Арматура периодического профиля ГОСТ 5781 82
ГОСТ 5781-82
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
| Номер профиля | Площадь поперечного | Масса 1 м профиля | |
| (номинальный диаметр стержня dн) | сечения стержня, см 2 | Теоретическая; кг | Предельные отклонении, % |
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 785 | 0,617 | +5,0 |
| 12 | 1,131 | 0,888 | -6,0 |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | +3,0 |
| 22 | 3,800 | 2,980 | -5,0 |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,010 | 6,310 | |
| 36 | 10,180 | 7,990 | +3,0 |
| 40 | 12,570 | 9,870 | -4,0 |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | |
| 55 | 23,760 | 18,650 | +2,0 |
| 60 | 28,270 | 22,190 | -4,0 |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85·10  кг/м. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
кг/м. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на рис.1а, и специального назначения Ас-II (Ас300) профилем, приведенным на рис.2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
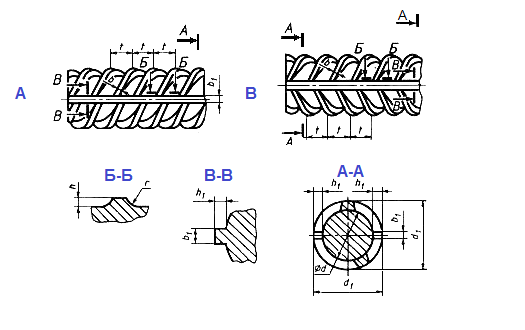
рис. 1
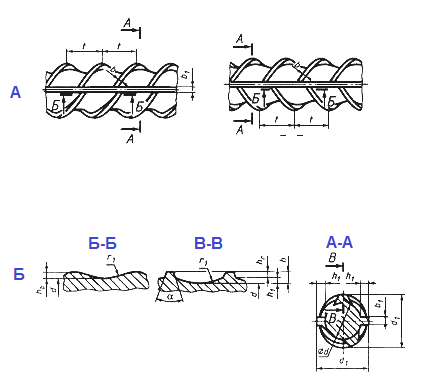
рис. 2
Сталь класса А-III (А400), изготовляемая профилем, приведенным на рис.1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на рис.1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы. Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на рис.1а или 2а. Профиль, приведенный на рис.2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на рис.2а, б, могут уточняться.
- 1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготовляемого по черт.1а, б, должны соответствовать приведенным в табл.2, а по рис.2а, б — приведенным в табл.3.
- 1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
- 1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
- 1.9-1.11. (Измененная редакция, Изм. N 3).
- 1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А-IV (А600), А-V (А800) и А-VI (А1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
- 1.13. Стержни изготовляют длиной от 6 до 12 м: — мерной длины; — мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии; — немерной длины. В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл.4.
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
То же, диаметром 18 мм, класса А-I (А240):
18-А-I ГОСТ 5781-82
В обозначение стержней класса А-II (А300) специального назначения добавляют индекс «с»: Ас-II (Ас300).
Арматура А3 ГОСТ 5781-82
ГОСТ 5781-82. СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Межгосударственный стандарт ГОСТ 5781-82
» Сталь горячекатаная для армирования железобетонных конструкций. Технические условия «
(утв. постановлением Госстандарта СССР от 17 декабря 1982 г. N 4800)
Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications
Взамен ГОСТ 5.1459-72, ГОСТ 5781-75
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. N 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.2. Арматурную сталь изготовляют в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и А-VI (А1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и A-V (А800) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. N 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
Площадь поперечно-го сечения стержня, см2
Масса 1 м профиля
(номинальный диаметр стержня d_н)
Площадь попереч-ного сечения стержня, см2
Масса 1 м профиля
Теоре- тичес- кая, кг
Теоре- тичес- кая, кг
(Измененная редакция, Изм. N 3).
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 х 10(3) кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. N 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (A300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.


Сталь класса A-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а, б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготовляемого по черт. 1а, б, должны соответствовать приведенным в табл. 2, а по черт. 2а, б — приведенным в табл. 3.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра, и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9. — 1.11. (Измененная редакция, Изм. N 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А-IV (А600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
— мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
Сортамент арматуры и маркировка класса по ГОСТ 5781-82
Сортамент арматуры по ГОСТ 5781-82 и маркировка классов. Таблица сортамента по классам и весу арматуры. Испытание стеклопластиковой арматуры смотри на видео.
