостоит влиянию влаги и спокойно переносит многочисленные циклы замораживания и размораживания. В общем, это уникальный материал, которому не страшны никакие нагрузки.
Да, но только если речь идет о нагрузках на сжатие, например, под тяжестью собственного веса. А вот справиться с нагрузками на растяжение бетонные конструкции не способны. Это весьма существенный недостаток, особенно если эксплуатируются они на подвижных грунтах или в районах с близким стоянием подземных вод. Замерзая, те увеличиваются в размерах и выталкивают наружу фундамент здания, а с наступление тепла оседают, вновь приводя дом в движение.
Причиной такой нестабильности является неоднородный состав бетона. Помимо твердых частиц он имеет множество пустот и пор. Возникшее в одном месте растягивающее напряжение передается по ним в другие, как по цепочке. Возникающие при этом микроскопические трещины с увеличением нагрузки соединяются, образуя уже трещины серьезные, от которых один шаг до постепенного разрушения бетонной конструкции.

Спасти ситуацию помогает арматура, которая намертво врастает в бетон и повышает его сопротивляемость внешним факторам. Насколько успешно она это делает, зависит от предела ее прочности и текучести.
- Пределом прочности называют механическое напряжение, превысив который сталь рвется.
- Пределом текучести считается максимальное растягивающее напряжение, при котором удлинение арматуры продолжают расти без дальнейшего увеличения нагрузки.
Сила армирования
Самые высокие показатели демонстрируют стальные прутья, что и делает их широко востребованными при создании арматурного каркаса.
При укреплении стен, ступеней, кирпичной кладки и других небольших прослоек бетона каркас делают плоским — в виде сетки. А будучи остовом фундамента, он должен быть объемным — в виде коробов. Их собирают из ребристых прутков толщиной 14-16 мм и гладких – 6-8 мм.
- Прфилированные выступают в качестве рабочей арматуры, воспринимающей растягивающие нагрузки и препятствующей деформации.
- Гладкие нужны для их объединения в единую систему и равномерного распределения усилий.

Вес металлической “начинки” при этом может достигать 75 кг на 1 куб. м. Цифра впечатляет, как и затраты на выполнение данного норматива, особенно если речь идет о малоэтажном строительстве.
Сэкономить можно, говорят специалисты. Они рекомендуют в отдельных случаях применять проволоку для арматуры, действуя по принципу: чем выше уровни прочности и текучести, тем тоньше может быть изделие.
Самый значительный предел прочности, равный 1300-1900 Мпа, имеет проволока из высокоуглеродистой или легированной стали. Такой показатель достигнут с помощью легирующих добавок, ведь при производстве в сплав вводят хром, никель, вольфрам и другие элементы.
Да, они заметно улучшают качество металла, но и повышают его стоимость.
А вот более доступная проволока из стали обычного качества ограничивается пределом прочности, равным 550-580 Мпа.
Однако есть методы, позволяющие ее усовершенствовать и сделать сильнее.
- Холодное волочение повышает твердость и прочность проволоки на 20-25 процентов. Обработка заключается в протяжке стали сквозь коническое отверстие втулки — фильеру. Избежать разрыва проволоки позволяет повтор процедуры несколько раз, причем диаметр отверстия постепенно уменьшается.
- Силовая калибровка способствует росту предела текучести на 20-25 процентов. Для этого на специальной установке арматурную сталь диаметром 6-12 мм вытягивают до заданной величины удлинения.
- Холодное сплющивание увеличивает предел текучести на 30-40 процентов и улучшает сцепление проволоки с бетоном. Суть процесса заключается в нанесении на стенки цилиндрических вмятин глубиной 0,15-0,25 мм.
Проволока для арматуры
Компания «МетПромИнтекс» активно применяет данные технологии в производстве металлоизделий. Это доказывает наличие на складе проволоки, с помощью которой можно создать надежную и при этом недорогую арматурную конструкцию.
КАТАНКА — это проволока, полученная в результате горячей раскатки стальной заготовки по длинному прокатному стану. Валы обжимают металл и формируют изделие круглого сечения диаметром от 5 до 10 мм. Катанка класса Б обладает повышенной прочностью и может выполнять роль армирующей структуры в ЖБИ.