Сортамент арматуры
Вес погонного метра арматуры зависит от диаметра
Сортамент арматуры по ГОСТ 5781-82
Стальная арматура для армирования железобетонных изделий подразделяется
по технологии изготовления на:
- горячекатаную стержневую;
- холоднотянутую проволочную.
по условиям применения в железобетоне на:
- ненапрягаемую;
- напрягаемую.
по характеру профиля на:
- гладкую;
- периодического профиля.
| Диаметр арматуры, мм | Площадь сечения, см2 | Вес арматуры, кг/м | Класс стали |
| 3 | 0,071 | 0,055 (0,051) | Обыкновенная и высокопрочная проволока |
| 4 | 0,126 | 0,098 (0,090) | Обыкновенная и высокопрочная проволока |
| 5 | 0,196 | 0,154 (0,139) | Обыкновенная и высокопрочная проволока |
| 6 | 0,283 | 0,222 | A-III, обыкновенная и высокопрочная проволока |
| 7 | 0,385 | 0,302 | A-III, обыкновенная и высокопрочная проволока |
| 8 | 0,503 | 0,395 | A-III, обыкновенная и высокопрочная проволока |
| 9 | 0,636 | 0,499 | A-III |
| 10 | 0,785 | 0,617 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 12 | 1,131 | 0,888 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 14 | 1,539 | 1,208 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 16 | 2,011 | 1,578 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 18 | 2,545 | 1,998 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 20 | 3,142 | 2,466 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 22 | 3,801 | 2,984 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 25 | 4,909 | 3,853 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 28 | 6,158 | 4,834 | A-II, A-III, A-IV |
| 32 | 8,042 | 6,313 | A-II, A-III, A-IV |
| 36 | 10,18 | 7,99 | A-II, A-III |
| 40 | 12,56 | 9,87 | A-II, A-III |
Маркировка арматуры
Концы стержней из низколегированных сталей должны быть окрашены:
- класса А-IV – красной краской;
- класса A-V – красной и зеленой;
- класса A-VI – красной и синей.
Допускается окраска связок на расстоянии 0,5 м от концов.
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций (ГОСТ 10884-81).

По этому стандарту изготовляют из стали следующих марок:
- класса Ат-III из Ст5 (сп, пс);
- класса Ат-IV, Ат-IVС, класса Ат-IVК из 20ГС; 25Г2С; 35ГС; 28С; 10ГС2; 08Г2С; 25С2Р;
- класса Ат-V(К и СК) из 20ГС; 20ГС2; 08Г2С; 10ГС2; 28С; 25Г2С; 35ГС; 25С2Р; 20ХГС2;
- класса Ат-VII из 30ХС2.
В обозначении классов арматуры буквы означают следующее:
- «К» – повышенная стойкость к коррозийному растрескиванию под напряжением;
- «С» – свариваемая;
- «СК» – свариваемая; повышенная стойкость к коррозийному растрескиванию.
Концы стержней каждого класса должны быть окрашены краской:
- Ат-IIIC – белой и синей;
- Ат-IV – белой и желтой;
- Ат-IVК – зеленой;
- Ат-V – синей;
- т-VСК – белой и зеленой;
- Ат-VК – желтой и зеленой;
- Ат-VI – желтой;
- Ат-VIК – зеленой и черной;
- Ат-VII – черной.
Нетермообработанные концы должны быть окрашены красной краской.