ПРОВОЛОКА ВР-1 — это проволока для арматуры, которую получают из катанки в процессе холодного давления (сплющивания) и вытяжки. Благодаря такой обработке она приобретает рифленый профиль и повышенные механические свойства при малых размерах: минимальный диаметр — 2,8 мм, максимальный — 5 мм. Применяют ее как в производстве сеток, так и в создании сварных каркасов.
ВЯЗАЛЬНАЯ проволока — это изделие, полученное в результате волочения заготовки в холодном виде и последующей термической обработки. Обычная отожженная проволока имеет темный цвет, белый же говорит о процедуре цинкования, которое повышает стойкость металла к коррозии. Данная проволока для арматуры отличается высокой пластичностью и сопротивлением на разрыв. Изделия диаметром 1,2 мм или 1,4 мм используют для увязки элементов арматурного каркаса.

Таким образом в составе арматурного каркаса каждый вид проволоки играет свою роль.
РИФЛЕНЫЕ изделия предназначены для рабочей арматуры, которая может быть:
- продольной и располагаться в верхней и нижней части конструкции;
- поперечной, если армированию подлежат сваи и колонны.
ГЛАДКАЯ проволока выступает в качестве:
- распределительной арматуры, объединяющей пояса рабочей в единую конструкцию;
- обвязки, фиксирующей каждую точку пересечения элементов каркаса и мест соприкосновения отдельных арматурных блоков.
Общие правила
1. Проволока для арматуры легко режется и сгибается, что облегчает создание стального каркаса.
2. При сборке арматурной конструкции для ЖБИ предпочтение отдают более подвижным соединениям деталей, для которых нужна вязальная проволока. Если используются стержни диаметром от 25 мм, возможно применение дуговой сварки. Исключение составляют элементы каркаса, изготовленные из сталей, упрочненных термически или вытяжкой. Их сваривать нежелательно, иначе эффект упрочнения будет утрачен.

3. При большом объеме и сложности армирующих работ имеет смысл обратиться за помощью к производителям проволоки. Компания «МетПромиИнтекс» оказывает услуги по изготовлению пространственных каркасов, а также укрупненных арматурных и арматурно-опалубочных блоков по размерам заказчика. На строительную площадку арматуру доставят автомобильным транспортом, используя при транспортировке средства, исключающие деформацию.
4. Арматуру помещают в опалубку укрупненными элементами. Чтобы в процессе бетонных работ не допустить смещения, ее временно закрепляют, а по мере укладки бетонной смеси крепления снимают.
.. | Проволока вязальная ГОСТ 3282 74. Сколько проволоки нужно для обвязки арматуры.
Проволока вязальная ГОСТ 3282 74 . Сколько проволоки нужно для обвязки арматуры.
При производстве стальной низкоуглеродистой проволоки общего назначения по ГОСТ 3282 после нагрева, а затем охлаждения получается проволока с окалиной — тёмная проволока, и без окалины — отожжённая, светлая. Наша компания реализует отожжённую проволоку — термообработанную, закалённую, её также называют вязальной проволокой. Она более гибкая и прочная, при изгибании реже ломается, чем необработанная. Узел из отожжённой проволоки плотно фиксирует арматуру в заданных положениях.
Вязальная проволока стальная используется не только для увязки арматуры, но и в производстве сетки, гвоздей, в декоративных целях, при плетении тросов, для удерживания элементов конструкций при сварных работах.
По сравнению с арматурными каркасами, соединёнными сваркой, связанные вязальной проволокой фундаменты наиболее прочны. Соединённый вязальной проволокой арматурный металлический каркас обладает гибкостью и эластичностью, и в случае вспучивания грунта, промерзания почвы не происходит деформация фундамента.
Вязальная проволока оцинкованная предотвращает коррозию металла фундамента, такой фундамент более долговечен.
Расход вязальной проволоки для арматуры , вес одного метра
Проволока ГОСТ 3282 выпускается в бухтах, обычно до 100кг. Чтобы определить, сколько метров проволоки в бухте, нужно сначала рассчитать удельный вес (массу одного метра проволоки), либо воспользоваться табличными данными теоретического веса по ГОСТу (найдёте на нашем сайте). Для расчёта веса 1 метра самим, нужно взвесить небольшой отрезок проволоки и разделить его на длину этого куска в метрах.
Вес погонного метра проволоки считаем так:
где М — вес1 метра проволоки,
q — плотность, или удельная масса металла (у стали равна 7850 кг/м^3)
S – площадь сечения проволоки в кв. м,
h – длина проволоки в метрах.
S= 3,14d*d/ 4, где d – номинальный диаметр в метрах.
Например, нужно рассчитать необходимый метраж ( L) проволоки мм 1,2 (0,0012м), вес бухты которой 70 кг.
S= 3, 14* 0,0012*0.0012/4 = 0,00000113 м ^2,
М = 7850* 0,00000113*1= 0,0089 кг,
L = 70 / 0,0089 = 7865 м.
Несмотря на то, что фактический вес метра проволоки вязальной оцинкованной меньше, чем вычисляемый (из-за разной плотности цинка и стали) для расчёта оцинкованной проволоки пользуются теми же формулами, что и для неоцинкованной.
Расчёт вязальной проволоки в работе
Сначала рассчитывают количество необходимой арматуры и количество узлов, которое получится при увязывании. Затем производят расчёт вязальной проволоки. Относительно обвязки арматуры не существует норм и требований по ГОСТу, рекомендации по расчёту количества необходимой проволоки 3282 ГОСТ основаны на личном опыте специалистов. Одни утверждают, что средний расход вязальной проволоки — 10 — 15 кг на тонну арматуры, а другие — что 15 — 20 кг, в зависимости от размеров ячеек арматурного каркаса. Так же у профессиональных строителей существуют разные подсчёты количества проволоки — 10 — 15 см и 30 — 50 см на каждый узел. Это довольно относительные показатели, в первую очередь при расчёте необходимой проволоки нужно учитывать диаметр арматуры и самой проволоки.
Общие правила при работе и закупке вязальной проволоки:
закупать нужно проволоки с запасом — в два раза больше, чем рассчитывалось, т.к. при увязке она рвётся, лопается;
нужно учитывать, что в точках, где пересекаются по два горизонтальных прутка арматуры с одним вертикальным — будет по два узла;
узлы вяжут в шахматном порядке — через стык,
учитывается нахлёст соединений, он может быть от 20 см до 80см,
для увязывания проволокой 1,2 — 1,5 мм на каждый узел проволоки потребуется больше, чем для более толстой проволоки, но с толстой проволокой работать гораздо тяжелее,
для увязки арматуры диаметр 8 — 12 мм удобнее всего использовать проволоку вязальную 1,2 мм . Для больших диаметров арматуры обычно используют более толстую проволоку. От диаметра проволоки зависит качество соединений арматурного каркаса.
Так же вычисляют длину охвата поверхности прутков ( F):
F =2*3,14* D/2, где D – диаметр арматуры в мм.
Например, для витка проволоки вокруг прутка арматуры 12мм , необходима вязальная проволока, длиной:
2*3,14*12/2= 38мм= примерно 4см.
Есть ещё один достаточно лёгкий способ подсчитать количество проволоки для вязки арматуры: пользуются таким понятием, как размер одного вязального проволочного элемента, равный 0,3 — 0, 5м. Таким образом, чтобы узнать, сколько понадобится проволоки, количество узлов вязки умножают на 0,5м.
Проволока для вязки арматуры
Из всех используемых типов соединения арматуры вязка проволокой считается самым надежным вариантом. Для этих целей подходят термически закаленные виды, максимально устойчивые к растягиванию, воздействию влаги и агрессивных сред. Требуемый диаметр проволоки связан с размерами арматуры, оптимальным считается диапазон от 1,2 до 1,5 мм. На материале не рекомендуется экономить: от надежности закрепления каркаса зависит долговечность и прочность бетонируемой конструкции. Расчет необходимого количества проводится заранее с учетом схемы расположения и диаметра арматуры, расход продукции напрямую зависит от ее толщины.

Особенности и характеристики материала
Показатели регламентируются ГОСТ 3282-74, сырьем является низкоуглеродистая сталь. Проволока для вязки арматуры представляет собой длинномерный сортовой металлопрокат и изготавливается методом волочения. Нужная эластичность достигается термической обработкой, а именно – обжигом (соответствующая продукция имеет индекс «О» в маркировке), для улучшения коррозийной устойчивости некоторые сорта оцинковывают. Проволока, имеющая полимерное или многослойное покрытие, выбирается при эксплуатации при повышенной агрессивности среды.