Классы строительной арматуры
Арматура А1, АI также А240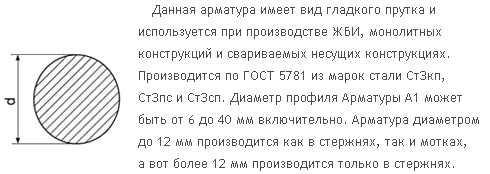
Арматура А2, АII также А300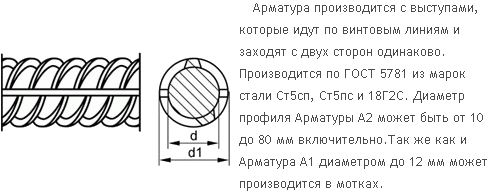
Арматура А3, АIII также А400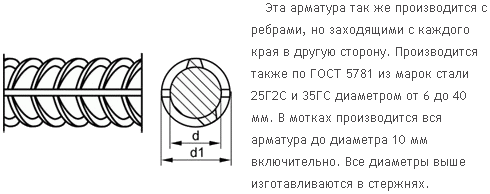
Арматура А4, АIV также А600. Арматура А5, АV также А800 и арматура А6, АVI также А1000
Арматура А500С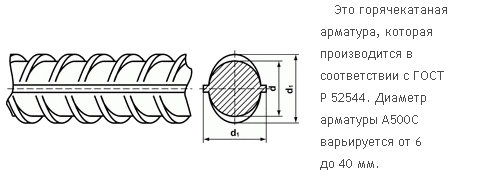
Арматура B500C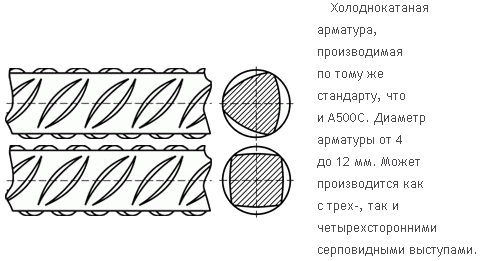
Арматура А400С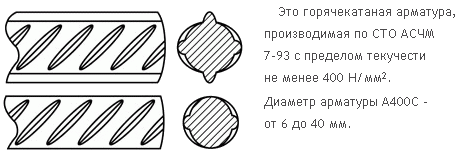
Арматура А600С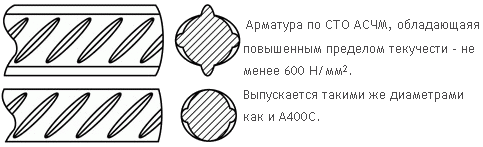
В процессе производства прокатной арматуры практически невозможно добиться точного размера выпускаемого изделия независимо от того, кто производитель. Этот факт был учтен в ГОСТе: введены поправки на габариты и вес арматуры (отклонения отображены в табличном виде). Как показывает практика, различные производители поставляют изделия с погрешностью до 9 процентов, притом показатели в пользу и уменьшения, и увеличения веса арматуры.
Качество стали зависит не только от толщины арматуры. Существует ряд физико-химических свойств, влияющих на характеристики выпускаемого изделия в процессе его изготовления. В зависимости от типа стали металлические изделия выпускаются для тех или иных целей и направлений использования.
Технологический процесс самым прямым образом формирует все задаваемые характеристики арматуры. При добавлении в состав горячекатаной строительной арматуры углерода и легирующих добавок (хром, кремний, марганец, титан, никель и др.) возрастает прочность и снижается удлинение при разрыве. Для различных строительных процессов необходима сталь с определенным набором параметров.
Стеклопластиковая арматура. Описание
Стеклопластиковая арматура. Испытания
Углерод снижает пластичность стали, ухудшает свариваемость. Обычно в строительстве применяют низкоуглеродистые стали с содержанием последнего до 0,22 процента.
Кремний раскисляет сталь и повышает прочность, однако при повышенном его содержании ухудшает свариваемость и коррозионную стойкость. Компенсировать вредное влияние кремния может марганец, который, в свою очередь, повышает прочность, раскисляет сталь.
Смысл упрочнения арматурной стали холодным деформированием заключается в том, что сталь уплотняется на молекулярном уровне при искусственной вытяжке до напряжения, превышающего предел текучести. Повторная вытяжка делает напряжение с искусственно завышенным пределом текучести, поскольку пластичность уже выбрана.
Полученная сталь в процессе вытяжки в холодном состоянии является высокопрочной, можно получить арматурное изделие большого диаметра. Если сталь в холодном состоянии протянуть через многочисленные отверстия, уменьшающиеся в диаметре к выходу, то получается высокопрочная и высококачественная проволока.
Дата публикации статьи: 15 сентября 2015 в 17:22
Последнее обновление: 28 марта 2021 в 14:25
ГОСТ 5781-82. Сталь горячекатаная для армирования железобетонных конструкций. Технические условия.
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ГОСТ 5781-82
II . ПЕРИОДИЧЕСКИЕ ПРОФИЛИ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications
Срок действия с 01.07.83 до 01.07.94
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. № 4). 1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A1000) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
(Измененная редакция, Изм. № 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 × 10 3 кг/м 3 . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм-по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1 a , и специального назначения (Ас-II) (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б , должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой-левый заходы.


Арматурную сталь специального назначения класса Ас- II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б-приведенным в табл. 3 .
Примечание. По требованию потребителя предельные отклонения размера d 1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9-1.11. (Измененная редакция, Изм. № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров-в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
- мерной длины;
- мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
- немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6 % измеряемой длины.