В зависимости от назначения и способа обработки выделяют:
- Проволоку, прошедшую термический обжиг и промаркированную буквой «О» и необработанную («ТО», соответственно). При вязке арматурных каркасов несущих строительных конструкций предпочтение отдается первой разновидности, которая в свою очередь разделяется на черную (Ч) и светлую (С).
- Проволоку с цинковым покрытием первого класса 1Ц и второго 2Ц.
- Изделия с повышенной точностью изготовления, имеющие индекс «П» в маркировке и с нормальной.
- Группы «I» и «II», характеризующие временное сопротивление проволоки на разрыв.

Вышеуказанный ГОСТ определяет стандарты качества, в частности:
- Проволока без покрытия за исключением черной не должна иметь трещин, окалин и аналогичных дефектов. Стандарт допускает наличие пятен.
- Изделия, не прошедшие термообработку, используются для вязки арматуры, но лишь при условии выдержки четырехкратного перегиба без потери целостности.
- На поверхности проволоки с цинковым покрытием не должно быть трещин и расслаивания или черных пятен. Но для этой разновидности допустимы белые блески, светлые участки, небольшие цинковые наплывы и общая цветовая неоднородность.
- Продукция изготавливается и поставляется в мотках или катушках, намотка осуществляется равномерно, при соблюдении всех правил потребитель без проблем снимает или разматывает проволоку. Одним из важных требований стандарта является непрерывность отрезков. Метраж в мотках не регламентируется.
- Смазка проволоки не предусматривается, но при желании выполняется под заказ, концы в мотках или катушках оставляют доступными, последнее условие обязательно. Упаковка в ткань или промасленную бумагу по ГОСТ требуется только для тонких видов (верхний предел – 1 мм), в остальных случаях это оговаривается отдельно.
- Продукция тестируется в процессе изготовления и подготовки к транспортировке: визуально и путем отбора и проверки физических свойств у нескольких мотков из партии.

К наиболее востребованным видам для вязки арматуры относят проволоку с сечением 1,2 мм, она считается практически универсальной и подходит для любого типа строительных конструкций. Качество изделий легко проверить визуально (при условии надлежащего освещения) и наощупь. Хорошая проволока гнется многократно без потерь целостности, имеет гладкую поверхность и обладает высокой прочностью. Для металлопроката этого вида с диаметром от 1,2 до 2,5 мм сопротивление на разрыв варьируется в пределах 600-1270 Н/мм2.
Выбор подходящей толщины
Проволока вязальная имеет одну основную характеристику, а именно – ее диаметр. Сечение у изделий с покрытием варьируется в пределах от 0,2 до 6 мм, у обычной – от 0,16 до 10. Но для вязки в стандартных армокаркасах используют продукцию с диаметром от 1,2 мм, такая толщина считается наиболее удобной. Величина отклонений сечения (овальность) особой роли не играет, обращается внимание прежде всего на качество стали и тип покрытия.
При обвязке более толстых стержней арматуры возрастают требования к надежности, рекомендуемый диаметр составляет 1,6 мм (но не выше, иначе узел не затянется хорошо). Проволока вязальная с сечением в 0,8 мм подходит для соединения горизонтально ориентированных прутьев при вязке ограждающих конструкций и ненесущих стен.

Нет никакой необходимости в получении точного значения общей длины проволоки, этот материал проще и дешевле купить оптом. Но для исключения переплаты и вязки каркаса одной маркой расчет все равно проводят. Это делается после составления схемы армирования и подсчета узлов соединений. Учитываются все возможные стыки и участки, допускается пропускание и вязка в шахматном порядке (для сеток, причем скорее с целью экономии времени). При этом крайние два ряда соединяются проволокой на каждом узле без исключений.
Для определения расхода нужно знать минимальную длину отрезка для перевязки. В данном случае все зависит от опыта, обычно уходит от 30 до 50 см. Для исключения ошибки можно сделать пробную вязку или рассчитать расход исходя из размеров арматуры и толщины проволоки. Длину отрезка для обхвата одного прута находят по стандартной формуле F=2·π·R, то есть для стержней сечением в 12 мм требуется не менее 4 мм на одно кольцо. Чем тоньше материал обвязки, тем больше его уйдет, к примеру, тонкую разновидность (0,8 мм) складывают вдвое или увеличивают число витков.
Таким образом, общий расход вязальной проволоки определяется путем умножения числа узлов на длину отрезка для одного стыка. Рекомендуемый запас довольно большой – полученное значение советуют увеличить на 50-100%. Это исключит риск нехватки в случае покупки некачественной продукции и разрывания ее по неопытности.
Важный нюанс: результаты расчета выражены в метрах, в то время как проволока реализуется в кг, требуемое количество материала определяется умножением метража на удельный вес (у наиболее востребованной марки с черным покрытием и диаметром в 1,2 мм минимум составляет 0,02 кг/м, у оцинкованной – 0,25).
Стоимость вязальной проволоки
| Тип продукции | Диаметр, мм | Ориентировочный вес, кг/м | Цена за кг, рубли | Цена за 1 тонну, рубли |
| Проволока вязальная черная | 1,2-1,8 | 0,02 | 66 | 53000 |
| 2 | 0,025 | 65 | 52100 | |
| 3 | 0,06 | 63 | 50600 | |
| 4 | 0,1 | 62 | 50000 | |
| 6 | 0,23 | |||
| То же, оцинкованная | 1,2-1,8 | 0,025 | 93 | 75500 |
| 2 | 86 | 69400 | ||
| 3 | 0,06 | |||
| 4 | 0,1 |
Цена за метр проволоки указывается редко (только на розничных точках), она реализуется в стандартных бухтах по 5 кг (соответственно длиной около 120 м) или в катушках от 50 до 300 кг. В первом случае длина непрерывная, во втором – наматывается не более 3 отрезков. При повышенных требованиях к надежности материала можно купить продукцию, покрытую полимером. Но средняя стоимость за бухту проволоки с ПВХ оболочкой с диаметром в пределах 3 мм составляет 1300 рублей, ее применение для вязки арматуры экономически не целесообразно.
Как вязать арматуру — подробное описание схем и способов
Как вязать арматуру — подробное описание схем и способов
Как известно, строительный бетон хорошо выдерживает нагрузки на сжатие. При этом его разрывают растягивающие усилия, не превышающие даже десятой доли максимальных сжимающих сил.
Именно поэтому для повышения прочности бетона к растягивающим и изгибающим воздействиям применяют стальные сетки и армокаркасы — связанные двойные сетки, отстоящие друг от друга не менее, чем на 150 мм.
Возможно Вам нужно:

Проволока вязальная, рубленая 1,2х400мм (1300 вязок)

Проволока вязальная, рубленая 1,2х400мм (130 вязок)

Крюк вязальный
Армирующие элементы собирают из рифлёной стальной арматуры. Чаще всего для этого используют арматуру классов А II и AIII. Соединение её элементов в пространственный арматурный каркас производят двумя способами — электрической сваркой или вязальной проволокой.

Несмотря на то, что сварка позволяет сварить каркас быстрее, чем это можно сделать вязкой, чаще применяют второй метод. Причин этому много:
- Электросварка нарушает кристаллическую решётку металла, в этих местах он менее прочен, и возникающие напряжения при становлении бетона разрывают часть сварных соединений. Итог — железобетон ослабляется.
- Сварная конструкция является более жёсткой в сравнении с вязаной, подвижки арматуры при виброуплотнении и застывании бетона (приспосабливаемость под изменяющиеся нагрузки) здесь невозможны. Поэтому часть порывов происходит и по причине жёсткости армокаркаса.
- Трудоёмкость сварки меньше, но более высокая оплата труда квалифицированного сварщика, аренда сварочной техники и значительный расход электроэнергии делают затраты на сварку более высокими по сравнению с вязкой.
- Для сварки арматуры можно использовать только специальную, имеющую в маркировке букву «С». Поиск её добавляет забот организаторам строительства.
- При наличии в бетонной конструкции влаги корродируют в первую очередь места сварки. Образующаяся ржавчина своим объёмом разрывает бетон, ещё больше обнажая арматуру для усиления коррозии. Примером могут быть старые бетонные столбы, полностью разрушенные ржавчиной сварных каркасов внутри них.
- Сваркой можно соединять арматуру толщиной не более 20 мм.
Чем вяжут арматуру?