Примеры условных обозначений
Арматурная сталь диаметром 20 мм, класса A-II (А300):
20-A-II (A300) ГОСТ 5781-82
Арматурная сталь диаметром 18 мм, класса A-I (А240):
18-A-I (А240) ГОСТ 5781-82.
В обозначении стержней класса A-II специального назначения добавляется индекс с: Ас- II .
(Измененная редакция, Изм. № 4). 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса A-VI (А1000) марки стали устанавливают по согласованию изготовителя с потребителем.
Таблица 5
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
|---|---|---|
| A-I (A240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| А-II (А300) | 10-40 | Ст5сп, Ст5пс |
| 10-80 | 1НГ2С | |
| Ас-II (Ас300) | 10-32 | 10ГТ |
| (36-40) | ||
| А-III (А400) | 6-40 | 35ГС, 25Г2С |
| 6-22 | 32Г2Рпс | |
| 10-18 | 80С | |
| A -IV (А600) | (6-8) | |
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| (6-8) | ||
| А-V (А800) | 10-32 | 23Х2Г2Т |
| (36-40) | ||
| A-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
1. Допускается изготовление арматурной стали класса A-V (А800). Из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
2. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 3, 4).
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали-нормам, приведенным в табл. 6.
2.3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02-0,08 % титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05-0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2А10 должна составлять 0,015-0,030 %, массовая доля остаточного азота в стали марки 10ГТ — более 0,008 %.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007 %. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008 %.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03 %, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06 %.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей-по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств — по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают.
Таблица 7
| Элементы | Предельные отклонения, % |
|---|---|
| Углерод | +0,020 |
| Кремний | +0,050 |
| Марганец | +0,100 |
| Хром | +0,050 |
| Медь | +0,050 |
| Сера | +0,005 |
| Фосфор | +0,005 |
| +0,010 | |
| Цирконий | -0,020 |
| Титан | ±0,010 |
Примечание. По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца.
(Измененная редакция, Изм. № 3).
2.5. Арматурную сталь классов А-I (А240), А- II (А300), A-III (А400), A-IV (А600) изготовляют горячекатаной, класса A-V (А800) — с низкотемпературным отпуском, класса A-VI (A1000) — с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов A-V (А800) и A-VI (A1000) при условии получения относительного удлинения не менее 9 % и равномерного удлинения не менее 2 % при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Арматура периодического профиля ГОСТ 5781 82
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
ГОСТ 5781-82
В зависимости от механических свойств арматурную сталь подразделяют на классы A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
Арматурную сталь изготавливают в стержнях или мотках. Арматурную сталь класса A-I (A240) изготавливают гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) — периодического профиля. По требованию потребителя сталь классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) — изготавливают гладкой.
Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
Арматурная сталь класса A-II (А300), изготовленная в обычном исполнении, и специального назначения Ас-II (Ас300), должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Арматурную сталь классов A-I (A240) и A-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А-IV (А600), A-V(A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в таблице. Для стержней класса A-IV (A600) марки стали устанавливают по согласованию изготовителя с потребителем.
Марки стали, применяемые для изготовления арматуры разных классов ГОСТ 5781-82
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| A-I (А240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| A-II (А300) | 10-40 40-80 | Ст5сп, Ст5пс 18Г2С |
| Ас-II (Ас300) | 10-32 (36-40) | 10ГТ |
| A-III (A400) | 6-40 6-22 | 35ГС, 25Г2С 32Г2Рпс |
| A-IV (A600) | 10-18 (6-8) 10-32 (36-40) | 80С 20ХГ2Ц |
| A-V (А800) | (6-8) 10-32 (36-40) | 23Х2Г2Т |
| А-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примечания:
Допускается изготовление арматурной стали класса A-V (А800) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
Западно-Сибирским металлургическим комбинатов выпускается термомеханически упрочненная арматурная сталь классов А400С и А500С по ТУ 14-1-5254-94. Низкое содержание углерода наряду с термомеханической обработкой арматурной стали в потоке проката обеспечивает ее улучшенную свариваемость и пластичность, повышенную вязкость и долговечность. Эта арматурная сталь по своим свойства отвечает требованиям международный стандартов.
Госстрой России рекомендует применение арматурной стали А400С и А500С в железобетонных конструкциях наряду и взамен арматурной стали классов A-III марок 25Г2С и 35ГС (ГОСТ 5781-82) и Ат-IIIС (ГОСТ 10884-81) тех же диаметров. Термотехнические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций (ГОСТ 10884-81).


detector