Описанные недостатки электросварного армокаркаса не позволяют применять эту технологию в ответственных сооружениях. Основной технологией изготовления армирующего каркаса в таких объектах является вязка арматуры. Её осуществляют специально изготавливаемой проволокой из низкоуглеродных сталей Ст0, Ст1, Ст2, Ст3. Содержание углерода в ней — не более 0,25 %.
Основные требования, предъявляемыми к вязальной проволоке, — прочность и пластичность. Первая обеспечивается составом стали, применяемой для её изготовления. Параметром является временное сопротивление разрыву. Для термически обработанной проволоки (для вязки применяется только такая) его величина должна составлять 30-50 кгс/мм².
Пластичность вязальной проволоке придаёт термообработка. Она состоит в нагреве материала до 400-500 ºС (разные технологии), выдержки и охлаждения на воздухе. При этом происходят процессы гомогенизации, рекристаллизации, отдыха металла. Результат:
- снижение твёрдости;
- снятие внутренних напряжений;
- улучшение структуры и однородности;
- существенное повышение пластичности.
Проволоку, подготовленную таким образом, можно многократно изгибать, скручивать, натягивать. Она становится мягкой, хорошо и без образования петельных пустот обхватывает стягиваемые детали.
Вязальная проволока выпускается как без покрытия, так и с цинковым покрытием. Если она отжигается в шахтной печи в воздушной атмосфере, то получается чёрной, поскольку покрыта образовавшимися окислами. Отжиг в колпаковой печи в атмосферах азота, аргона и других инертных газов даёт светлый цвет.
Проволока с покрытием цинком используется в бетонах с высокой вероятностью проникновения влаги в структуру, например, в фундаментах.
Какая вязальная проволока нужна для арматуры?
Вязальная проволока выпускается по ГОСТ 3282-74. Диаметры вязальной проволоки без покрытия — от 0,16 до 10,0 мм. Диапазон толщин проволоки с покрытием меньше — от 0,2 до 6,0 мм. Для вязки наиболее часто применяемой арматуры используется ещё меньше типоразмеров проволоки:
- для арматуры толщиной до 12 мм — проволока диаметром 1,2 мм;
- при толщине арматуры 12-16 мм — 1,3-1,4 мм;
- арматуру 16-18 мм вяжут проволокой 1,6 мм;
- арматуру толще 18 мм — проволокой 2,0 мм.
Эти толщины носят рекомендательный характер, они могут быть изменены. Диаметр проволоки выбирают так, чтобы она не рвалась при использовании выбранного метода скручивания и была удобна в работе.
Как выбрать вязальную проволоку?
Проволока вязальная любого типоразмера обладает конструктивными и физическими параметрами. Правильно выбрать по ним нужный вариант — задача технического руководителя работ. Материал должен быть прочным настолько, чтобы обеспечивать надёжное крепление выбранным способом вязки и не рваться.
Сначала стоит определиться с толщиной проволоки по диаметрам используемой для каркаса арматуры, а затем с её количеством, необходимым для выполнения всей работы. В зависимости от того, что является более важным (коррозионная стойкость, чистота рук или цена), выбирают проволоку оцинкованную, светлую или чёрную.
Выбирать проволоку по маркировке нужно следующим образом. В обозначении «Проволока 1,2–О–Ч ГОСТ 3282—74» буква О — обработанная термически (как раз для вязки), буква Ч — чёрная, 1,2 — диаметр в мм. Проволока светлая, обработанная термически, повышенной прочности будет маркироваться так: «Проволока 1,4–П–О–С ГОСТ 3282—74». Цинковое покрытие обозначается в маркировке дополнительной буквой «Ц».
Как рассчитать вязальную проволоку?
Проволока вязальная продаётся на вес. Как рассчитать, сколько её купить в килограммах? Для этого нужно использовать таблицу соответствия веса длине. В одном кг указанного ниже диаметра в мм содержится проволоки в метрах:
- 1,0 — 162;
- 1,2 — 113;
- 1,4 — 83;
- 1,6 — 65;
- 1,8 — 50;
- 2,0 — 41.
Теперь рассчитать расход проволоки можно по плану изготовления армокаркаса, в котором указано число вязок. Его нужно умножить на длину материала в одной нарезке на соединение, которую определяем опытным путём. По общей длине определяем массу проволоки и её цену.
Как правильно вязать арматуру крючком?
Методик, способов и ответов на вопрос, как вязать арматуру вязальной проволокой, довольно много. Применяются и автоматические устройства, и электроинструменты, и механизированная оснастка, и ручной инструмент, и домашние самоделки.
Одним из наиболее распространённых способов соединения арматуры является вязка крючком. Выполняется он недорогим инструментом — вязальным крючком, который можно сделать и самому, но лучше пользоваться промышленным.
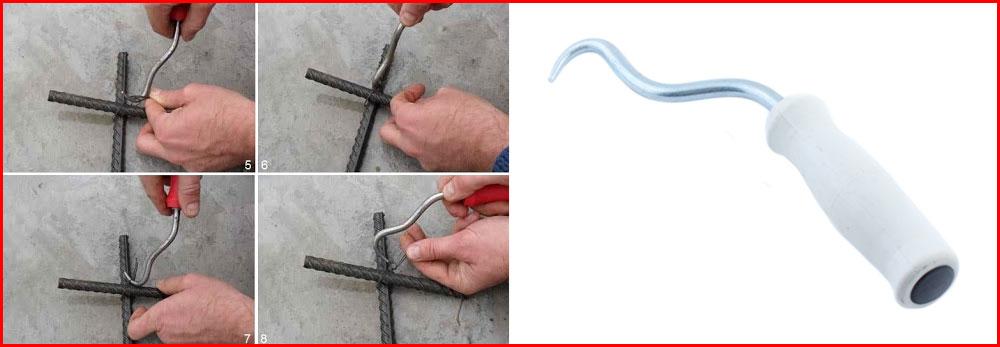
Инструмент состоит из полиамидной цилиндрической ручки, через ось которой пропущено тело самого стального крюка, он свободно вращается в ручке. Конец крючка отогнут по отношению к оси ручки примерно на 80 º, а сама ось вращения зева смещена от оси ручки на 4-10 см (конструкции разнятся). Научиться пользоваться инструментом правильно можно за несколько проведенных вязок, навыки приобретаются уже к концу первого рабочего дня.
- Для выполнения вязки проволочную заготовку длиной от 25 до 50 см.
- Её складывают вдвое, петлевой конец продевают под соединяемыми стержнями, выводят наверх и надевают на крючок.
- Другой двойной конец укладывают в зев крючка.
- Затем ручкой производят несколько круговых движений, при этом петлевой и концевой выводы скручиваются и стягивают оба стержня.
Чтобы не разорвать соединение, нужно вовремя остановиться. Критерий один — соединение должно быть плотным без разрыва проволоки. Конусная заточка крюка нужна для облегчения демонтажа инструмента из уже затянутой петли.
Получил распространение и автоматический метод вязки крючком. Он состоит из стержня с винтовой насечкой, на одном конце которого находится крючок. Стержень двигается внутри винтовой пластиковой обоймы с вращением. Если крючком зацепить, как описано выше, проволоку и потянуть на себя обойму, то стержень с крючком будут вращаться, выполняя вязку. Обойма реверсивная — если её отпустить, то она возвращается в исходное положение. Автоматическим крючком вязать арматуру можно быстрее, чем вязальным крючком, но стоит он дороже.
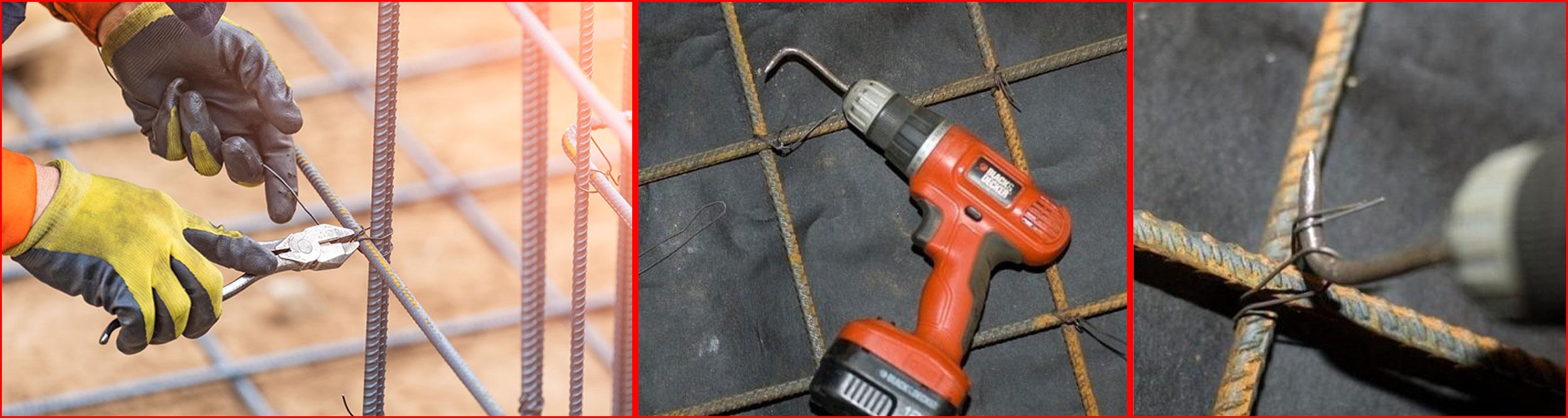
Помощь шуруповерта или клещей
Вязальный крючок без ручки можно использовать с шуруповёртом. Ось крючка зажимают в губках головки, зацепляют проволоку и медленным разгоном вращают его. Чтобы вязка не рвалась, нужно отрегулировать уровень отсечки вращения, которым снабжён шуруповёрт.
Большое распространение в сфере строителей-арматурщиков получил метод вязки арматуры с помощью клещей. Некоторые добиваются поразительных успехов, опережая по темпам работ опытных «крючковиков».
Соединение клещами претендует на самый экономный расход проволоки. Заготовки здесь обычно не делают — не тратят на это время. Проволоку берут прямо из небольшой бухты. Технология похожа на «крючковую»: на конце проволоки загибают петлю, заводят её под арматурное соединение, оба конца зажимают губками клещей, вращают их на 2-3 оборота и откусывают проволоку. Клещи заточены так, что ими можно и надёжно удерживать проволоку при её вращении, и обрезать конец по завершении операции.
Пользуются спросом и так называемые «суперклещи». Это тоже клещи, имеющие на одной ручке винтовую насечку и обойму, передвигающуюся по ней. Вращать их вручную не требуется. Достаточно потянуть обойму на себя, чтобы суперклещи начали вращаться вокруг ручки с обоймой, как в автоматическом крючке. После окончания затяжки проволоку отрезают как обычными клещами.
Существуют и другие инструменты и технологии вязки арматуры вязальной проволокой. Так, на больших строительных площадках применяют вязальный пистолет. Он не требует никакой квалификации работника, при поднесении его жала к месту соединения аппарат за 1-2 секунды выполняет вязку. Недостатками этого устройства является высокая цена (примерно 30 тысяч рублей) и не вполне устраивающая специалистов сила сжатия соединяемых стержней. Эта причина заставляет организаторов стройки использовать аппарат только для обеспечения начальной устойчивости каркаса, а последующие соединения выполнять вязкой крючками или клещами.
При малых объёмах работ вязку производят вообще подручным инструментом. В качестве такого используют в лучшем случае переточенную и загнутую отвертку, в худшем — самодельный крючок, изготовленный из гвоздя или стержня сварочного электрода с отбитой обмазкой.
Плюсы и минусы соединения методом вязки
- Процесс вязки является менее затратным, чем сварка арматуры.
- Не требует квалифицированного сварщика, аппаратуры, значительного расхода электроэнергии, особенно, когда на участке её ещё нет.
- На подготовку опытного вязальщика арматуры требуется всего один день.
- Технология вязки оставляет каркасу некоторую свободу подвижек при заливке бетона и обработке его вибраторами. При этом арматурные стержни занимают такие положения, при которых значительные механические напряжения, грозящие порывами, отсутствуют.
- Некачественная обвязка, за выполнением которой не проследил технический руководитель работ, может дать слишком большую свободу стержням. При этом геометрические параметры каркаса могут при заливке искажаться вплоть до выхода арматуры на поверхность, что недопустимо.
Заключение
Вязка арматуры проволокой — ответственная работа. От её качества зависит надёжность дорогостоящих бетонных сооружений. При подготовке нужно внимательно изучать тему, приобретать вязальную проволоку только у проверенных поставщиков, тщательно контролировать выполнение всех операций.

